
一种复合检具.pdf

靖烟****魔王


1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种复合检具.pdf
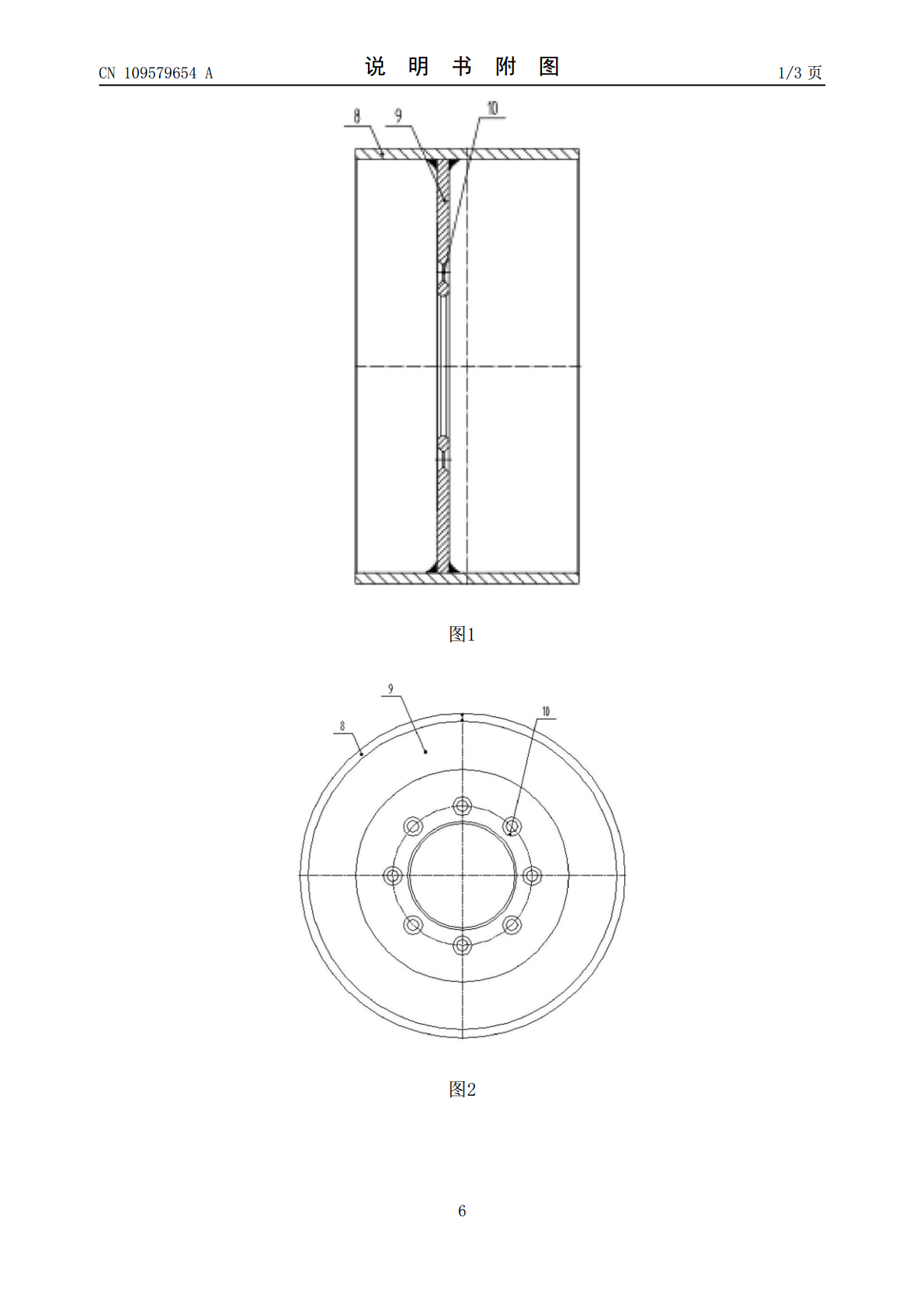
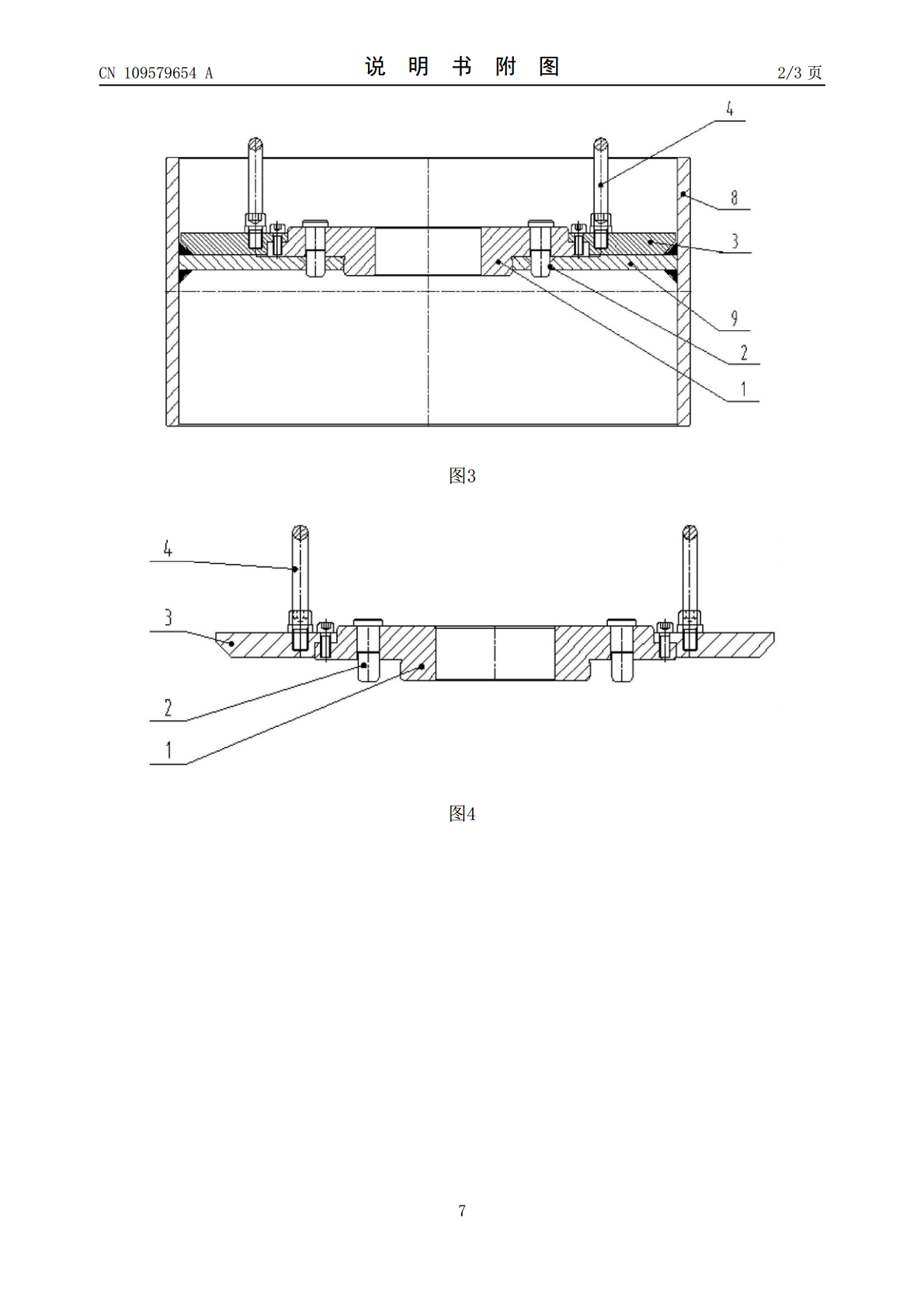
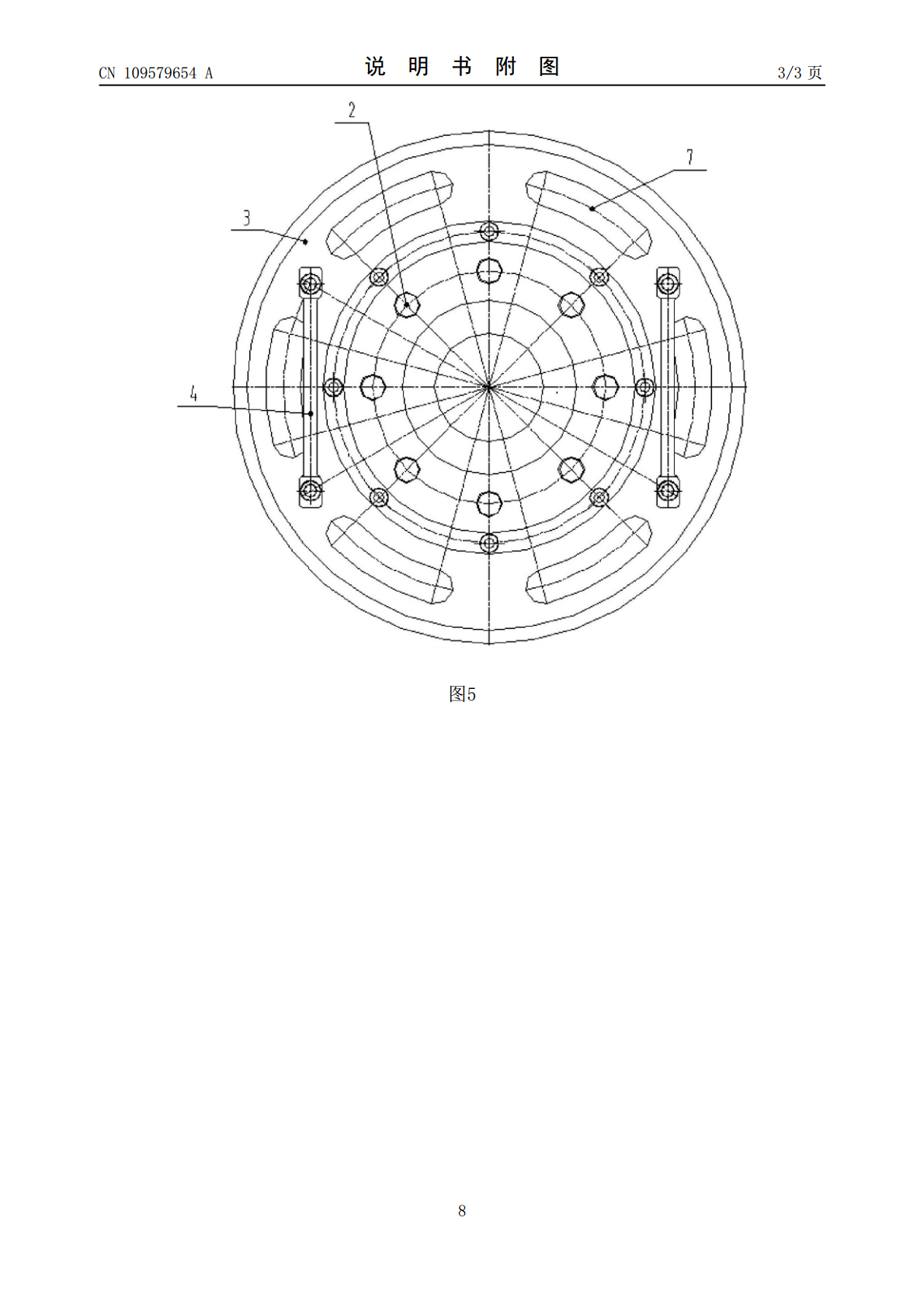
