
一种硫化机自动调模机构及液压系统.pdf

霞英****娘子

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种硫化机自动调模机构及液压系统.pdf
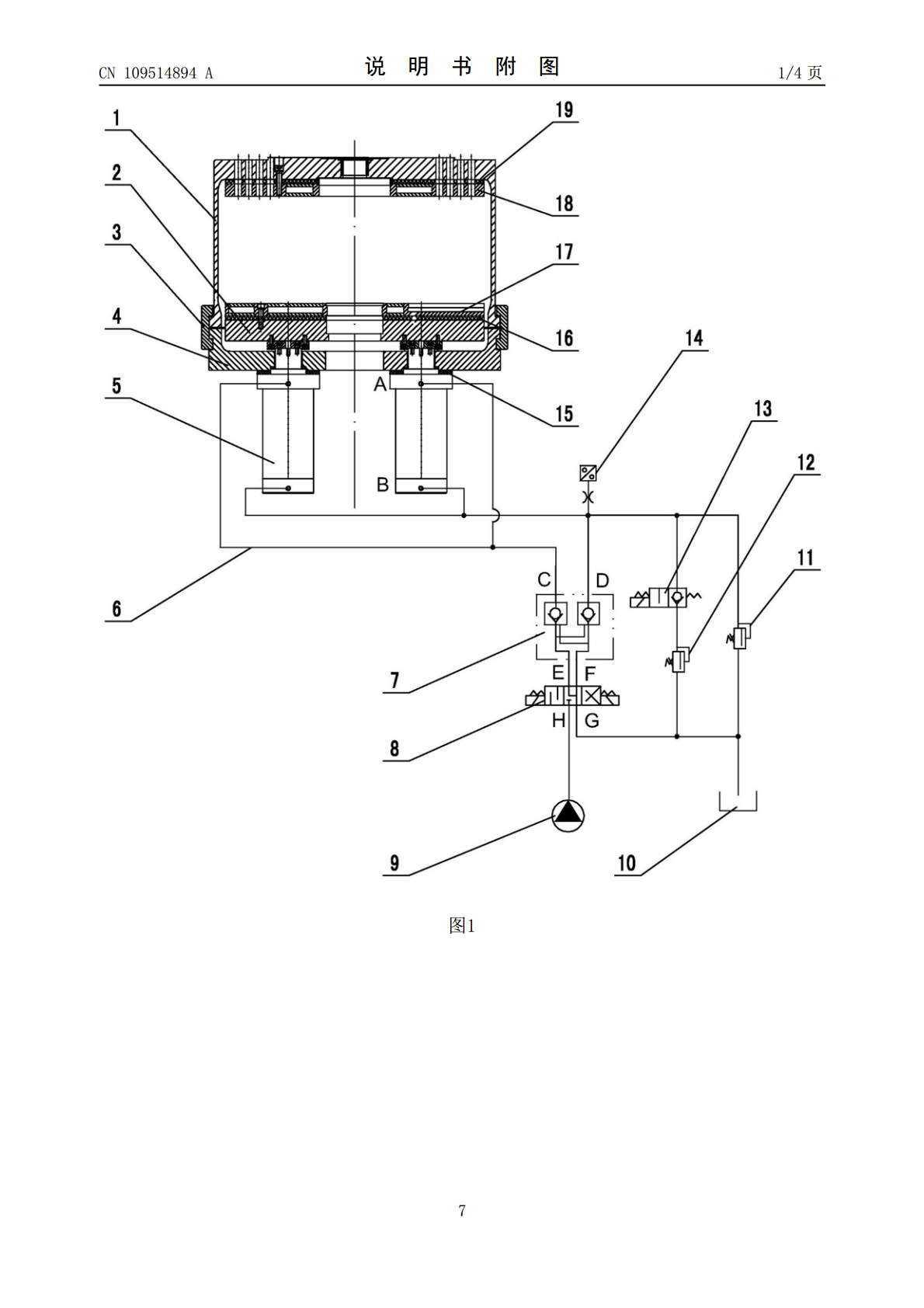
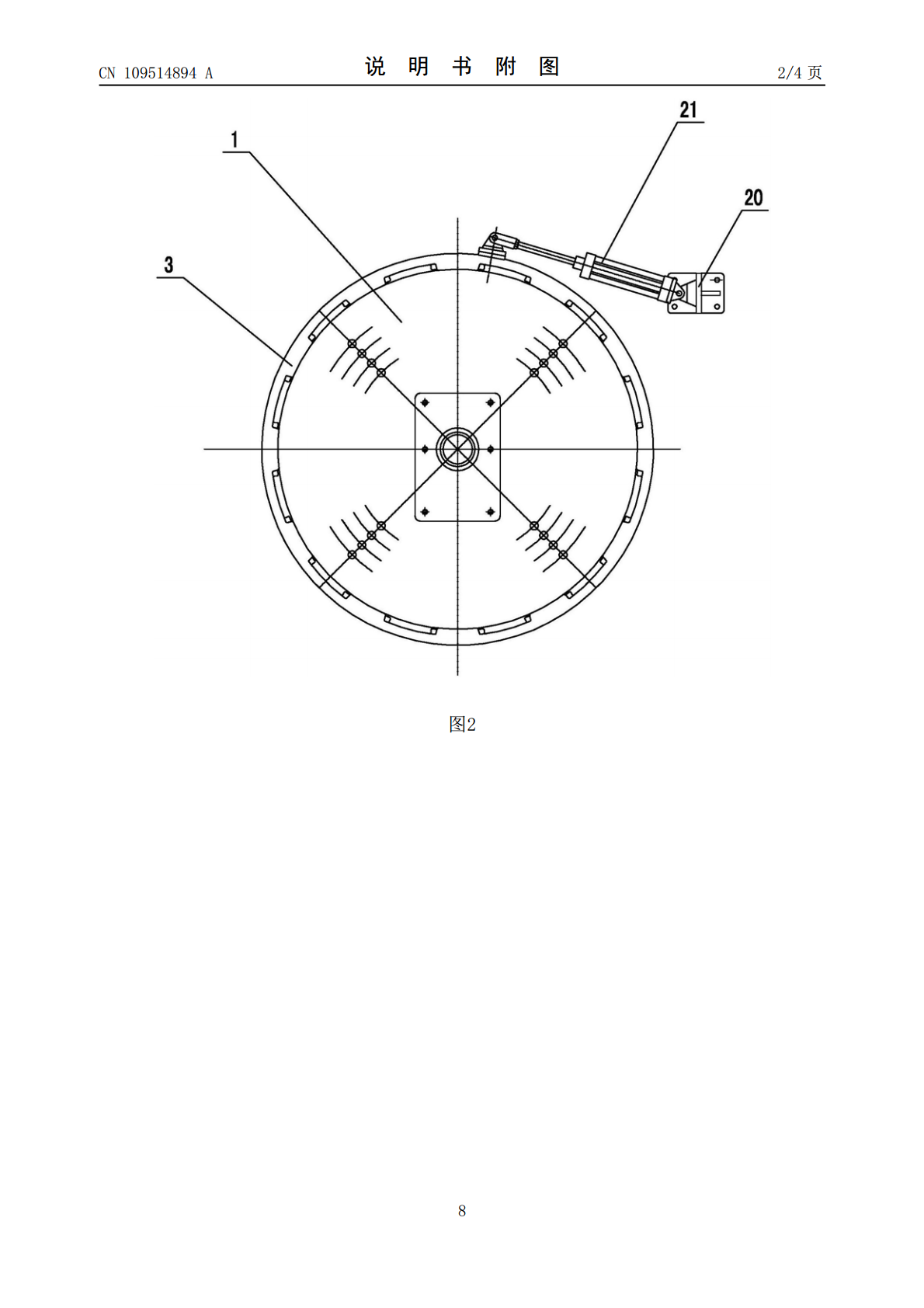
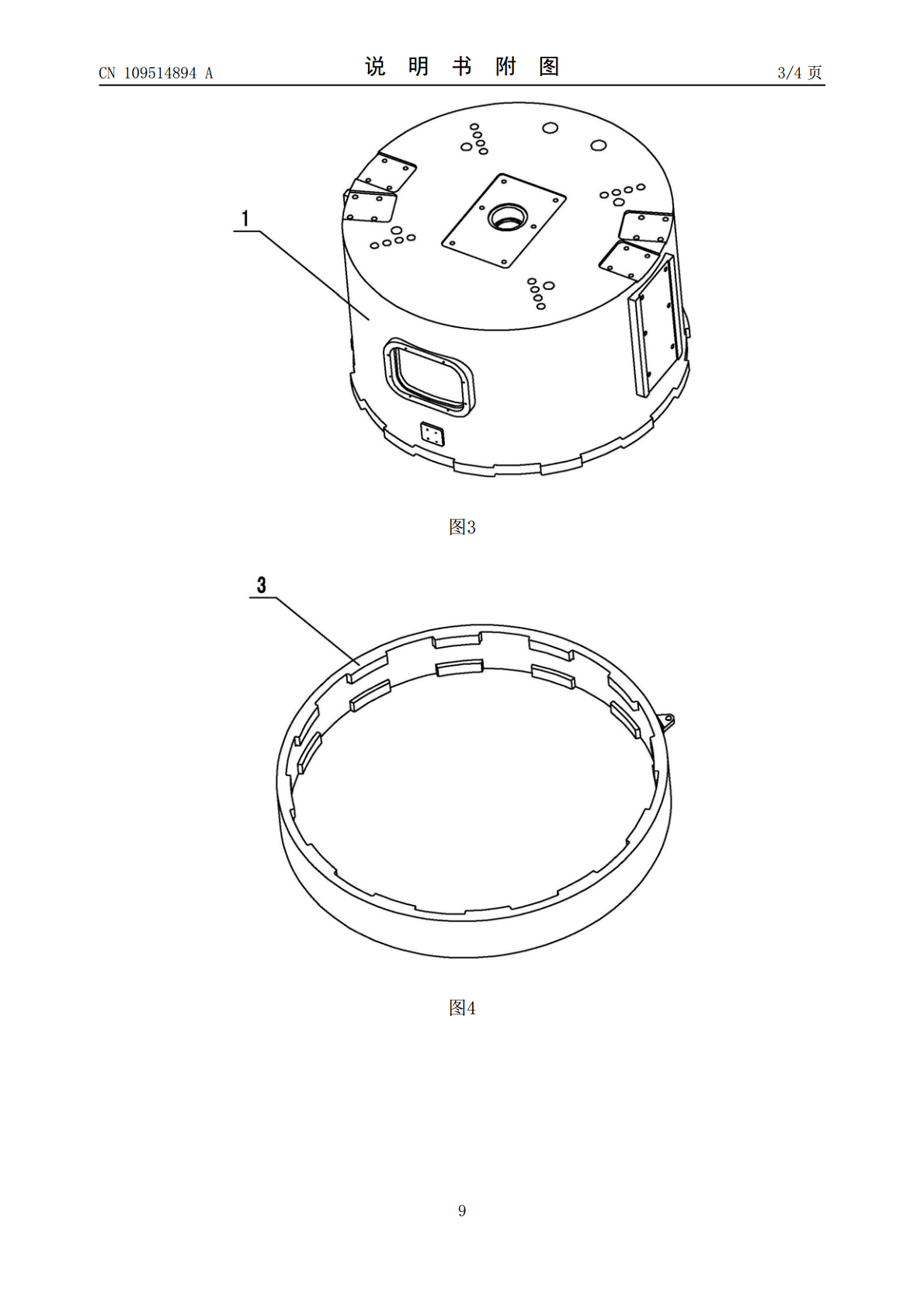
