
螺旋锥齿轮自动研磨的控制方法.pdf

一吃****昕靓


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共17页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

螺旋锥齿轮自动研磨的控制方法.pdf
本发明涉及数控研齿的技术领域,尤其涉及一种螺旋锥齿轮自动研磨的控制方法。包括上位机IPC、嵌入式控制器BYC、光栅刻度尺SINO‑KA‑300和伺服驱动单元BYET,控制器BYC负责高速运算和核心控制、信号采集和维持Modbus串行通信;伺服驱动单元驱动电机进行轴向的实时插补运动,保证在研磨时大、小轮齿有恒定的侧隙值和合理的齿面研磨区域;系统的闭环在线反馈,以保证伺服驱动单元移动的精确度;研齿前大、小轮自动啮合,自动测量齿面侧隙,整个控制系统结构简洁高效,分工明确,减少操作流程,提高生产效率。

螺旋锥齿轮超声研磨的试验研究.docx
螺旋锥齿轮超声研磨的试验研究螺旋锥齿轮是一种常见的齿轮传动机构,广泛应用于工业生产中。而超声波研磨是一种新兴的研磨技术,能够在不改变齿轮原有形状和尺寸的情况下,极大提高齿隙、精度和表面质量,因此,研究螺旋锥齿轮超声研磨技术的试验研究对于提高螺旋锥齿轮的性能具有重要意义。一、超声研磨的原理超声波是指振幅比较小,频率比一般声波更高,超越人耳的听觉极限而无法听到的一种机械波。超声波具有高能量密度、高频率和高波速等特性,能够将研磨头高效地传递到研磨表面,并产生不断的微位移研磨效应。在材料表面生成高密度的微孔,形成
一种用于螺旋锥齿轮研齿的研磨方法.pdf
本发明公开了一种用于螺旋锥齿轮研齿的研磨方法,齿轮耦合后给主动轴一个设定的正转或反转速度,从动轴跟随主动轴以相同的速度运行;设定一个张力力矩值,在力矩补偿控制器的作用下,调节主、从动轴输出力矩大小相等、方向相反,进行一个面的研齿加工;在完成一个面的研齿加工之后,换面研磨。本发明中记载的用于螺旋锥齿轮研齿的研磨方法通过给定转速,在此基础上输出力矩改变主、从动轴齿轮相互之间的作用力,能够有效实现齿面研磨,可以进行正转研磨驱动面、正转研磨非驱动面、反转研磨驱动面、反转研磨非驱动面,在研齿加工时,可根据需求选择组
一种全齿面研磨螺旋锥齿轮的方法.pdf
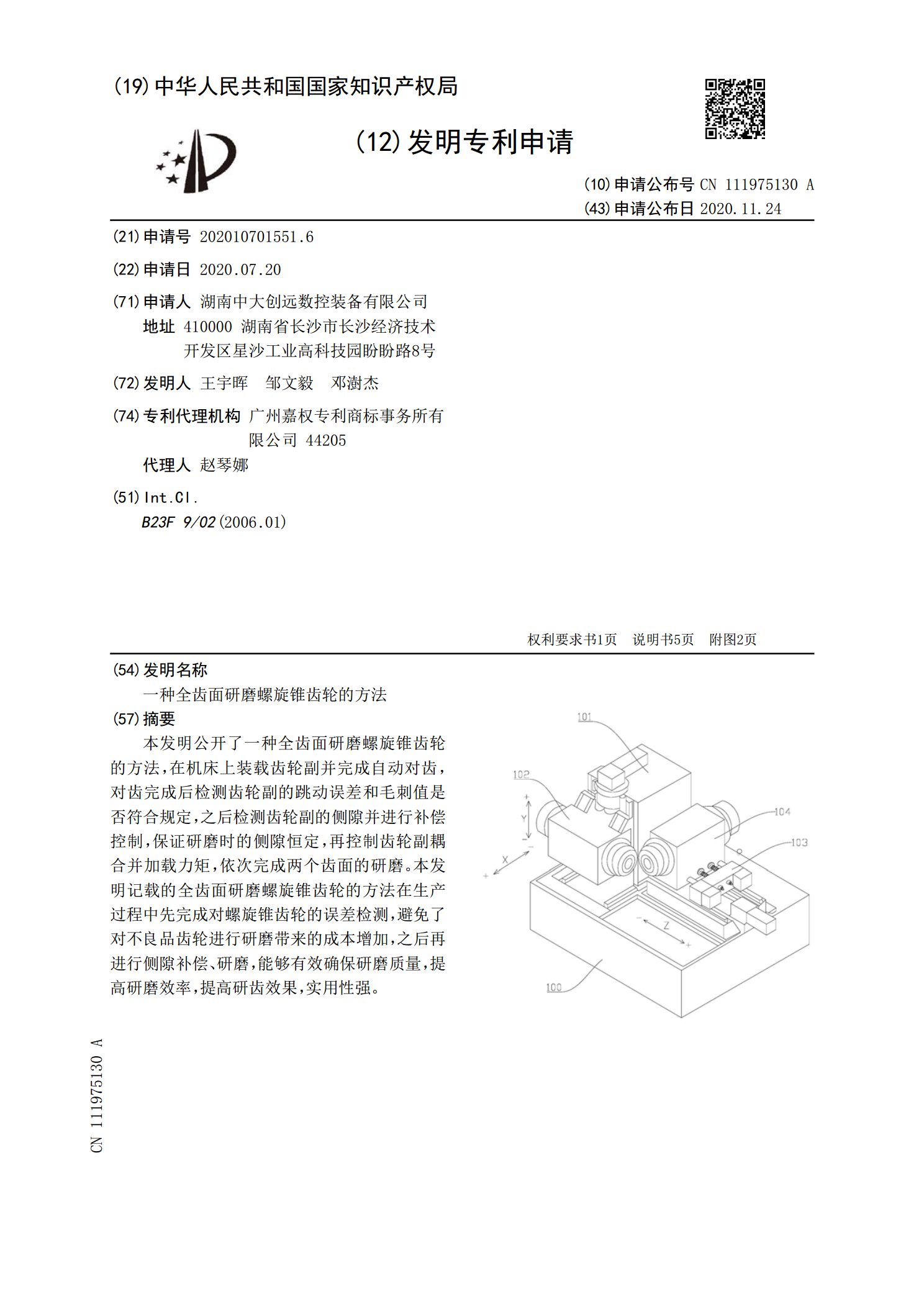