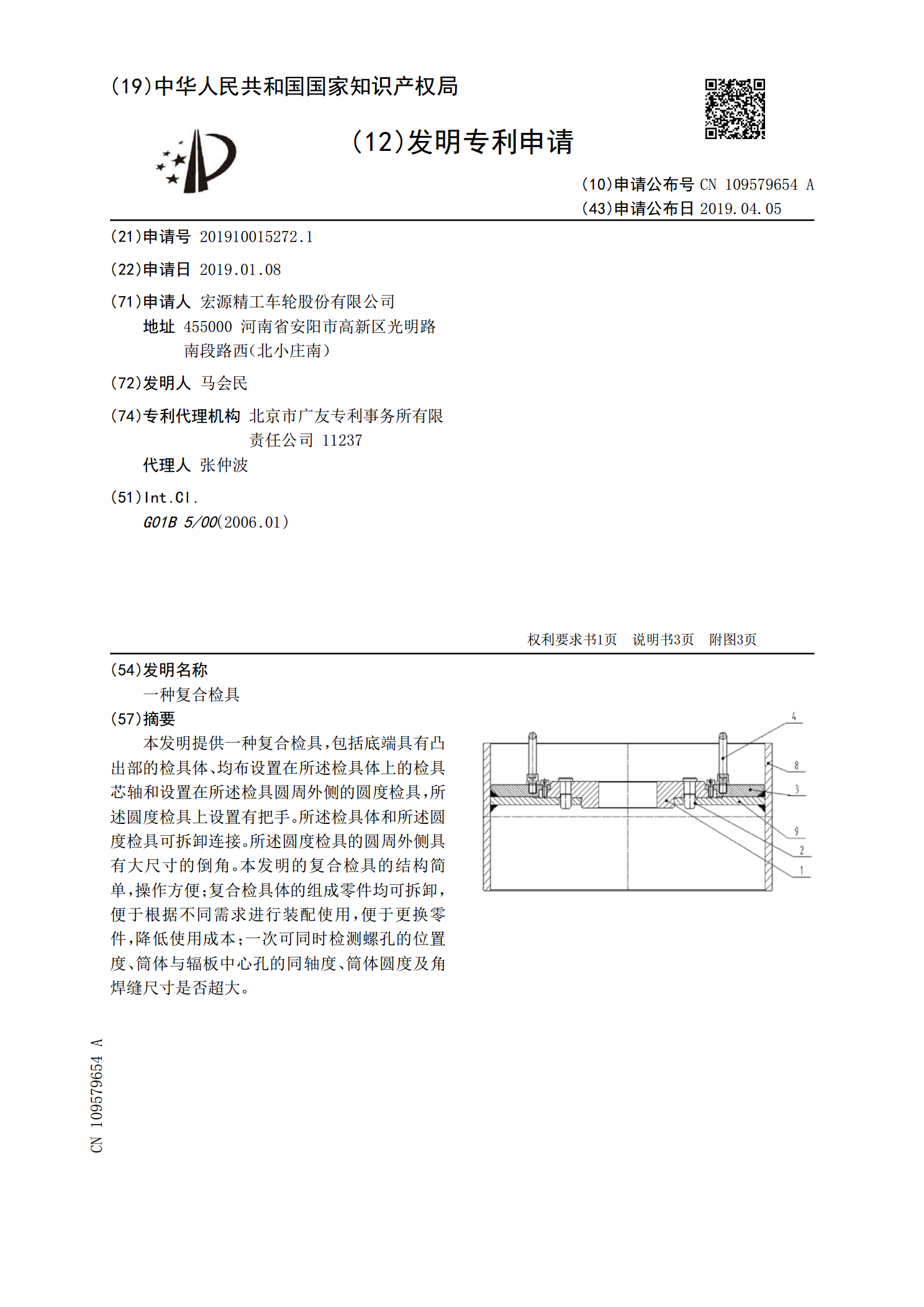
本发明提供一种复合检具,包括底端具有凸出部的检具体、均布设置在所述检具体上的检具芯轴和设置在所述检具圆周外侧的圆度检具,所述圆度检具上设置有把手。所述检具体和所述圆度检具可拆卸连接。所述圆度检具的圆周外侧具有大尺寸的倒角。本发明的复合检具的结构简单,操作方便;复合检具体的组成零件均可拆卸,便于根据不同需求进行装配使用,便于更