
一种拉刀材料及其制备方法和拉刀.pdf

努力****振宇

1/10
2/10
3/10

4/10
5/10
6/10
7/10
8/10
9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种拉刀材料及其制备方法和拉刀.pdf
本发明提供了一种拉刀材料,以重量份计,包括:85~88份的W;1.7~1.75份的Al;10.2~10.3份的Co;0.44~0.46份的Cr;0.13~0.15份的Hf;0.44~0.46份的Nb;1.5~1.55份的Ta;0.04~0.06份的Cu。本发明提供的拉刀材料采用特定成分的金属元素并合理控制各元素的质量含量,尤其是采用1.7~1.75重量份的铝元素,使这种材料制备的拉刀使用寿命长、刀具刚性高、尺寸稳定性好,加工出的型面精度高、光洁度好,尤其适用于加工涡轮盘的榫槽,能够显著提高拉刀使用寿命,减
一种渐开线花键拉刀及其拉削方法.pdf
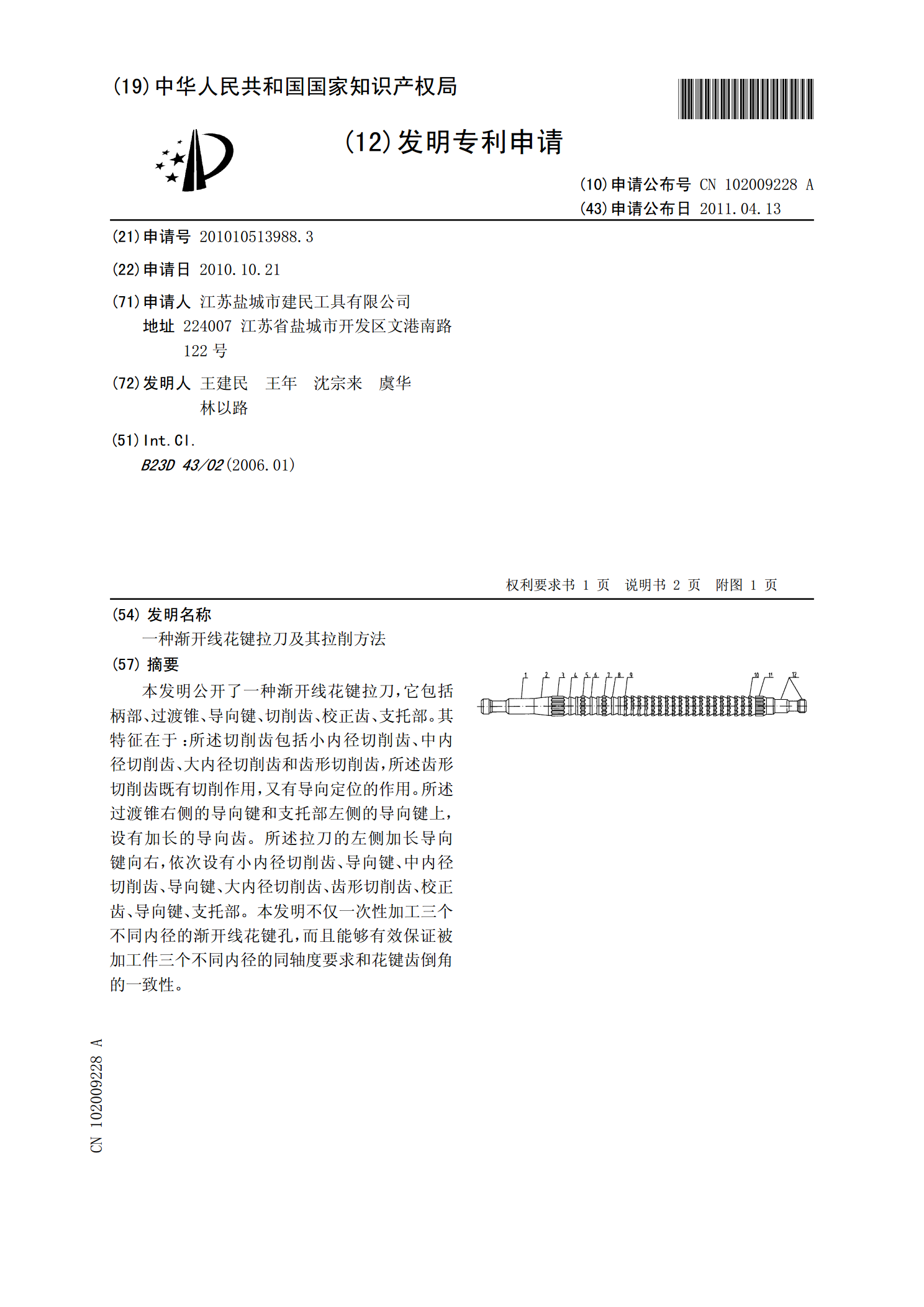
本发明公开了一种渐开线花键拉刀,它包括柄部、过渡锥、导向键、切削齿、校正齿、支托部。其特征在于:所述切削齿包括小内径切削齿、中内径切削齿、大内径切削齿和齿形切削齿,所述齿形切削齿既有切削作用,又有导向定位的作用。所述过渡锥右侧的导向键和支托部左侧的导向键上,设有加长的导向齿。所述拉刀的左侧加长导向键向右,依次设有小内径切削齿、导向键、中内径切削齿、导向键、大内径切削齿、齿形切削齿、校正齿、导向键、支托部。本发明不仅一次性加工三个不同内径的渐开线花键孔,而且能够有效保证被加工件三个不同内径的同轴度要求和花键