本发明公开了一种全齿面研磨螺旋锥齿轮的方法,在机床上装载齿轮副并完成自动对齿,对齿完成后检测齿轮副的跳动误差和毛刺值是否符合规定,之后检测齿轮副的侧隙并进行补偿控制,保证研磨时的侧隙恒定,再控制齿轮副耦合并加载力矩,依次完成两个齿面的研磨。本发明记载的全齿面研磨螺旋锥齿轮的方法在生产过程中先完成对螺旋锥齿轮的误差检测,避免了对不良品齿轮进行研磨带来的成本增加,之后再进行侧隙补偿、研磨,能够有效确保研磨质量,提高研磨效率,提高研齿效果,实用性强。
螺旋锥齿轮凹模齿面设计方法及螺旋锥齿轮加工方法.pdf
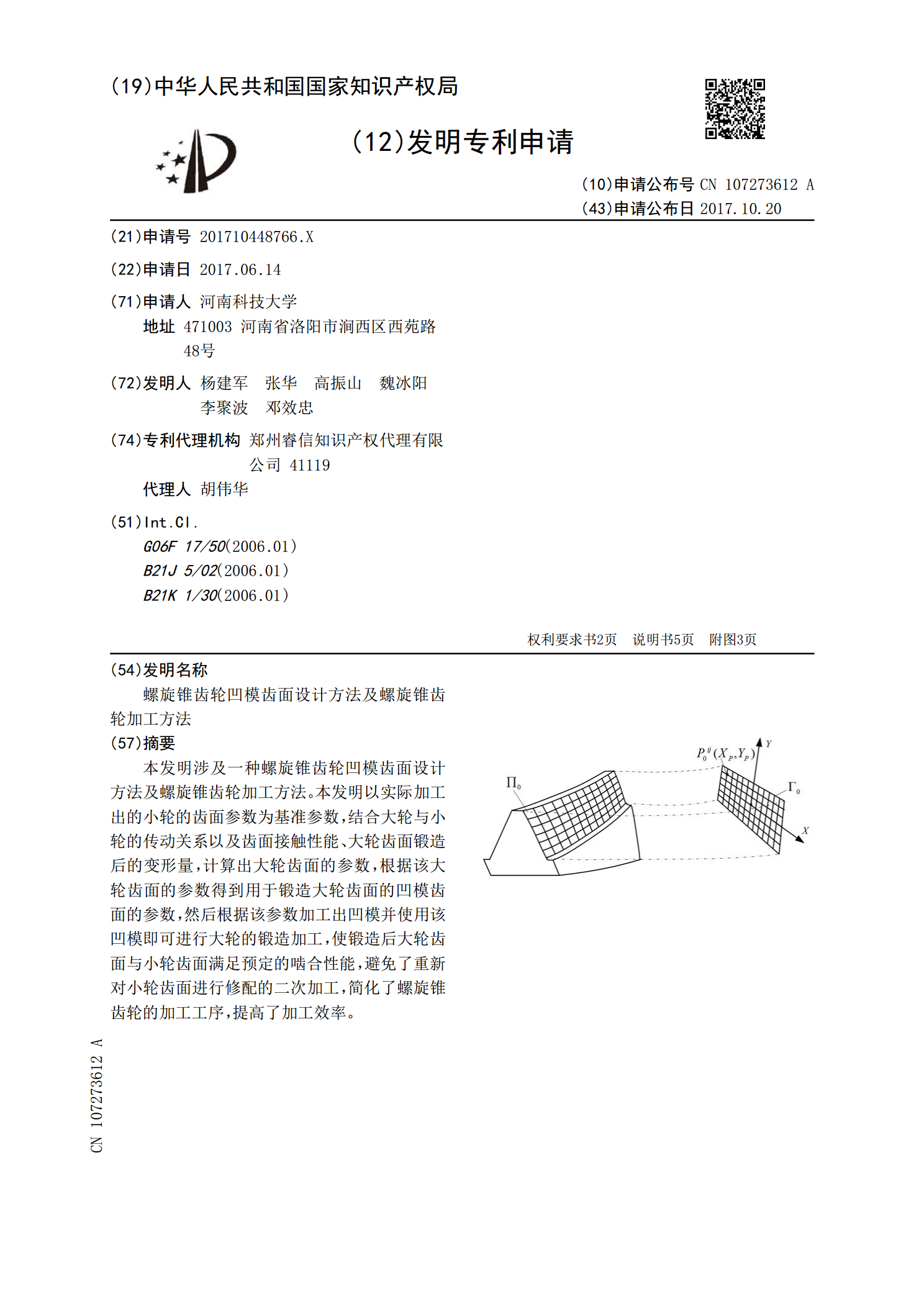
本发明涉及一种螺旋锥齿轮凹模齿面设计方法及螺旋锥齿轮加工方法。本发明以实际加工出的小轮的齿面参数为基准参数,结合大轮与小轮的传动关系以及齿面接触性能、大轮齿面锻造后的变形量,计算出大轮齿面的参数,根据该大轮齿面的参数得到用于锻造大轮齿面的凹模齿面的参数,然后根据该参数加工出凹模并使用该凹模即可进行大轮的锻造加工,使锻造后大轮齿面与小轮齿面满足预定的啮合性能,避免了重新对小轮齿面进行修配的二次加工,简化了螺旋锥齿轮的加工工序,提高了加工效率。