换零件,降低使用成本;一次可同时检测螺孔的位置度、筒体与辐板中心孔的同轴度、筒体圆度及角焊缝尺寸是否超大。
一种可视化复合检具.pdf
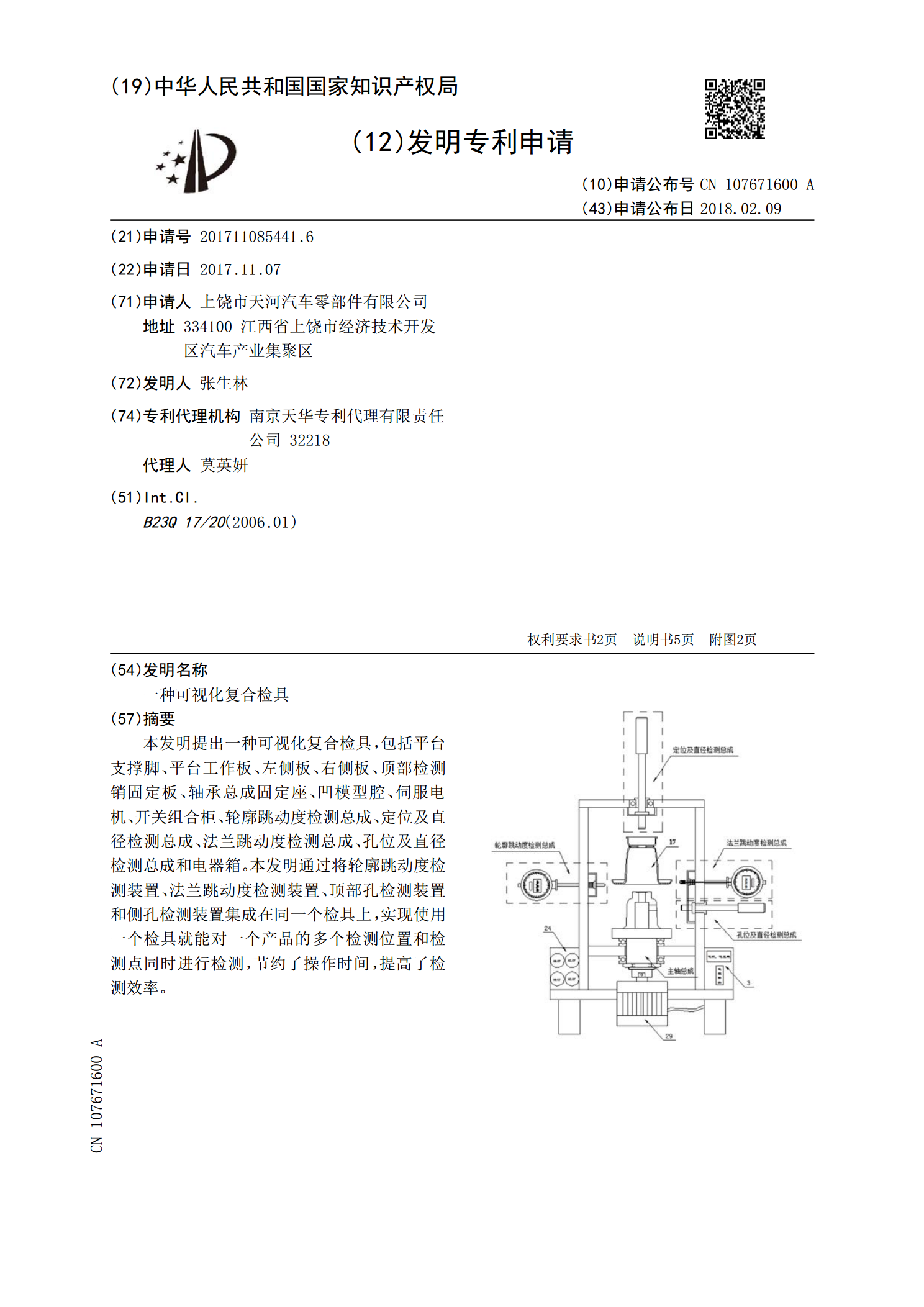
本发明提出一种可视化复合检具,包括平台支撑脚、平台工作板、左侧板、右侧板、顶部检测销固定板、轴承总成固定座、凹模型腔、伺服电机、开关组合柜、轮廓跳动度检测总成、定位及直径检测总成、法兰跳动度检测总成、孔位及直径检测总成和电器箱。