
一种激光焊机及其焊接方法.pdf

又珊****ck


1/10
2/10

3/10

4/10
5/10
6/10
7/10

8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种激光焊机及其焊接方法.pdf
本发明公开了一种激光焊机,包括焊机小车,所述焊机小车上形成有供带钢穿过的通道,所述通道沿所述带钢的宽度方向依次安装有双切剪、第一感应加热器、一对平整轮、激光头、第二感应加热器、一对碾压轮和一对速冷滚轮,所述激光头设于所述通道的上侧,所述第一感应加热器和第二感应加热器设于所述通道的下侧,所述通道位于所述第一感应加热器和第二感应加热器之间的位置沿所述带钢的运行方向还安装有用于对所述带钢表面进行平整的两对压轮,所述两对压轮设于所述激光头的两侧且向靠近所述激光头的方向倾斜。本发明还公开了一种焊接方法。采用本发明的
一种直线火焰焊机及其焊接方法.pdf
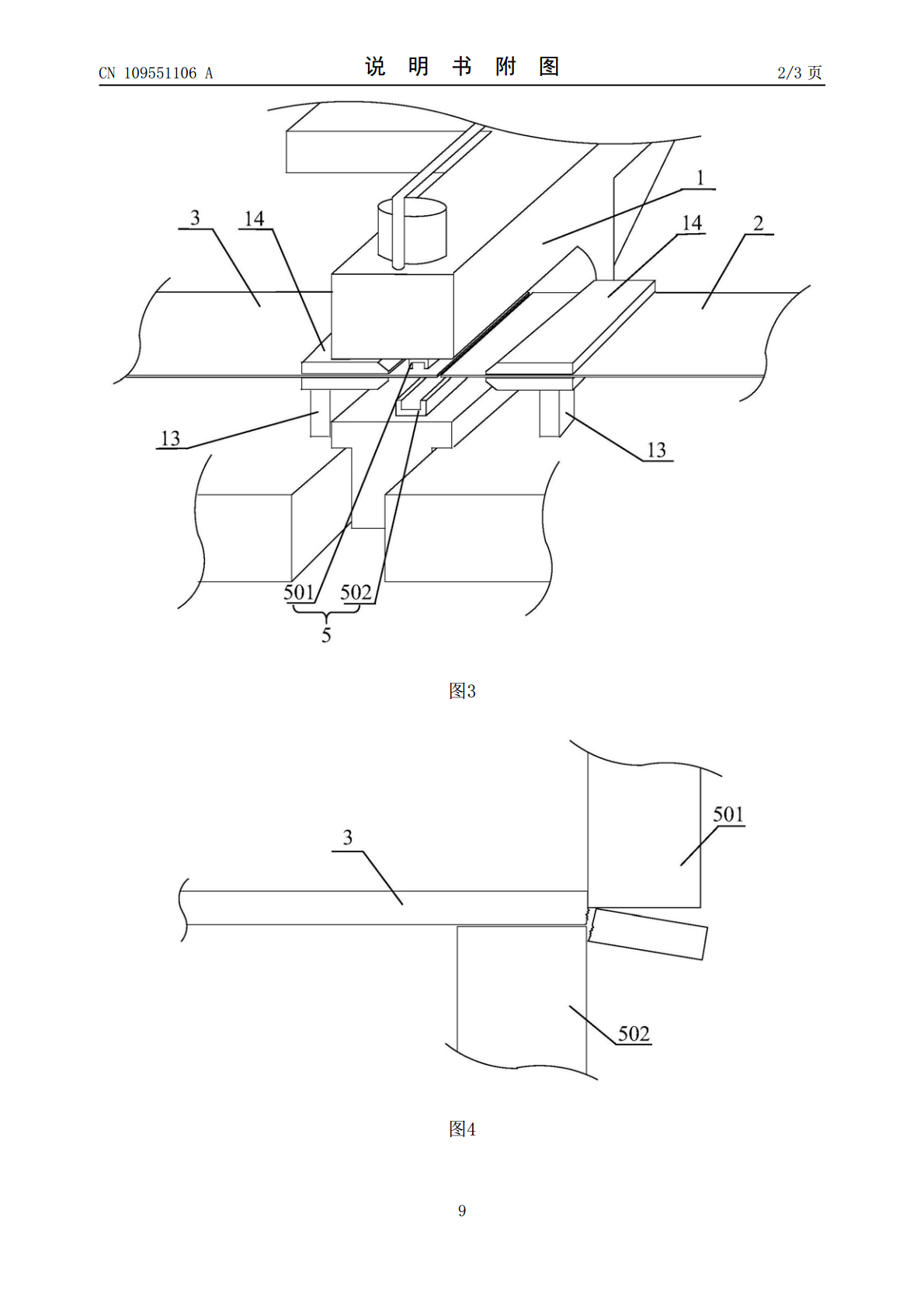
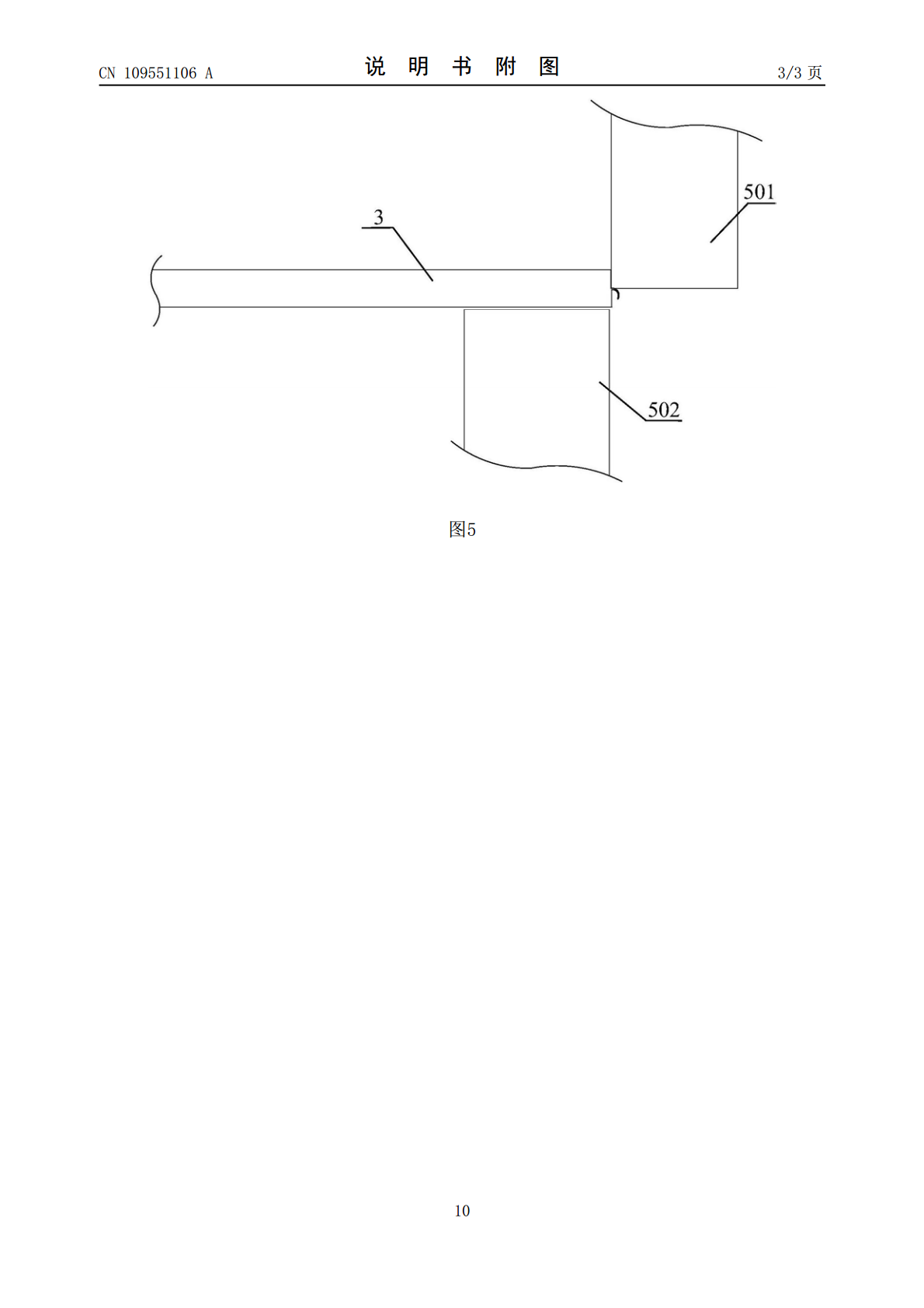
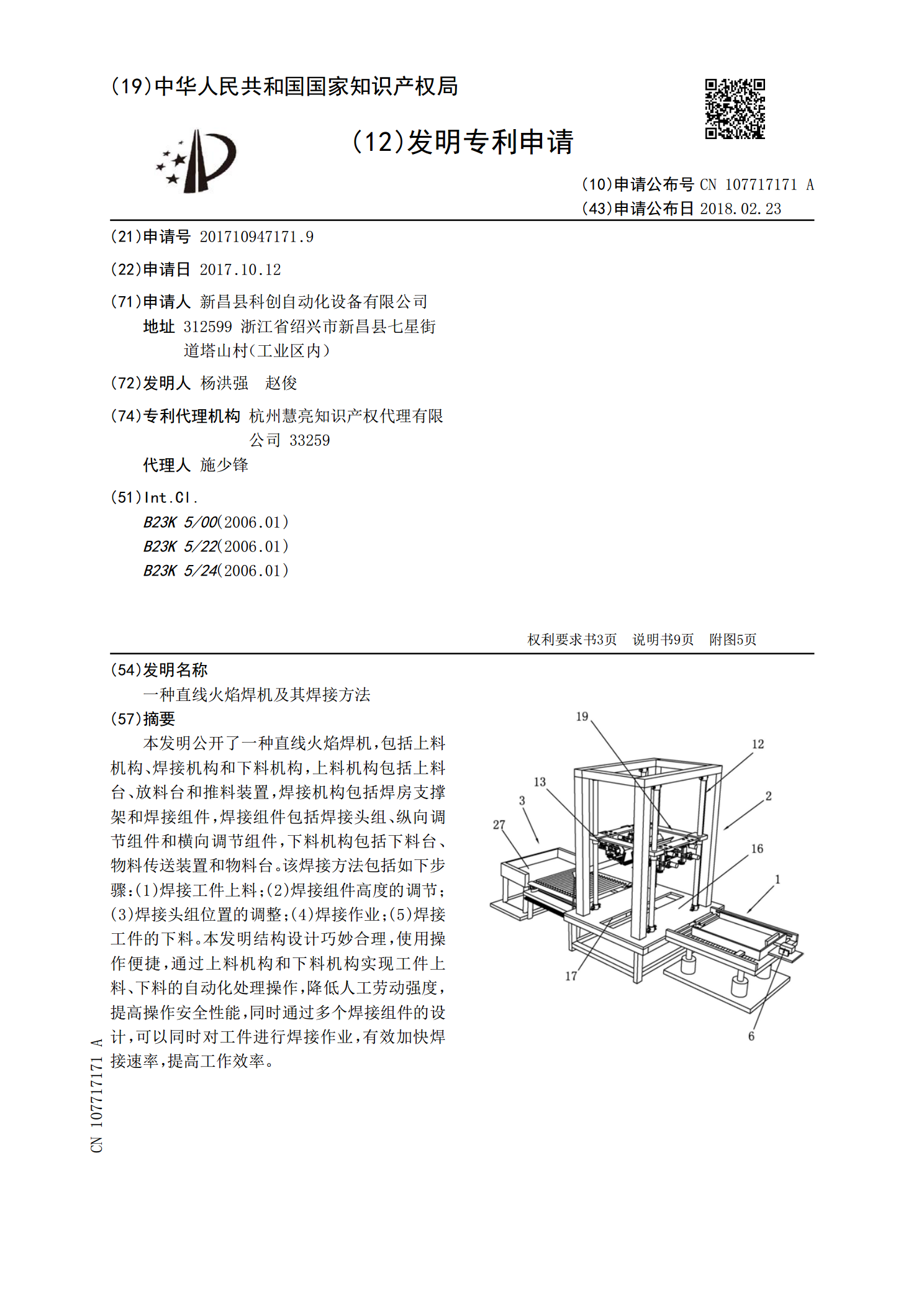
本发明公开了一种直线火焰焊机,包括上料机构、焊接机构和下料机构,上料机构包括上料台、放料台和推料装置,焊接机构包括焊房支撑架和焊接组件,焊接组件包括焊接头组、纵向调节组件和横向调节组件,下料机构包括下料台、物料传送装置和物料台。