
一种减速器齿轮箱端盖及其制备方法.pdf

宁馨****找我

1/10

2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种减速器齿轮箱端盖及其制备方法.pdf
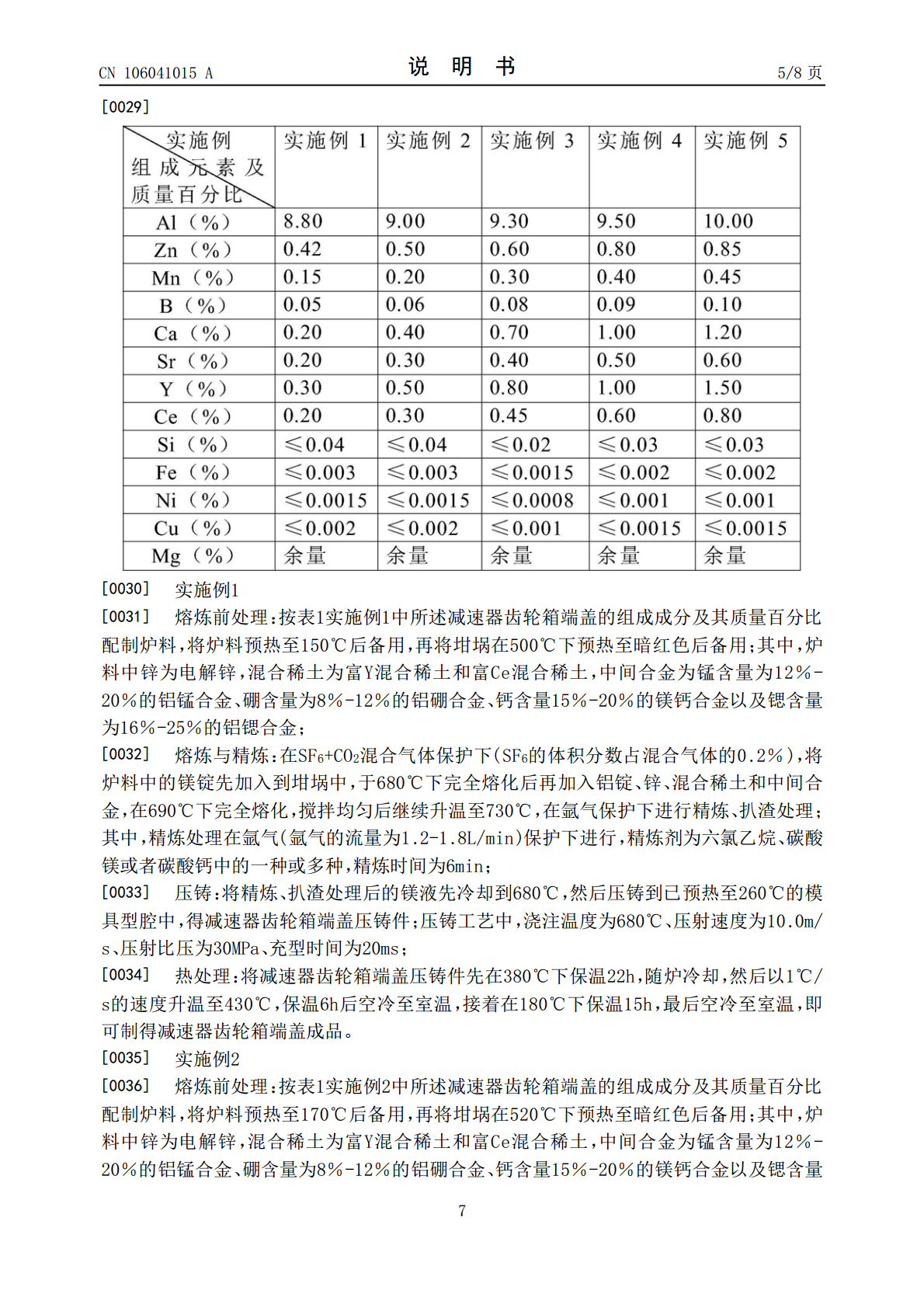
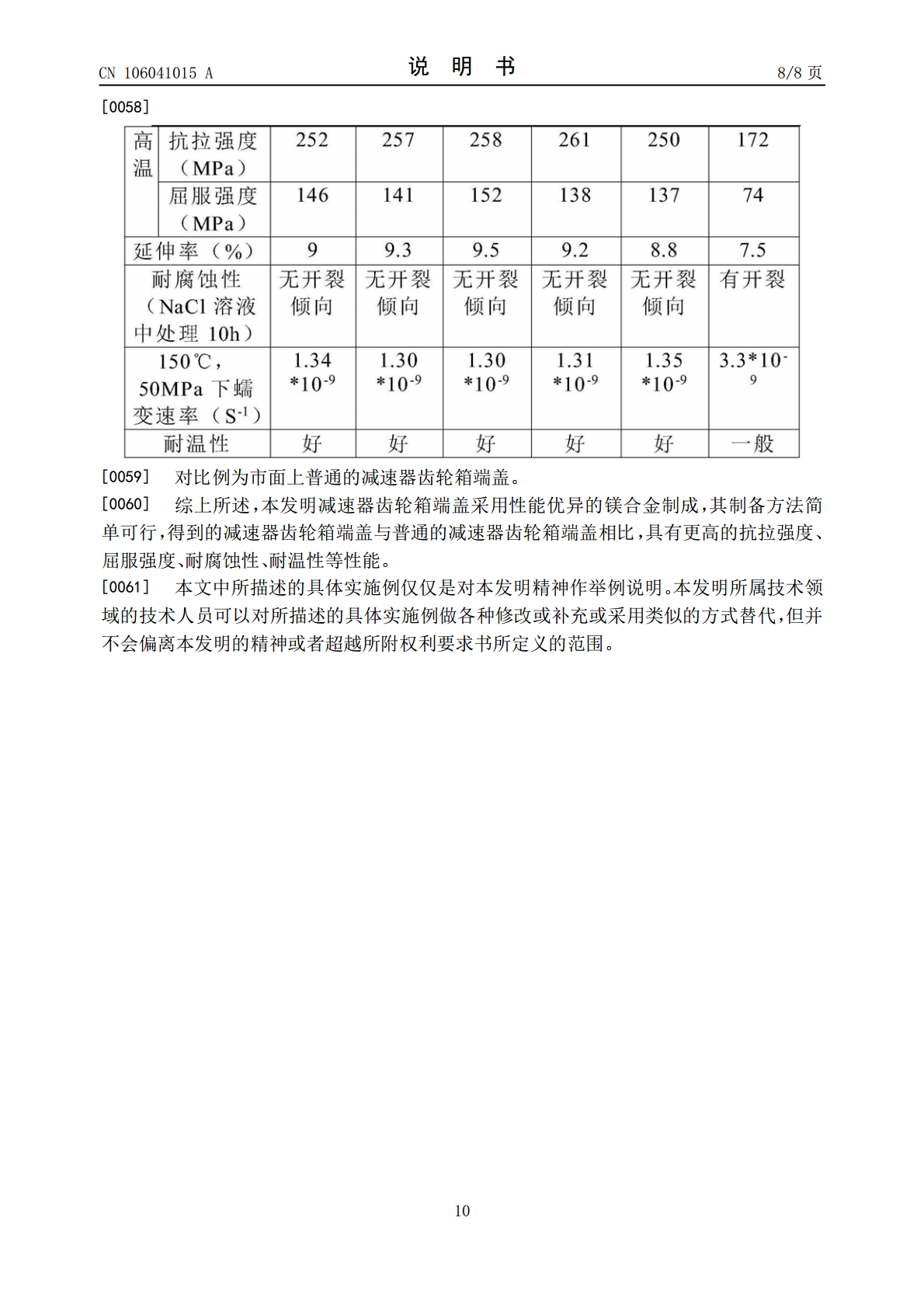
本发明涉及一种减速器齿轮箱端盖,具体涉及一种减速器齿轮箱端盖及其制备方法,属于合金材料技术领域。所述减速器齿轮箱端盖的组成元素及质量百分比为:Al:8.80%‑10.00%、Zn:0.42%‑0.85%、Mn:0.15%‑0.45%、B:0.05%‑0.10%、Ca:0.20%‑1.20%、Sr:0.20%‑0.60%、Y:0.30%‑1.50%、Ce:0.20%‑0.80%、Si≤0.04%、Fe≤0.003%、Ni≤0.0015%、Cu≤0.002%,余量为Mg。