本发明通过将轮廓跳动度检测装置、法兰跳动度检测装置、顶部孔检测装置和侧孔检测装置集成在同一个检具上,实现使用一个检具就能对一个产品的多个检测位置和检测点同时进行检测,节约了操作时间,提高了检测效率。
一种检具小车以及检具系统.pdf
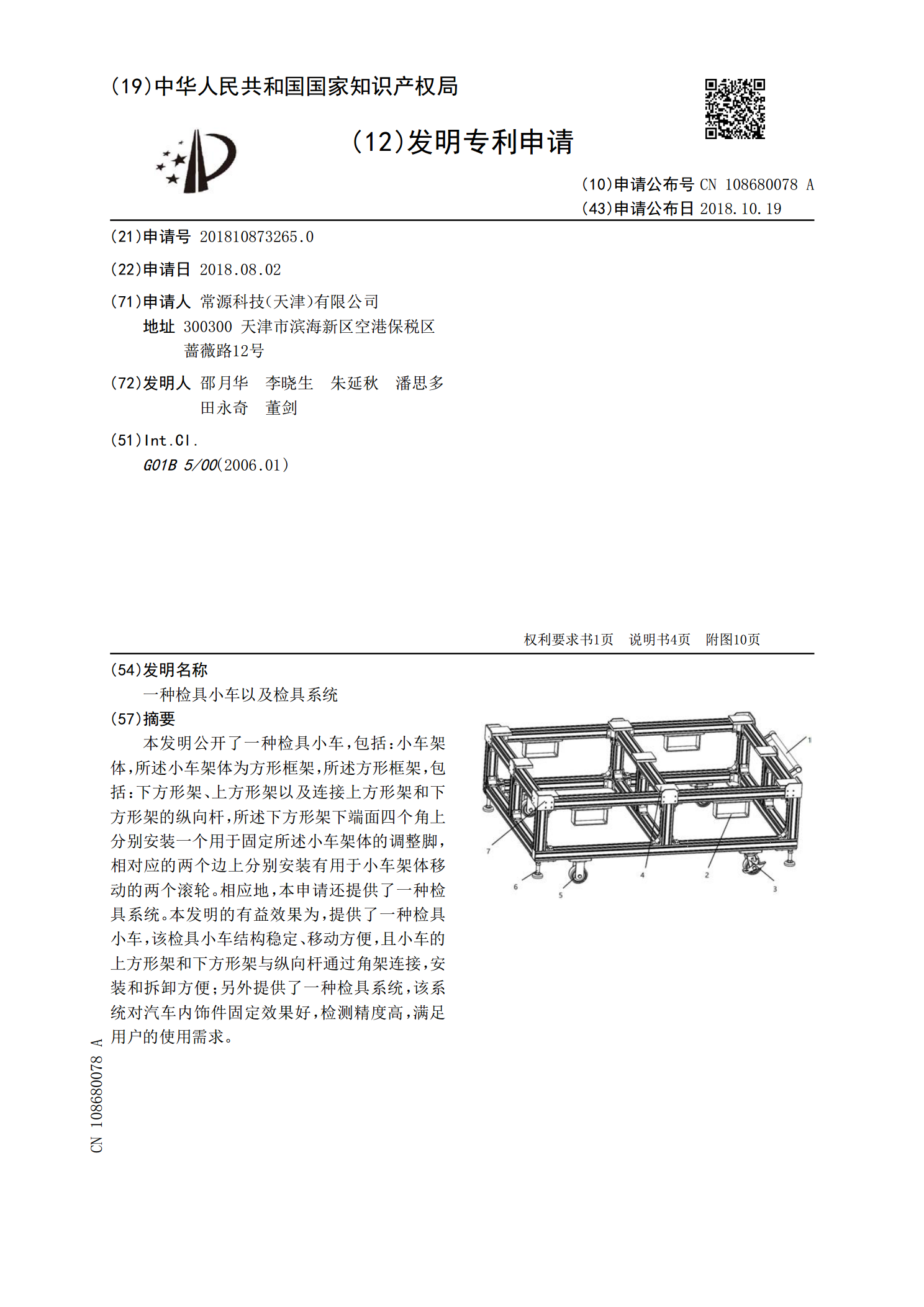
本发明公开了一种检具小车,包括:小车架体,所述小车架体为方形框架,所