
一种三联齿轮的锻造成型方法及其三联齿轮和应用.pdf

书生****写意


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种三联齿轮的锻造成型方法及其三联齿轮和应用.pdf
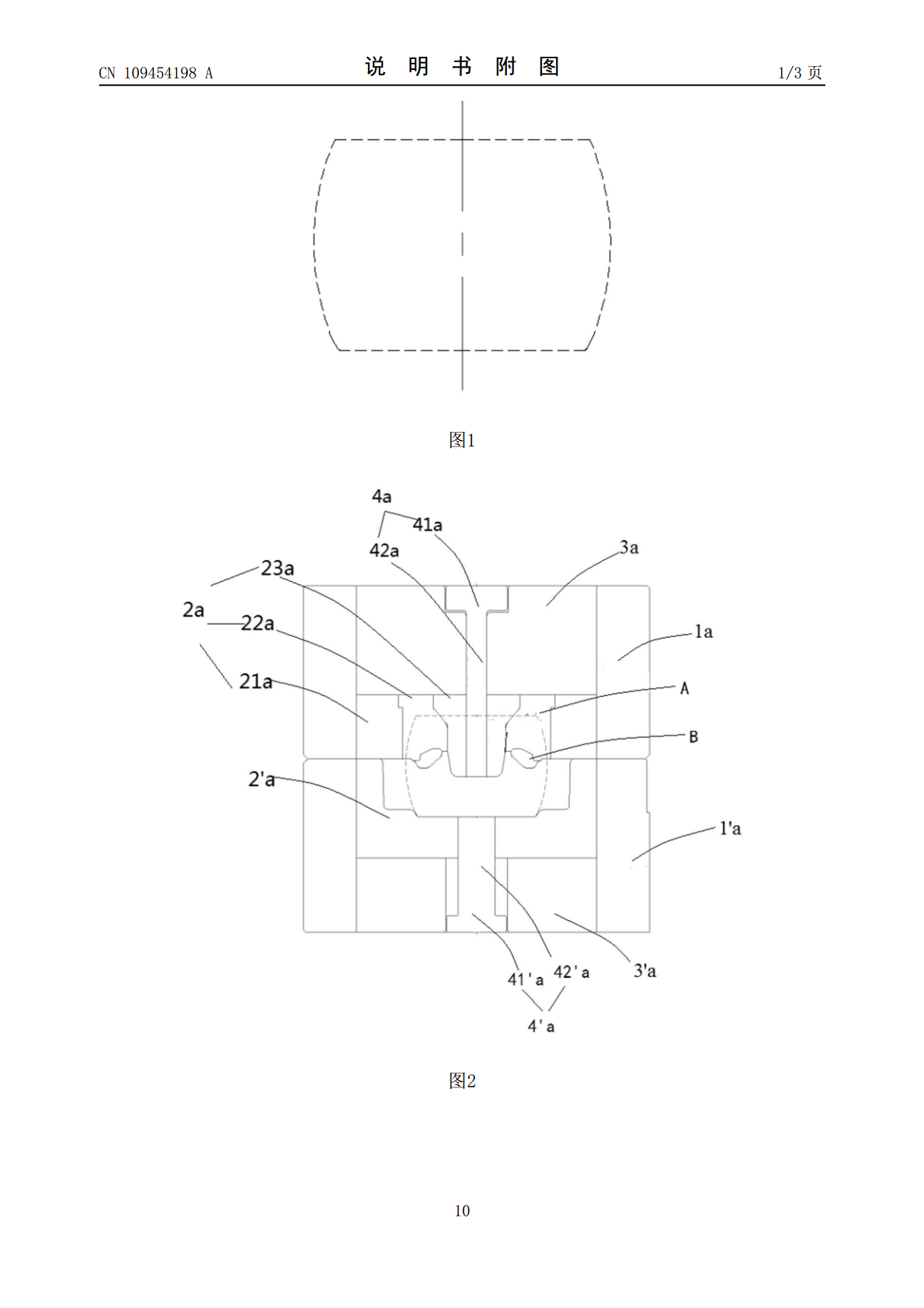
本发明提供的三联齿轮的锻造成型方法,通过对预处理工序、锻造工序的工艺的调整及锻造模具的优化,减少了锻造工序中的多次除氧化皮的工序,能有效提高三联齿轮的齿面粗糙度的合格率;同时在锻造工序中将顶部锥齿和底面端齿同时锻造成型,保证了三联齿轮的结构的稳定性提高材料利用率,节约了机加铣端齿的时间和刀具成本,提高了端齿的抗疲劳强度;本三联齿轮的锻造成型方法使整个产品表面均匀一致,增加了质量稳定性,优化了工艺步骤,有效缩短了生产时间,提高了生产效率,具有巨大的经济效益。本发明的锻造成型方法制造的三联齿轮,质量稳定性高,