该焊接方法包括如下步骤:(1)焊接工件上料;(2)焊接组件高度的调节;(3)焊接头组位置的调整;(4)焊接作业;(5)焊接工件的下料。本发明结构设计巧妙合理,使用操作便捷,通过上料机构和下料机构实现工件上料、下料的自动化处理操作,降低人工劳动强度,提高操作安全性能,同时通过多个焊接

碰焊机及其焊接方法.pdf
本发明提供一种碰焊机及其焊接方法,碰焊机包括焊机主体、工作台、工件定位装置、推拉机构、下焊接电极、支撑架及多个焊接头,工作台固定于焊机主体的前侧面,工件定位装置设置于工作台的上,下焊接电极固定于工作台的上,推拉机构设置于工作台上且位于焊机主体与工件定位装置之间,支撑架固定安装于焊机主体的前侧面且位于工件定位装置的上方,多个焊接头可升降地安装于支撑架上,每一焊接头与焊机主体内的电焊变压器电性连接,每一焊接头底端具有上焊接电极,上焊接电极与下焊接电极的位置相对应,以供夹持焊接工件。该碰焊机能快速、便捷地完成焊
一种激光焊接机及其焊接方法.pdf
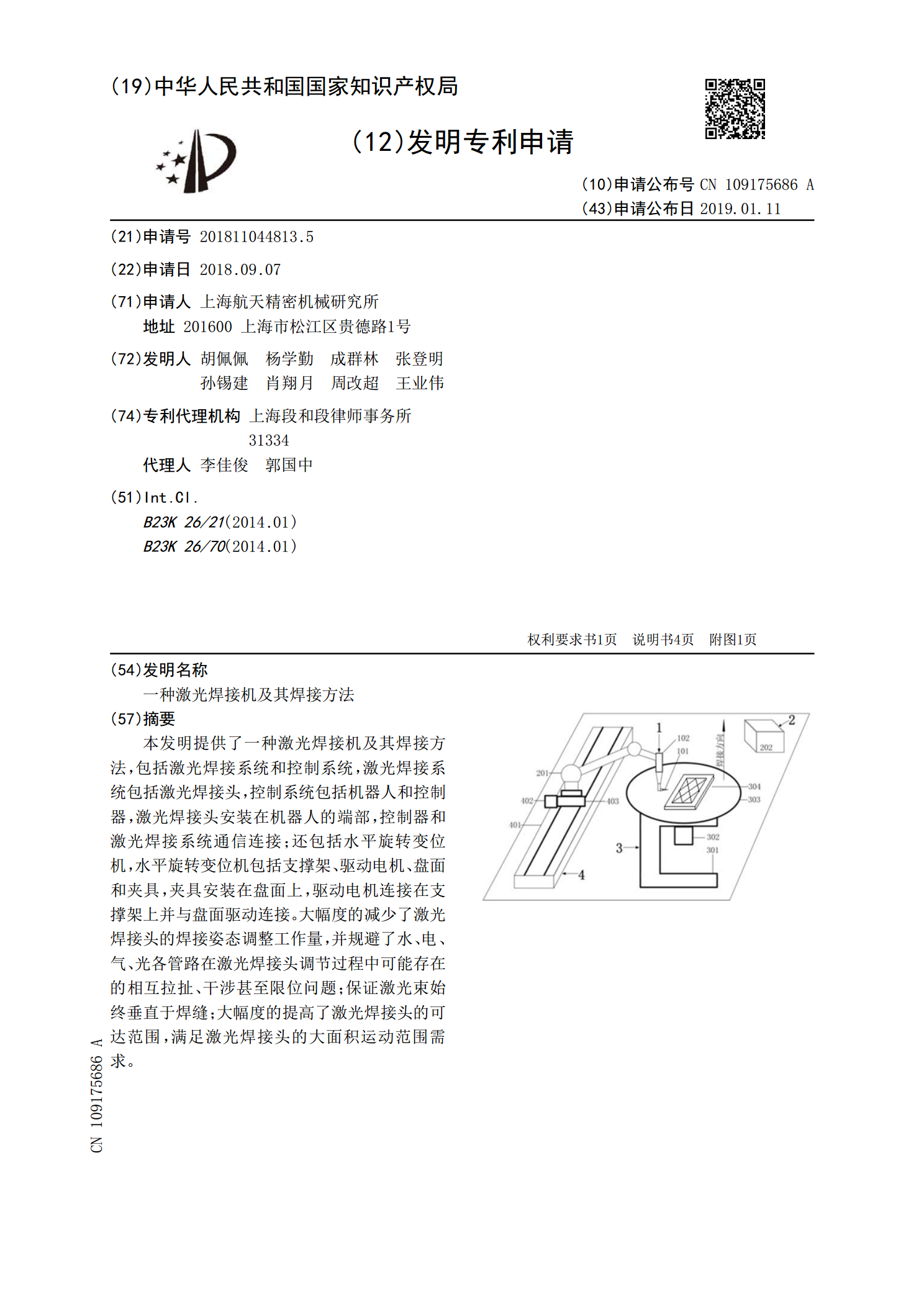
本发明提供了一种激光焊接机及其焊接方法,包括激光焊接系统和控制系统,激光焊接系统包括激光焊接头,控制系统包括机器人和控制器,激光焊接头安装在机器人的端部,控制器和激光焊接系统通信连接;还包括水平旋转变位机,水平旋转变位机包括支撑架、驱动电机、盘面和夹具,夹具安装在盘面上,驱动电机连接在支撑架上并与盘面驱动连接。大幅度的减少了激光焊接头的焊接姿态调整工作量,并规避了水、电、气、光各管路在激光焊接头调节过程中可能存在的相互拉扯、干涉甚至限位问题;保证激光束始终垂直于焊缝;大幅度的提高了激光焊接头的可达范围,满

一种激光焊接设备及其焊接方法.pdf
本发明公开了一种激光焊接设备及其焊接方法;本发明的激光焊接设备对于对角焊、叠焊等都可运用,由于是手持形式,适用性强,比大多数台式激光焊接机限制低;本发明的手持激光焊接设备使用寿命长,不需要定期更换损耗品,焊接质量可靠、美观、无变形,可实现船用薄钢板焊接,并且激光焊枪通过弯折段的设置可以避免焊枪在使用过程中光缆在枪体后端端部发生弯曲半径过小的弯折,从而降低了光缆在该处发生折断的可能;同时弯折段由呈螺旋形的导向条构成,同时弯折段靠近枪体的一端直径大于远离枪体的一端的直径,使弯折段在弯折时靠近枪体端部的弯曲半径