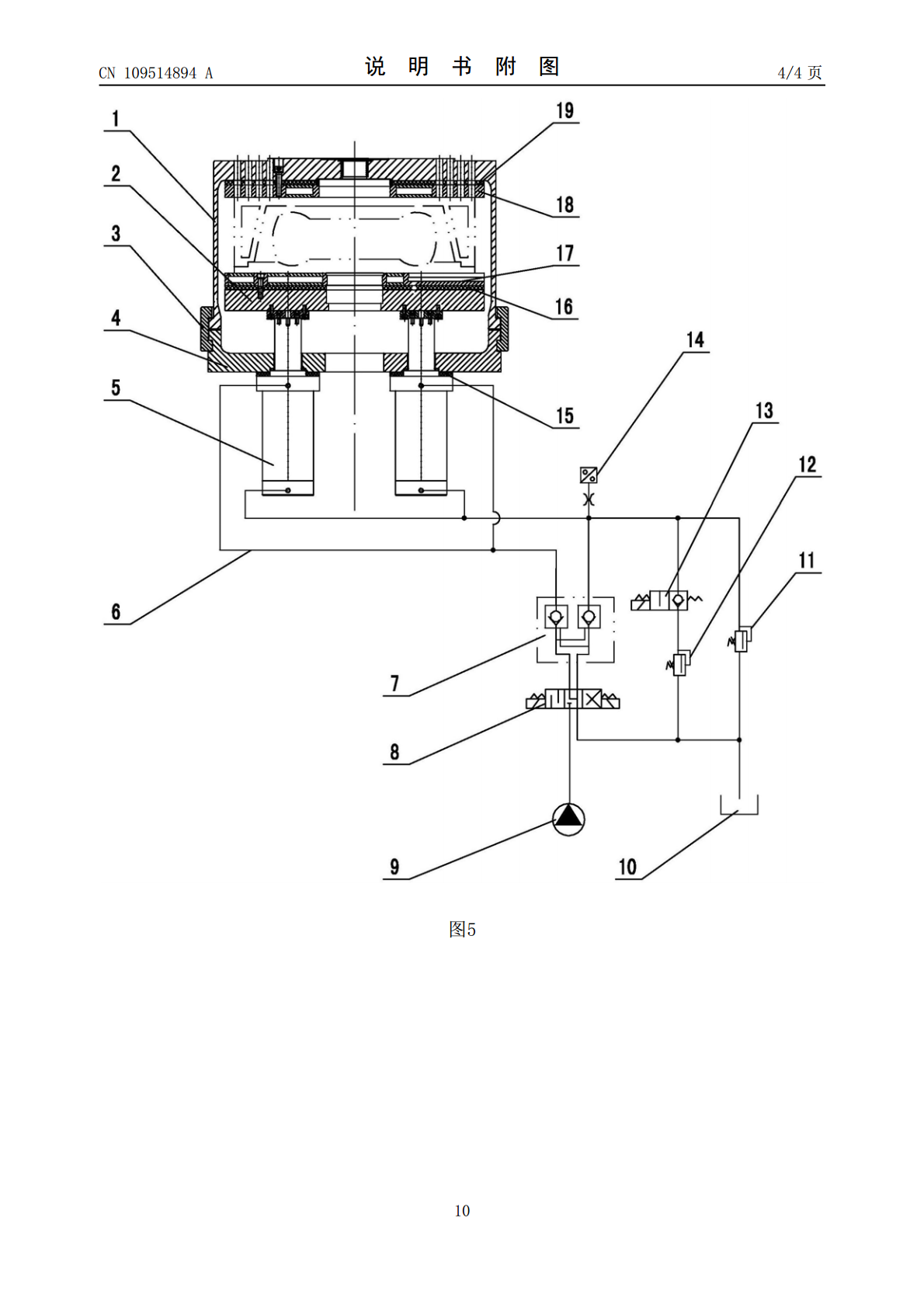
本发明涉及一种硫化机自动调模机构及液压系统。包括硫化室上座、硫化室下座、错齿环、气缸、下托板、多个调模油缸、液压系统等,通过错齿环的闭锁,使硫化室上座和硫化室下座内腔形成一个封闭的轮胎模具安装空间,当硫化机安装轮胎模具或更换新规格的模具时候,只需把轮胎模具安放到硫化室内,通过液压系统驱动调模油缸,从而带动下托板的升降,改变硫化室模具安装空间的高度,当压力传感器的反馈值达到系统压力时,停止驱动调模油缸,自动调模过程完成。