述方形框架,包括:下方形架、上方形架以及连接上方形架和下方形架的纵向杆,所述下方形架下端面四个角上分别安装一个用于固定所述小车架体的调整脚,相对应的两个边上分别安装有用于小车架体移动的两个滚轮。相应地,本申请还提供了一种检具系统。本发明的有益效果为,提供了一种检具小车,该检具小车结构稳定、移动方便,且小车的上方形架和下方形架与纵向杆通过角架连接,安装和拆卸方便;另外提供了一种检具系统,该系统对汽车内饰件固定效果好,检测精度高,满足用户的使
一种检具.pdf
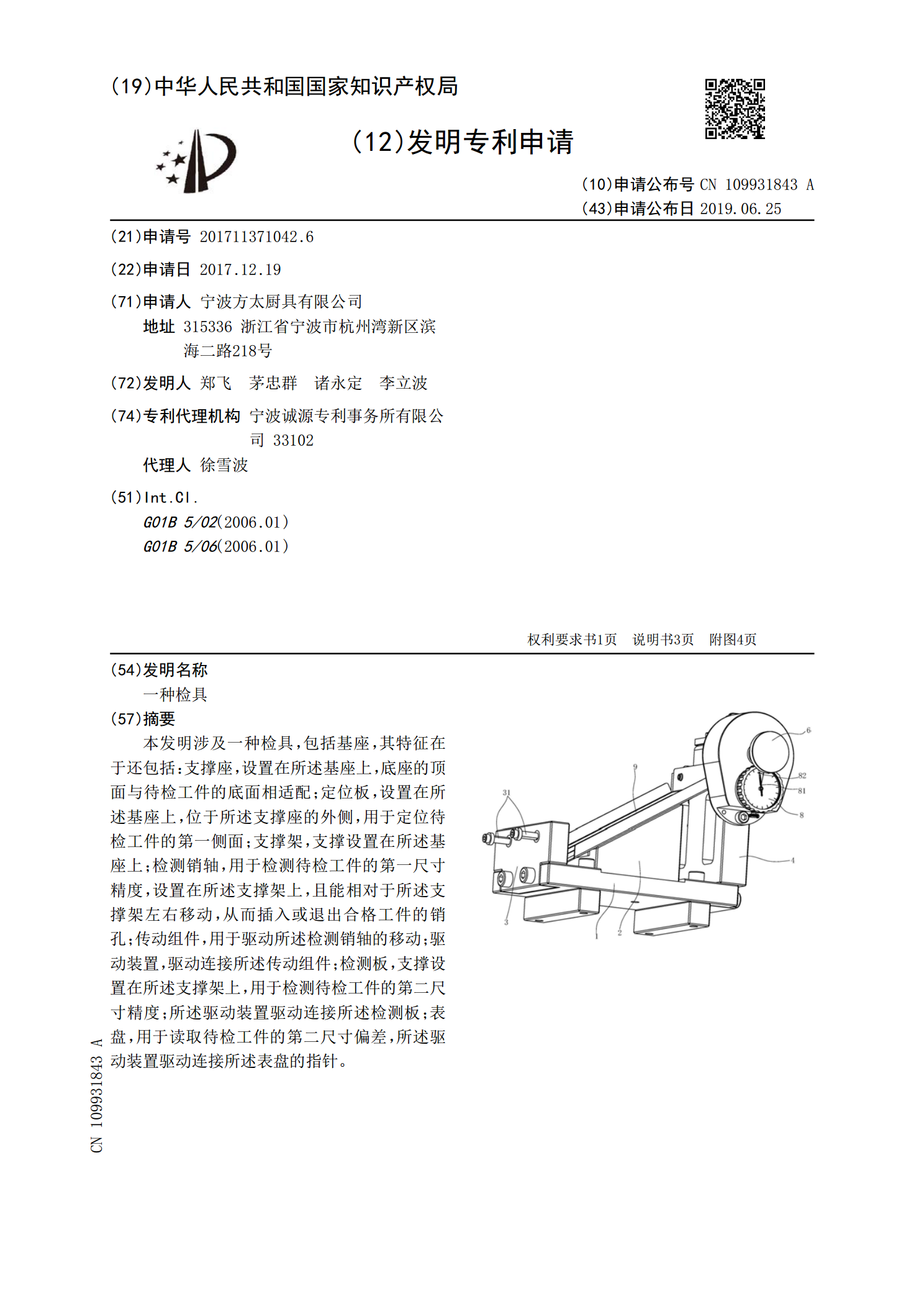
本发明涉及一种检具,包括基座,其特征在于还包括:支撑座,设置在所述基座上,底座的顶面与待检工件的底面相适配;定位板,设置在所述基座上,位于所述支撑座的外侧,用于定位待检工件的第一侧面;支撑架,支撑设置在所述基座上;检测销轴,用于检测待检工件的第一尺寸精度,设置在所述支撑架上,且能相对