
一种防滑阀用铝端盖的锻造加工方法.pdf

茂学****23

1/8

2/8

3/8

4/8
5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种防滑阀用铝端盖的锻造加工方法.pdf
本发明公开了一种防滑阀用铝端盖的锻造加工方法,具体包括如下步骤:下料→加热处理→制坯→成型→切边→热处理→抛丸→发出,本发明从坯料加热处理、锻造工艺及后处理出发,全面系统的优化防滑阀用铝端盖精密锻造模具和工艺技术,采用高精度的加热炉和温度控制仪表来控制加热温度,并严格控制生产节拍,来保证锻造温度的不丢失,不仅满足工艺要求,而且显著提高防滑阀用铝端盖的质量,提升生产效率,降低生产成本。
一种齿轮箱端盖锻造方法.pdf
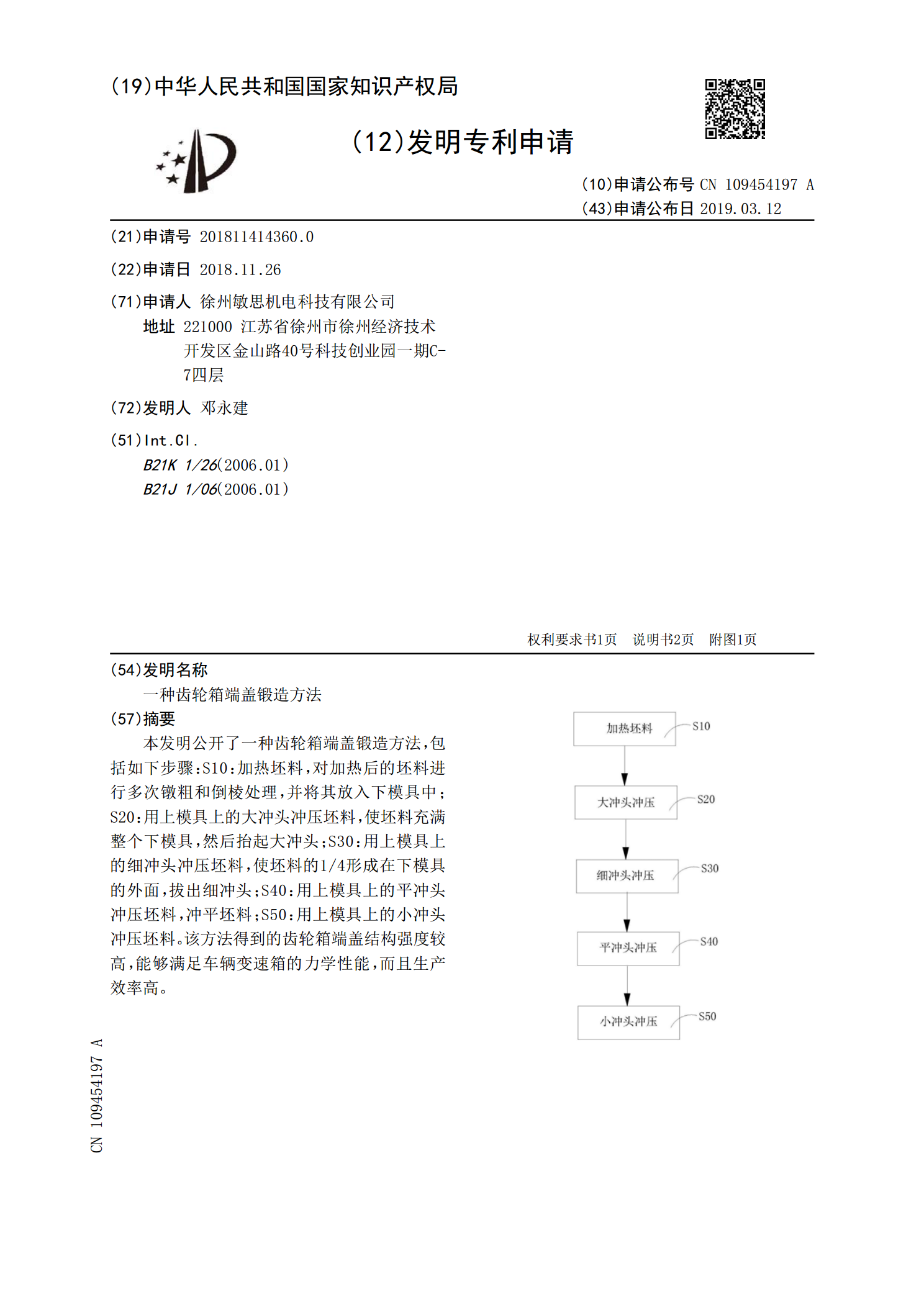
本发明公开了一种齿轮箱端盖锻造方法,包括如下步骤:S10:加热坯料,对加热后的坯料进行多次镦粗和倒棱处理,并将其放入下模具中;S20:用上模具上的大冲头冲压坯料,使坯料充