并具体公开了该减速器齿轮箱端盖的制备方
一种减速器齿轮箱及其制备方法.pdf
本发明是一种减速器齿轮箱及其制备方法,减速器齿轮箱的具体组成成分及其重量份数为:镍50‑70份;锰3‑5份;钛10‑15份;铝20‑25份;硼1‑3份;锌4‑5份;镁6‑8份;铜6‑8份;钙1‑3份;铁3‑5份;镉3‑5份;硅3‑5份;钪1‑2份;锆1‑2份。上述减速器齿轮箱的制备方法,具体步骤为:(1)砂芯制作;(2)熔炼炉处理;(3)熔料;(4)合箱浇筑;(5)后处理。本发明采用镍钛铝合金材料压铸而成,镍钛铝合金重量轻、易加工成型,能够使得其的抗压强度明显增高,还能够耐使其具有磨性,从而有效提高使用寿
一种齿轮箱端盖锻造方法.pdf
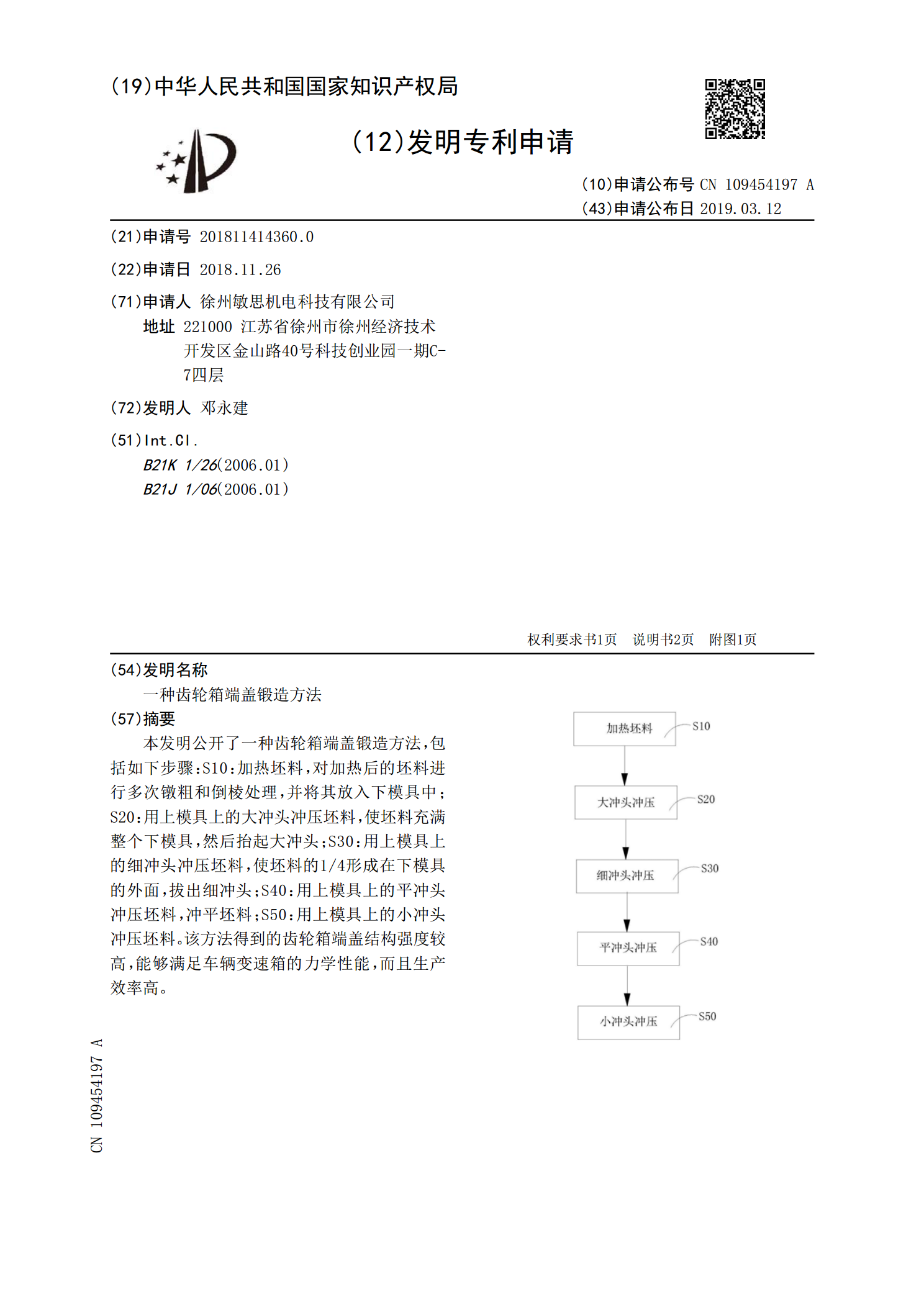