一种三联齿轮锻造成型工艺.pdf
本发明公开了一种三联齿轮锻造成型工艺,其技术要点是:包括以下步骤:S1、锻造和楔横热轧:取用圆棒材锻造为中空棒材,待加工的中空棒材材质为20CrMnTi,将棒材毛坯加热到轧制温度后,放入轧机的待料区,采用楔横轧加工出阶梯轴;S2、等温正火:将初轧的阶梯轴置入热处理箱内,采用等温正火工艺进行等温正火;S3、车削加工:利用数控机床加工内孔、端面和键槽;S4、插齿:采用插齿机分别在阶梯轴的三个阶梯上进行插齿操作;S5、热处理:先进行调质处理,调质处理包括淬火和高温回火,之后进行渗碳热处理;S6、磨削加工:本三联

一种双驱桥三联齿轮锻造防氧化方法.pdf
本发明提出的是一种双驱桥三联齿轮锻造防氧化方法。经过上料、中频炉加热、模具预热、模具喷涂润滑剂、上料到制坯模腔并制坯成型、取料到预锻模腔并锻造、取料并润滑模具、堆放、浸水、铸钢丸喷丸去氧化皮、中频保护气氛加热、上料到精锻整形模腔并锻造和等温正火步骤完成。采用本发明方法能够实现对三联齿轮锻造过程中防止锻件氧化。具有工艺合理,便于实现,防氧化效果好的优点。适宜作为金属部件锻造防氧化的方法应用。

一种精密锻造双驱动桥三联齿轮工艺.pdf
本发明公开了一种精密锻造双驱动桥三联齿轮工艺包括:(1)坯料中频感应加热到1000℃~1100℃;(2)自动化机械刀具去除双面表面氧化层;(3)镦粗使料块达到在模腔正确定位;(4)预锻,保证坯料在成型模腔;(5)粗锻成形;(6)清理齿面并喷涂阻氧化润滑膜;(7)精锻成形,使直锥齿轮齿面达到规定要求;(8)以直锥齿轮齿形定位加工圆柱齿轮和端面联轴器结合齿,实现了精密锻造双驱动桥三联齿轮工艺设计合理,加工效率较高,加工成本较低的技术效果。
精密锻造双驱动桥三联齿轮工艺.pdf
一种精密锻造双驱动桥三联齿轮工艺,(1)坯料中频感应加热到1050℃~1150℃;(2)机械压力机压扁去除表面氧化层;(3)旋转90°压扁,去除残留表面氧化层;(4)镦粗使料块达到在模腔正确定位;(5)预锻,保证坯料在成型模腔;(6)粗锻成形;(7)清理齿面并喷涂阻氧化润滑膜;(8)精锻成形,使直锥齿轮齿面达到规定要求;(9)以直锥齿轮齿形定位加工圆柱齿轮和端面联轴器结合齿。本发明生产效率高,锻件组织结构紧密,成形质量好,成形稳定,废品率低,强度高,精度高,成本低,节材,节能,使用寿命长。可广泛应用于轮式