于所述支撑架左右移动,从而插入或退出合格工件的销孔;传动组件,用于驱动所述检测销轴的移动;驱动装置,驱动连接所述传动组件;检测板,支撑设置在所述支撑架上,用于检测待检工件的第二尺寸精度;所述驱动装置驱动连接所述检测板;表盘,用
一种检具.pdf
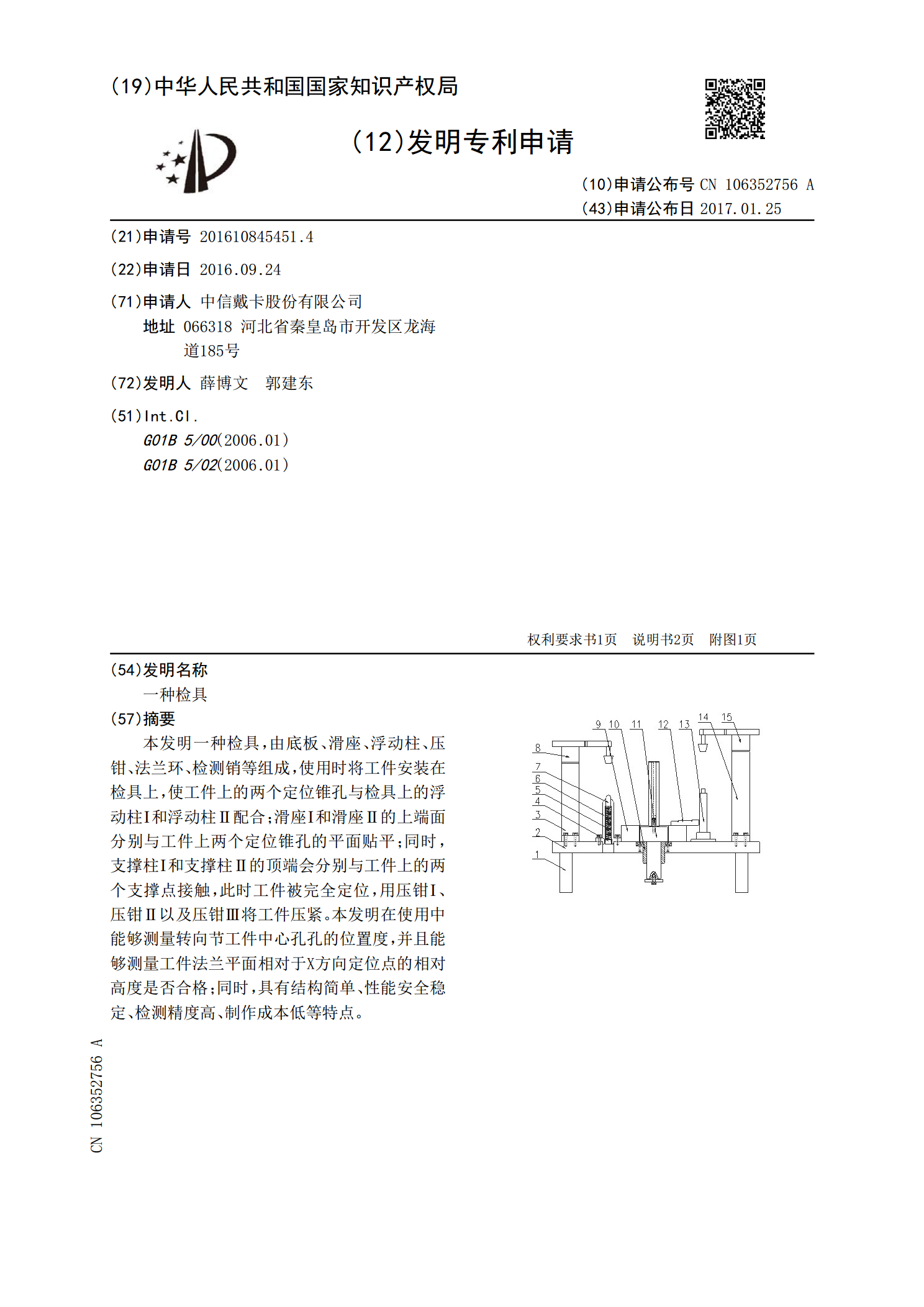
本发明一种检具,由底板、滑座、浮动柱、压钳、法兰环、检测销等组成,使用时将工件安装在检具上,使工件上的两个定位锥孔与检具上的浮动柱Ⅰ和浮动柱Ⅱ配合;滑座Ⅰ和滑座Ⅱ的上端面分别与工件上两个定位锥孔的平面贴平;同时,支撑柱Ⅰ和支撑柱Ⅱ的顶端会分别与工件上的两个支撑点接触,此时工件被完全定位,用压钳Ⅰ、压钳Ⅱ以及压钳Ⅲ将工件压紧。本发明在使用中能够测量转向节工件中心孔孔的位置度,并且能够测量工件法兰平面相对于X方向定位点的相对高度是否合格;同时,具有结构简单、性能安全稳定、检测精度高、制作成本低等特点。