本发明公开了一种齿轮箱端盖锻造方法,包括如下步骤:S10:加热坯料,对加热后的坯料进行多次镦粗和倒棱处理,并将其放入下模具中;S20:用上模具上的大冲头冲压坯料,使坯料充满整个下模具,然后抬起大冲头;S30:用上模具上的细冲头冲压坯料,使坯料的1/4形成在下模具的外面,拔出细冲头;S40:用上模具上的平冲头冲压坯料,冲平坯料;S50:用上模具上的小冲头冲压坯料。该方法得到的齿轮箱端盖结构强度较高,能够满足车辆变速箱的力学性能,而且生产效率高。

一种减速器齿轮箱齿轮盖及其制备方法.pdf
本发明涉及一种减速器齿轮箱,具体涉及一种减速器齿轮箱齿轮盖及其制备方法,属于合金材料技术领域。所述减速器齿轮箱齿轮盖的组成元素及质量百分比为:Al:8.80%‑10.00%、Zn:0.42%‑0.85%、Mn:0.15%‑0.45%、B:0.05%‑0.10%、Y:0.20%‑1.20%、Ce:0.30%‑0.60%、Nd:0.10%‑0.80%、La:0.05%‑0.60%、Si≤0.04%、Fe≤0.003%、Ni≤0.0015%、Cu≤0.002%,余量为Mg。并具体公开了该减速器齿轮箱齿轮盖的制备

一种同步齿轮箱盖垫片胶料及其制备方法.pdf
本发明公开了一种同步齿轮箱盖垫片胶料,由下列重量份原料制成:丙烯酸酯橡胶50-55、氢化丁腈橡胶30-40、丁腈胶N24014-16、氯磺化聚乙烯橡胶12-14、鲸蜡1-2、二茂铁1-2、过硫酸铵1-2、炭黑N11010-20、沉淀法白炭黑10-20、氧化镁2-4、二硫化钼1-2、硬脂酸钡2-4、改性膨润土5-7、改性铁尾矿渣粉10-13、改性树木灰9-11、硬脂酸0.4-0.6、氧化锌4-6、抗氧剂10101-2、防老剂40201-2、甲基三甲氧基硅烷1-3、硬脂酸丁酯0.5-1、环氧亚麻子油19-21