满整个下模具,然后抬起大冲头;S30:用上模具上的细冲头冲压坯料,使坯料的1/4形成在下模具的外面,拔出细冲头;S40:用上模具上的平冲头冲压坯料,冲平坯料;S50:用上模具上的小冲头冲压坯料。该方法得到的齿轮箱端盖结构强度较高,能够满足车辆变速箱的力学性能,而且生产效率高。
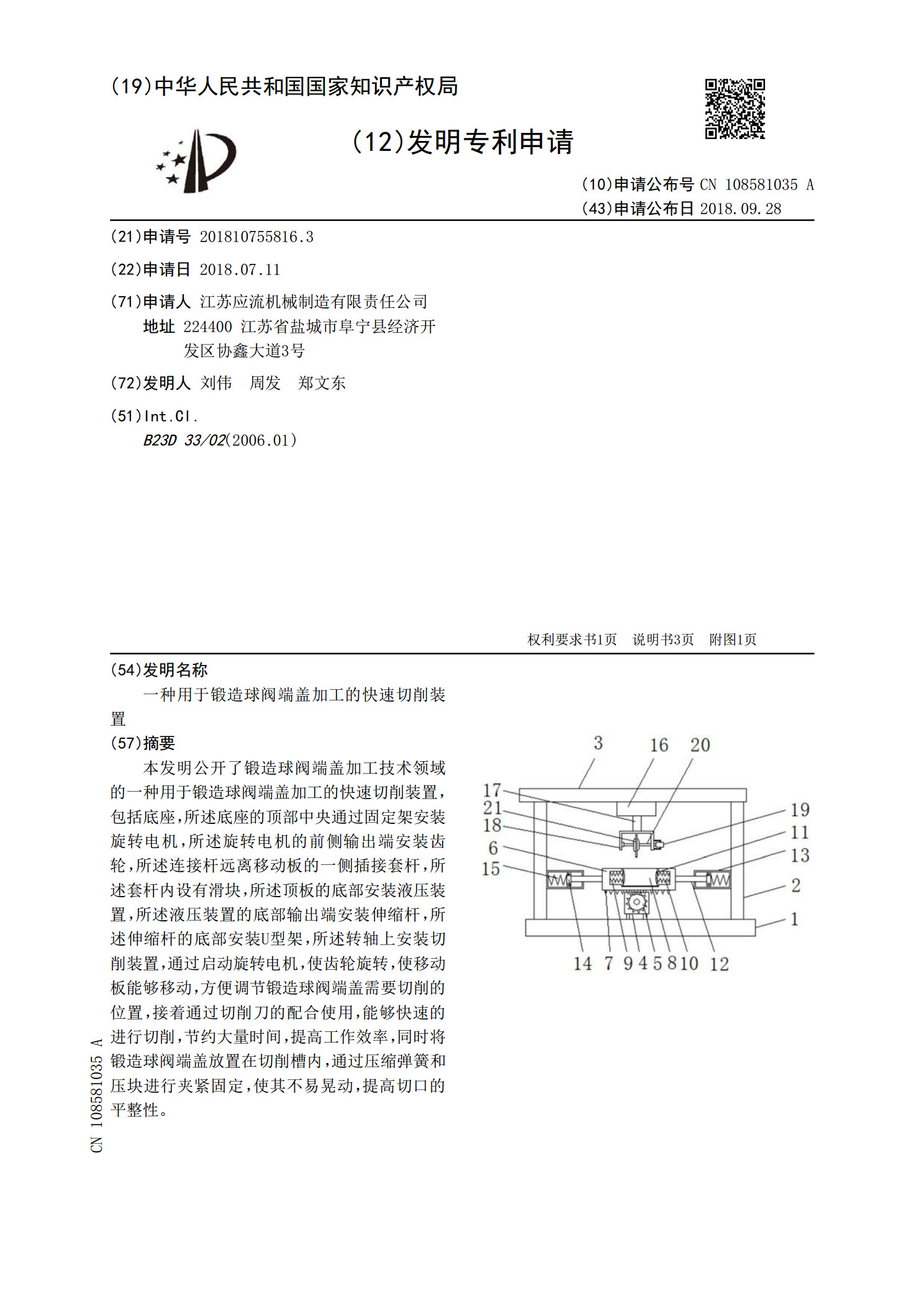
一种用于锻造球阀端盖加工的快速切削装置.pdf
本发明公开了锻造球阀端盖加工技术领域的一种用于锻造球阀端盖加工的快速切削装置,包括底座,所述底座的顶部中央通过固定架安装旋转电机,所述旋转电机的前侧输出端安装齿轮,所述连接杆远离移动板的一侧插接套杆,所述套杆内设有滑块,所述顶板的底部安装液压装置,所述液压装置的底部输出端安装伸缩杆,所述伸缩杆的底部安装U型架,所述转轴上安装切削装置,通过启动旋转电机,使齿轮旋转,使移动板能够移动,方便调节锻造球阀端盖需要切削的位置,接着通过切削刀的配合使用,能够快速的进行切削,节约大量时间,提高工作效率,同时将锻造球阀端