本发明可以满足不同规格的轮胎模具高度自动调整,提高轮胎模具的合模精度,减少更换模具时间,
一种全自动四模液压硫化机.pdf
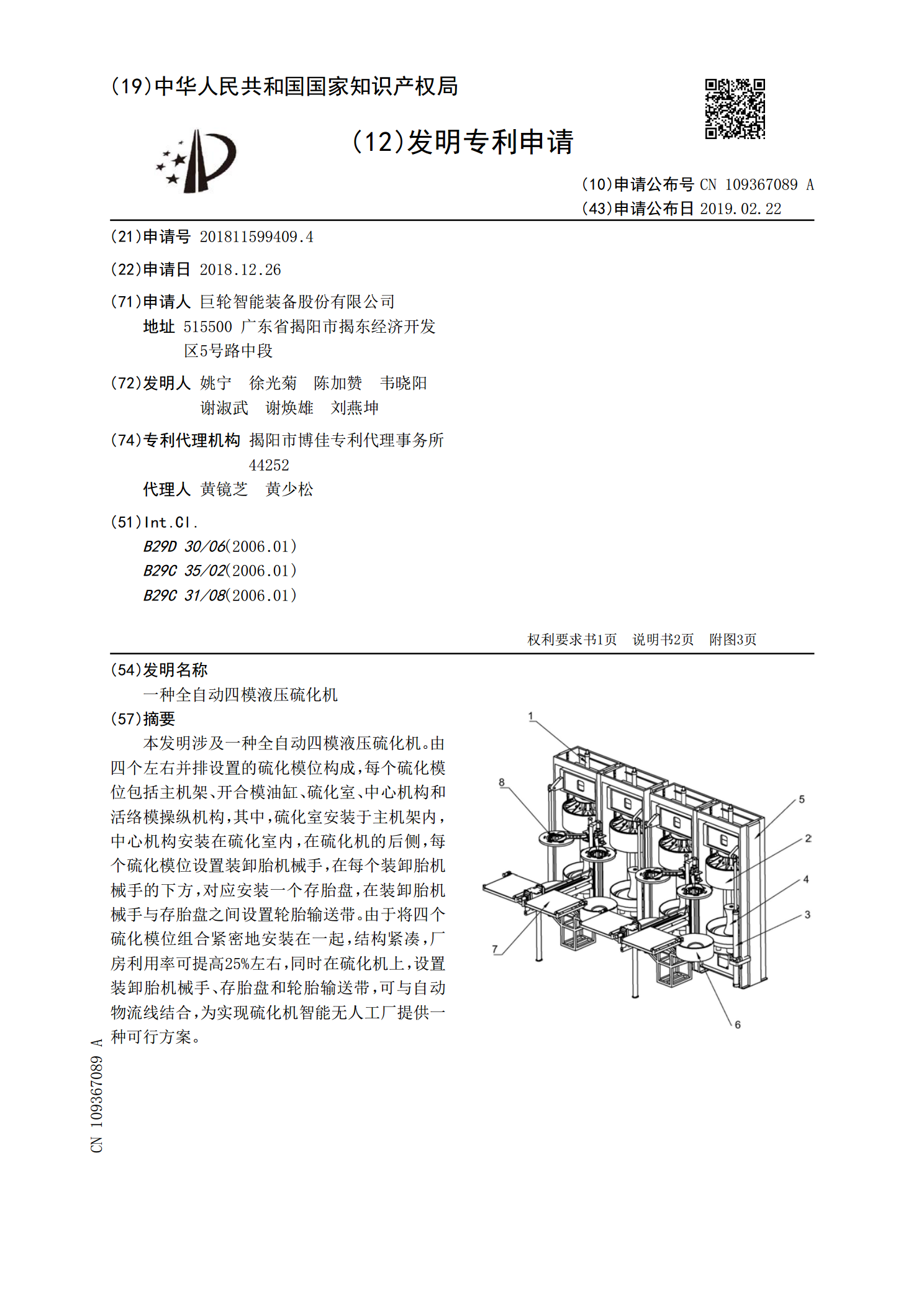
本发明涉及一种全自动四模液压硫化机。由四个左右并排设置的硫化模位构成,每个硫化模位包括主机架、开合模油缸、硫化室、中心机构和活络模操纵机构,其中,硫化室安装于主机架内,中心机构安装在硫化室内,在硫化机的后侧,每个硫化模位设置装卸胎机械手,在每个装卸胎机械手的下方,对应安装一个存胎盘,在装卸胎机械手与存胎盘之间设置轮胎输送带。