
一种拉刀.pdf

康佳****文库


1/5
2/5
3/5
4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种拉刀.pdf
本发明公开了一种拉刀,其特征在于,包括头部和尾部,从头部至尾部依次为起连接作用的颈部、前导部、刀体部、后导部和后托柄,刀体部沿拉刀长度方向具有并列的多个切削齿,所述切削齿的形状为12齿梅花形,所述切削齿的高度从头部至尾部依次递增,所述刀体部设置有35个切削齿,齿距为10mm,所述切削齿的齿升量为0.06~0.20mm,前导部外径为38.95mm~39.00mm,内径为34.03mm~34.08mm,从拉刀头部至尾部第1至第30个切削齿的顶缘设置有刃口,相邻刃口之间形成容屑槽,容屑槽的深度大于齿升量,所述切
一种拉刀材料及其制备方法和拉刀.pdf
本发明提供了一种拉刀材料,以重量份计,包括:85~88份的W;1.7~1.75份的Al;10.2~10.3份的Co;0.44~0.46份的Cr;0.13~0.15份的Hf;0.44~0.46份的Nb;1.5~1.55份的Ta;0.04~0.06份的Cu。本发明提供的拉刀材料采用特定成分的金属元素并合理控制各元素的质量含量,尤其是采用1.7~1.75重量份的铝元素,使这种材料制备的拉刀使用寿命长、刀具刚性高、尺寸稳定性好,加工出的型面精度高、光洁度好,尤其适用于加工涡轮盘的榫槽,能够显著提高拉刀使用寿命,减
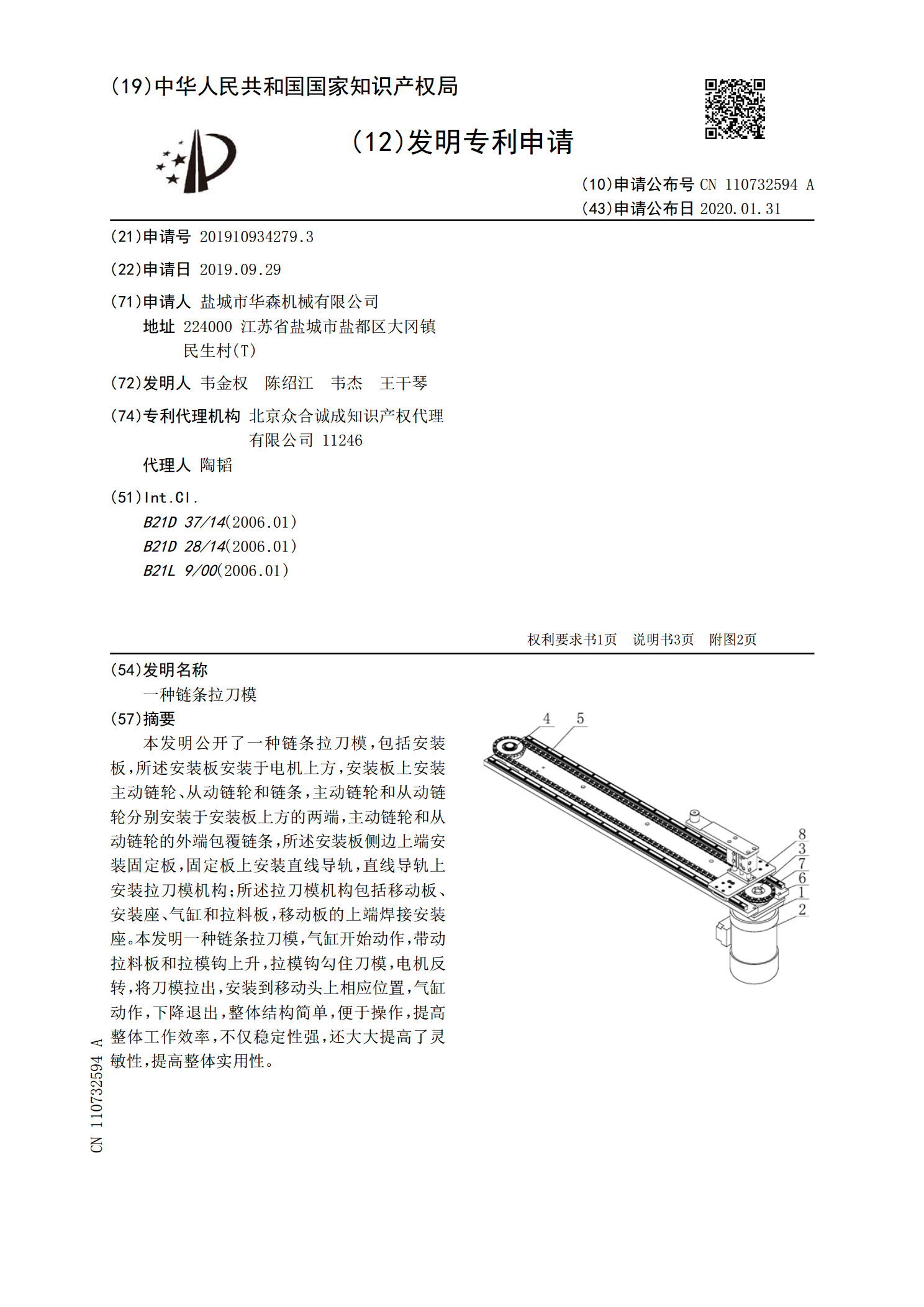
一种链条拉刀模.pdf
本发明公开了一种链条拉刀模,包括安装板,所述安装板安装于电机上方,安装板上安装主动链轮、从动链轮和链条,主动链轮和从动链轮分别安装于安装板上方的两端,主动链轮和从动链轮的外端包覆链条,所述安装板侧边上端安装固定板,固定板上安装直线导轨,直线导轨上安装拉刀模机构;所述拉刀模机构包括移动板、安装座、气缸和拉料板,移动板的上端焊接安装座。本发明一种链条拉刀模,气缸开始动作,带动拉料板和拉模钩上升,拉模钩勾住刀模,电机反转,将刀模拉出,安装到移动头上相应位置,气缸动作,下降退出,整体结构简单,便于操作,提高整体工
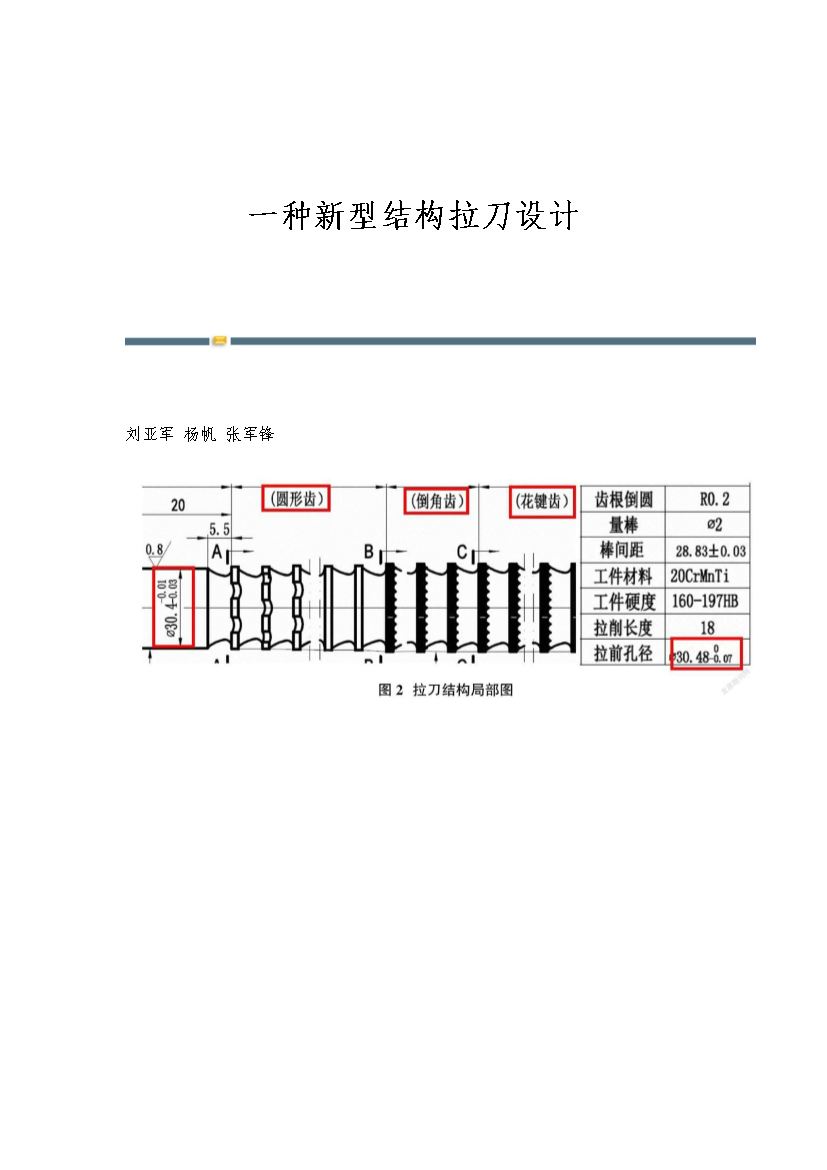
一种新型结构拉刀设计.docx