一种电动机用铝端环的加工方法.pdf
本发明涉及一种电动机用铝端环的加工方法;其特征在于:步骤1、锯切原料;将原料锯切成若干留有加工余量的锭件;步骤2、加热处理;步骤2具体包括:锻造前预热;锻造前第一次加热;锻造前第二次加热;步骤3、锻造处理;锻造过程包括三个火次:第一火次;第二火次;第三火次;步骤4、固溶处理;步骤4具体包括:第一次升温;第二次升温;淬冷;步骤5、时效处理;步骤5具体包括:第一次升温;第二次升温;冷却;步骤6、机械加工处理;步骤6具体包括:第一次车加工;第二次车加工;第三次车加工;铣削加工;得到成品;解决了现有方案造成的直接
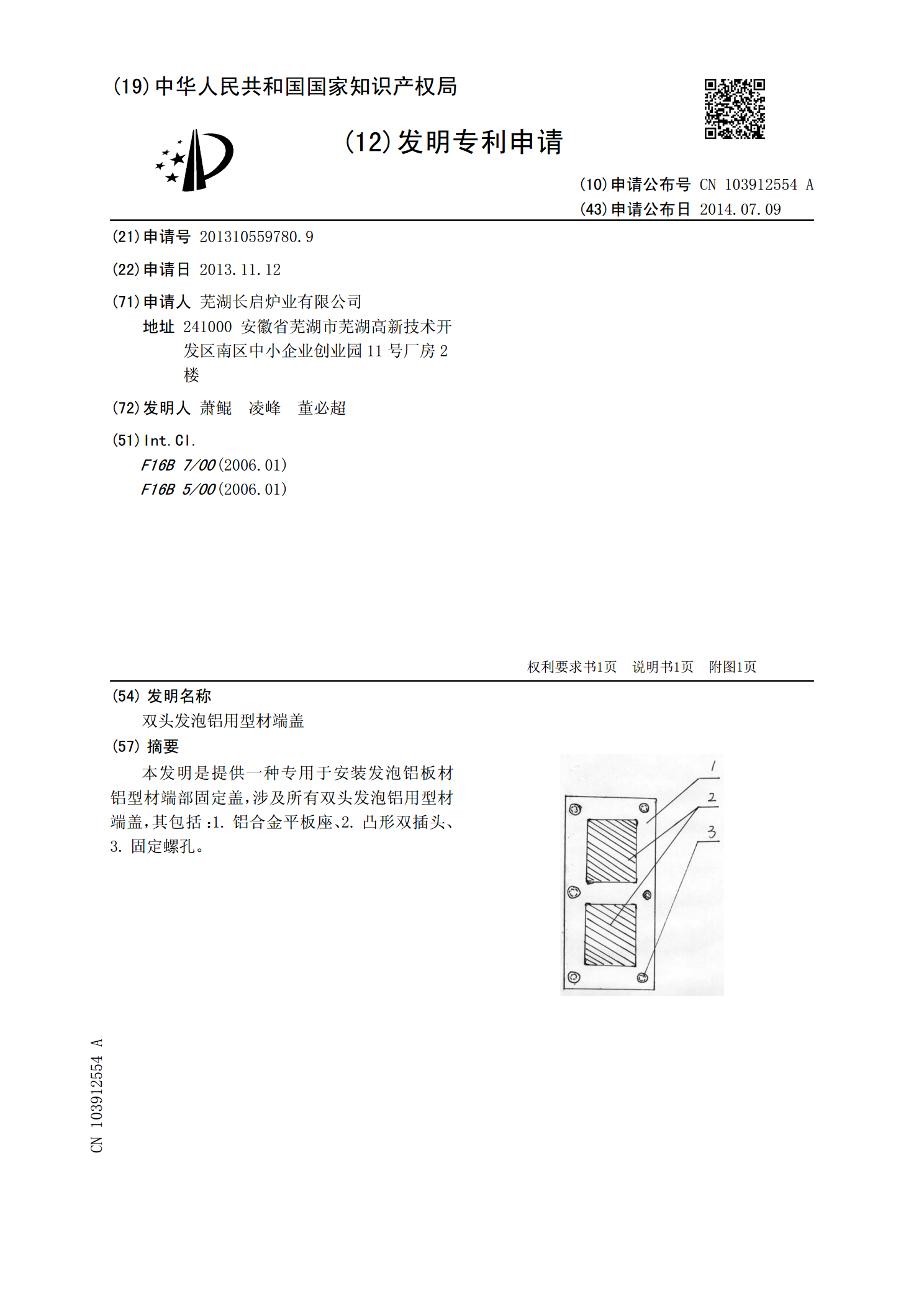
双头发泡铝用型材端盖.pdf
本发明是提供一种专用于安装发泡铝板材铝型材端部固定盖,涉及所有双头发泡铝用型材端盖,其包括:1.铝合金平板座、2.凸形双插头、3.固定螺孔。