由于将四个硫化模位组合紧密地安装在一起,结构紧凑,厂房利用率可提高25%左右,同时在硫化机上,设置装卸胎机械手、存胎盘和轮胎输送带,可与自动物流线结合,为实现硫化机智能无人工厂提供一种

自动调模方法及轮胎硫化机.pdf
本发明公开了一种自动调模方法,属于轮胎硫化机技术领域,在调模状态下,包括以下步骤:(a)在硫化机的控制单元内设定标准模具高度值H,该标准模具高度值H是硫化机上一个固定高度位置到标准模具的上侧板的距离;(b)更轮胎换模具;(c)测量固定高度位置到更换后的轮胎模具的上侧板的实际高度值H1,并将实际高度值H1传输给控制单元;(d)H1与H比较,控制单元驱动加力油缸带动轮胎模具移动,移动的距离ΔH=|H-H1|。本发明更换轮胎模具后能够自动完成模具高度调整,减轻了操作工人的劳动强度,节省了换模操作时间,提高了自动

自动调模装置及轮胎硫化机.pdf
本发明公开了一种自动调模装置,属于轮胎硫化机技术领域,它包括用于检测换模后模具高度的测距装置、用于改变模具高度和施加合模力的加力油缸,所述加力油缸上设有测量模具高度位移改变量的位移传感器,所述测距装置和位移传感器均连接存储控制单元,所述存储控制单元设置有标准高度模块,本发明还公开了一种使用该自动调模装置的轮胎硫化机。本发明更换轮胎模具后能够自动完成模具高度调整,减轻了操作工人的劳动强度,节省了换模操作时间,提高了自动化程度,提高了生产效率,广泛应用于轮胎模具的调整中。
一种智能双模液压轮胎硫化机及其调模方法.pdf
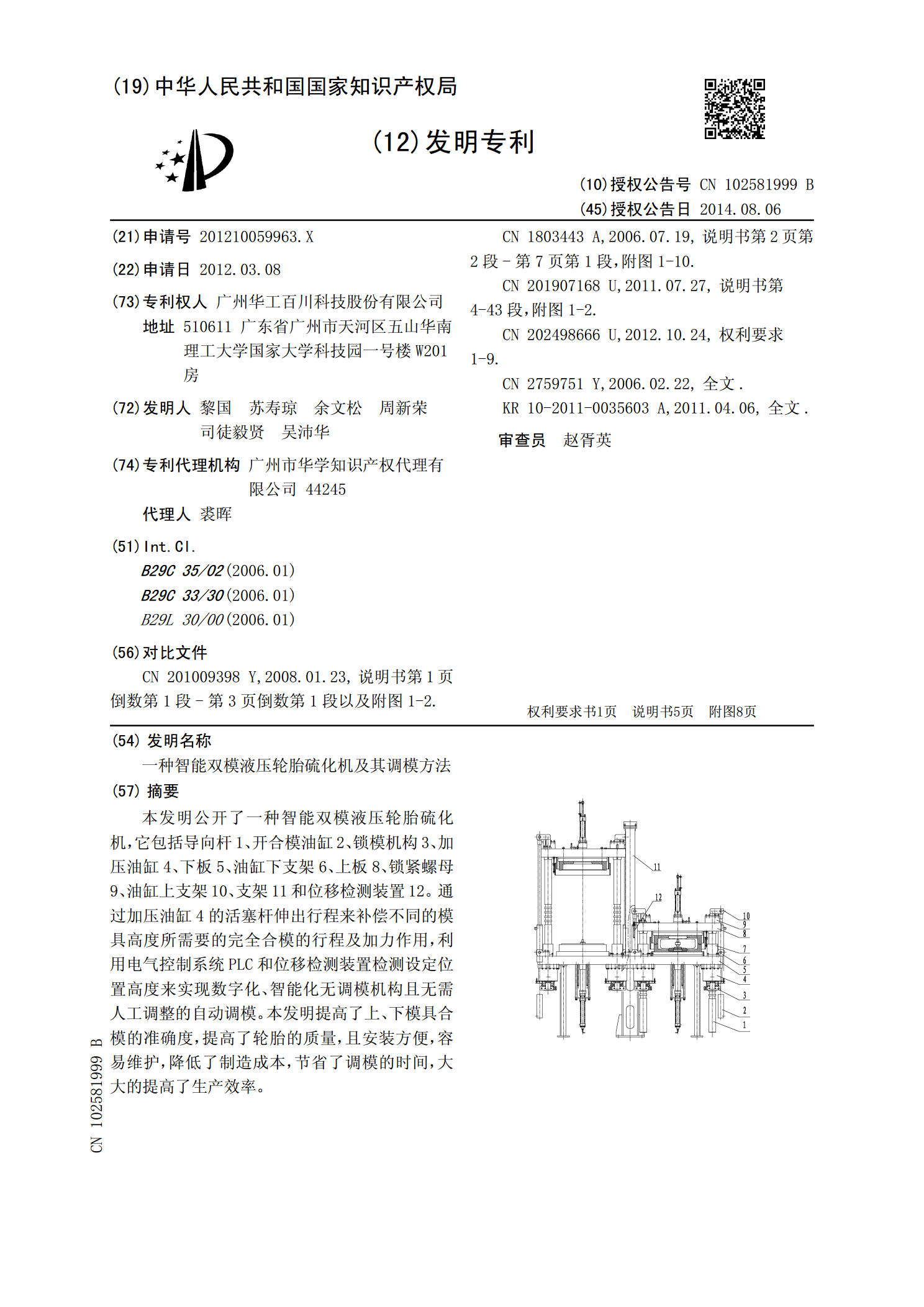
本发明公开了一种智能双模液压轮胎硫化机,它包括导向杆1、开合模油缸2、锁模机构3、加压油缸4、下板5、油缸下支架6、上板8、锁紧螺母9、油缸上支架10、支架11和位移检测装置12。通过加压油缸4的活塞杆伸出行程来补偿不同的模具高度所需要的完全合模的行程及加力作用,利用电气控制系统PLC和位移检测装置检测设定位置高度来实现数字化、智能化无调模机构且无需人工调整的自动调模。本发明提高了上、下模具合模的准确度,提高了轮胎的质量,且安装方便,容易维护,降低了制造成本,节省了调模的时间,大大的提高了生产效率。