一种新型结构拉刀设计刘亚军杨帆张军锋摘要:本文介绍了一种新型结构拉刀的设计,此拉刀适用于直通内花键非薄壁零件,由于传统拉削带圆切齿,内花键小径为后续加工定位基准。因为传统拉刀拉削小径,使用传统结构的拉刀会导致零件拉削后,端面跳动以及外圆径向跳动不稳定,拉削后还需要精车加工,增加了加工成本,为此,我们设计了一种新型结构拉刀,此结构拉刀不拉削小径,因此拉刀拉削后,零件端跳径跳不变,这样就无需在拉削之后再增加两道精车工序,降低拉削成本。Abstract:Thispaperintroducesthedesigno
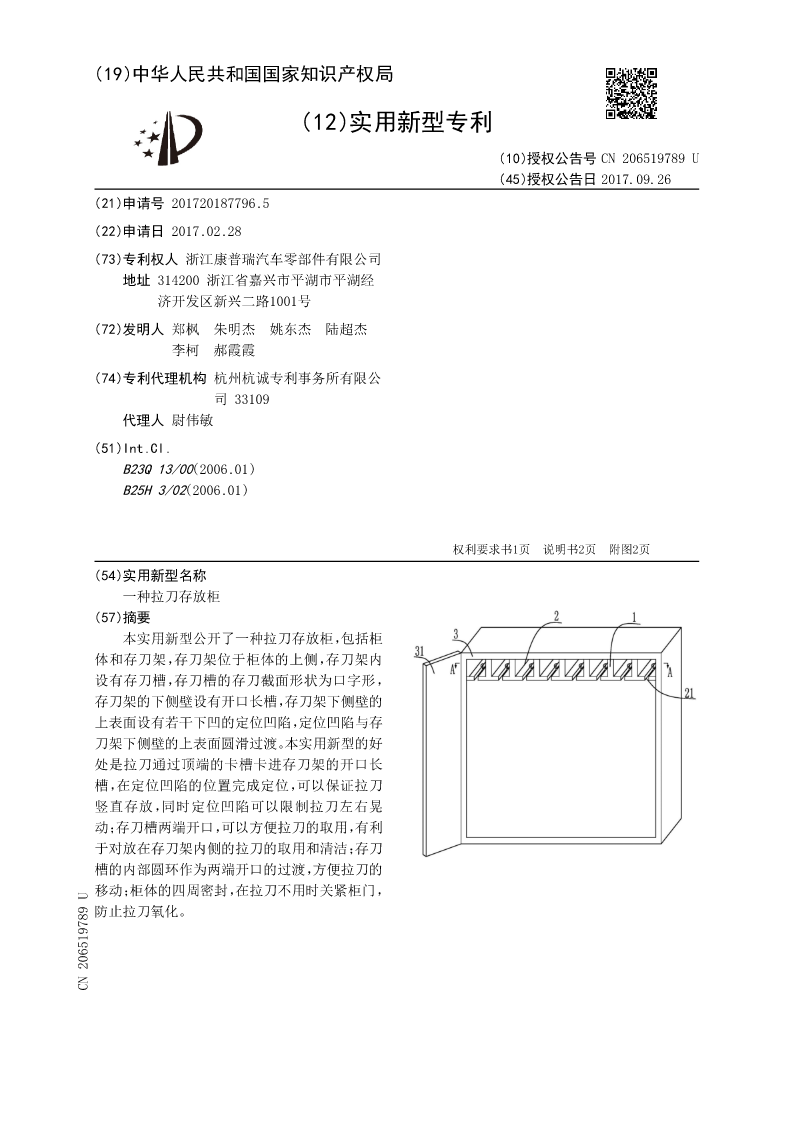
2017201877965一种拉刀存放柜.pdf
(19)中华人民共和国国家知识产权局(12)实用新型专利(10)授权公告号CN206519789U(45)授权公告日2017.09.26(21)申请号201720187796.5(22)申请日2017.02.28(73)专利权人浙江康普瑞汽车零部件有限公司地址314200浙江省嘉兴市平湖市平湖经济开发区新兴二路1001号(72)发明人郑枫朱明杰姚东杰陆超杰李柯郝霞霞(74)专利代理机构杭州杭诚专利事务所有限公司33109代理人尉伟敏(51)Int.Cl.B23Q13/00(2006.01)B25H3/02