拉刀拉孔缺陷及消除方法..doc
拉孔缺陷及消除方法作者赵统钧2、1、1拉削表面产生鳞刺(1)现象:在工件拉出端表面上有鳞片状毛刺,严重影响表面粗糙度,有时增大到Ra25/um。(2)解决途径1)采用低于2m/min或高于5m/min得拉削速度试拉。2)采用较小得齿升量。3)适当增加前角。4)改变材料热处理状态,对低碳钢增加其硬度,中碳钢应降低其硬度等。5)使用极压切削液,尤其就是以含氮得极压切削剂效果最好。2、1、2拉削表面有深浅不一、宽窄不均得犁沟状划痕,最深可达100um、。(1)原因:拉刀切削刃上有积屑瘤,因积屑瘤得形状与高度不断

圆拉刀和花键拉刀刃磨方法的选择.docx
圆拉刀和花键拉刀刃磨方法的选择圆拉刀和花键拉刀都是常见的金属加工刀具,它们在不同的应用场景下都发挥着重要的作用。对于这两种拉刀的刃磨方法的选择,需要考虑到刃口的形状、切削效果、加工精度以及加工材料的不同特点等方面。本文将探讨圆拉刀和花键拉刀的刃磨方法选择,并分析其适用范围和优劣势。首先,我们来分析圆拉刀的刃磨方法选择。圆拉刀的主要特点是刃口呈圆弧形状,适用于加工曲面和圆形表面的切削。在刃磨圆拉刀时,可以采用手工磨削和机械磨削两种方法。手工磨削是传统的刃磨方法,具有简单、灵活、低成本等优点。通过手工磨削,可
一种拉刀.pdf
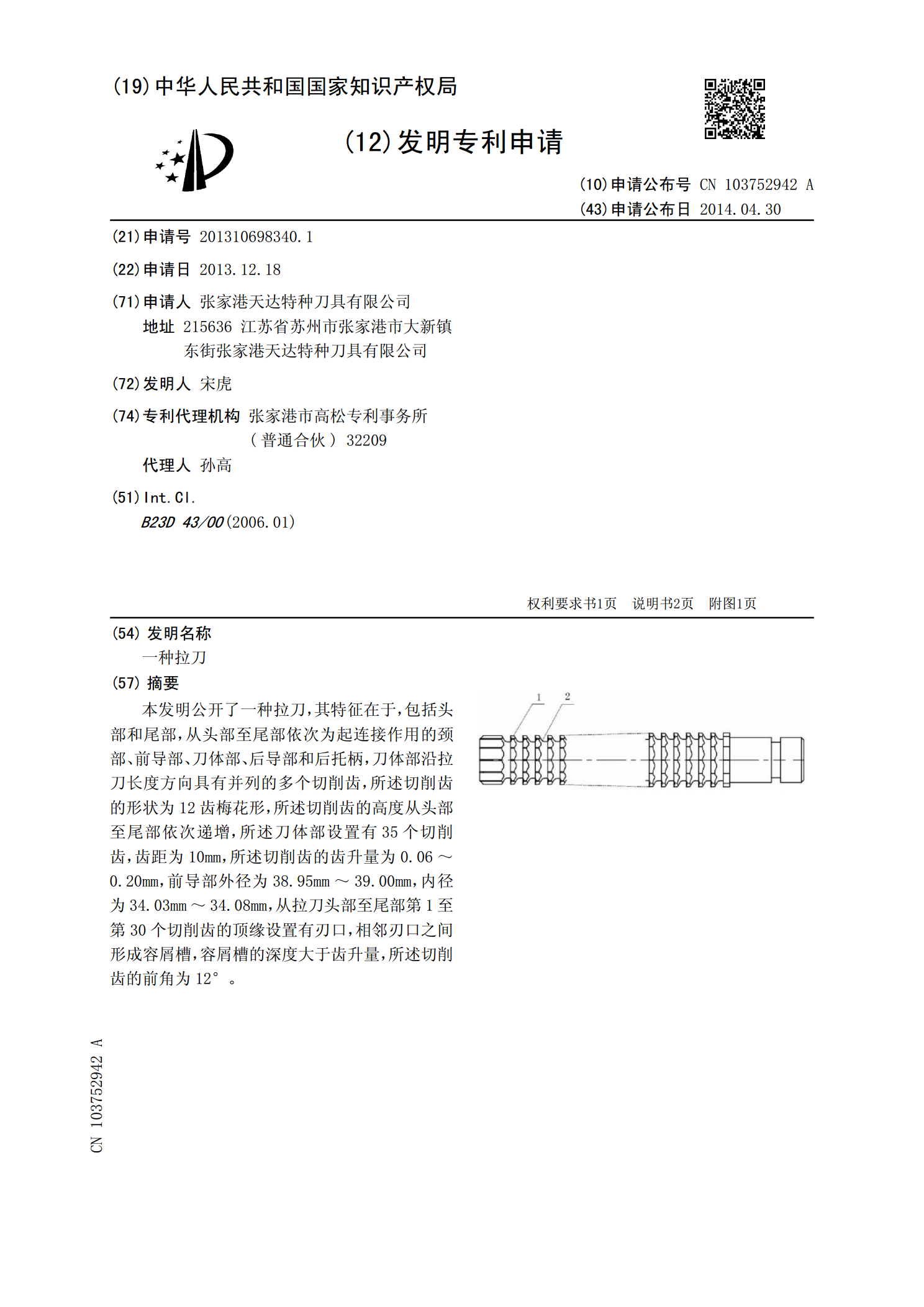
本发明公开了一种拉刀,其特征在于,包括头部和尾部,从头部至尾部依次为起连接作用的颈部、前导部、刀体部、后导部和后托柄,刀体部沿拉刀长度方向具有并列的多个切削齿,所述切削齿的形状为12齿梅花形,所述切削齿的高度从头部至尾部依次递增,所述刀体部设置有35个切削齿,齿距为10mm,所述切削齿的齿升量为0.06~0.20mm,前导部外径为38.95mm~39.00mm,内径为34.03mm~34.08mm,从拉刀头部至尾部第1至第30个切削齿的顶缘设置有刃口,相邻刃口之间形成容屑槽,容屑槽的深度大于齿升量,所述切