
一种铝合金压铸模具模芯轮廓加工方法.pdf

小长****6淑

1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种铝合金压铸模具模芯轮廓加工方法.pdf
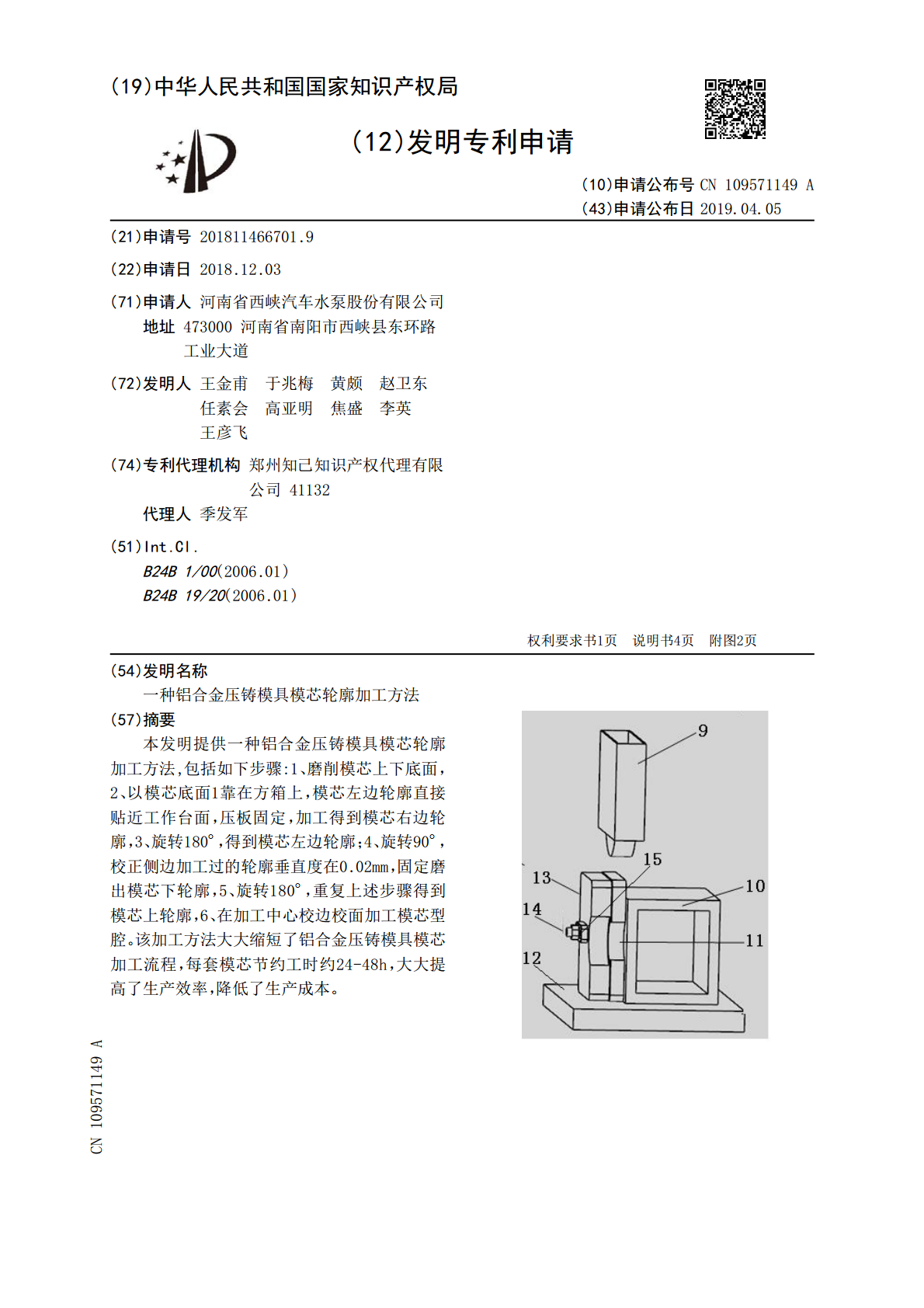
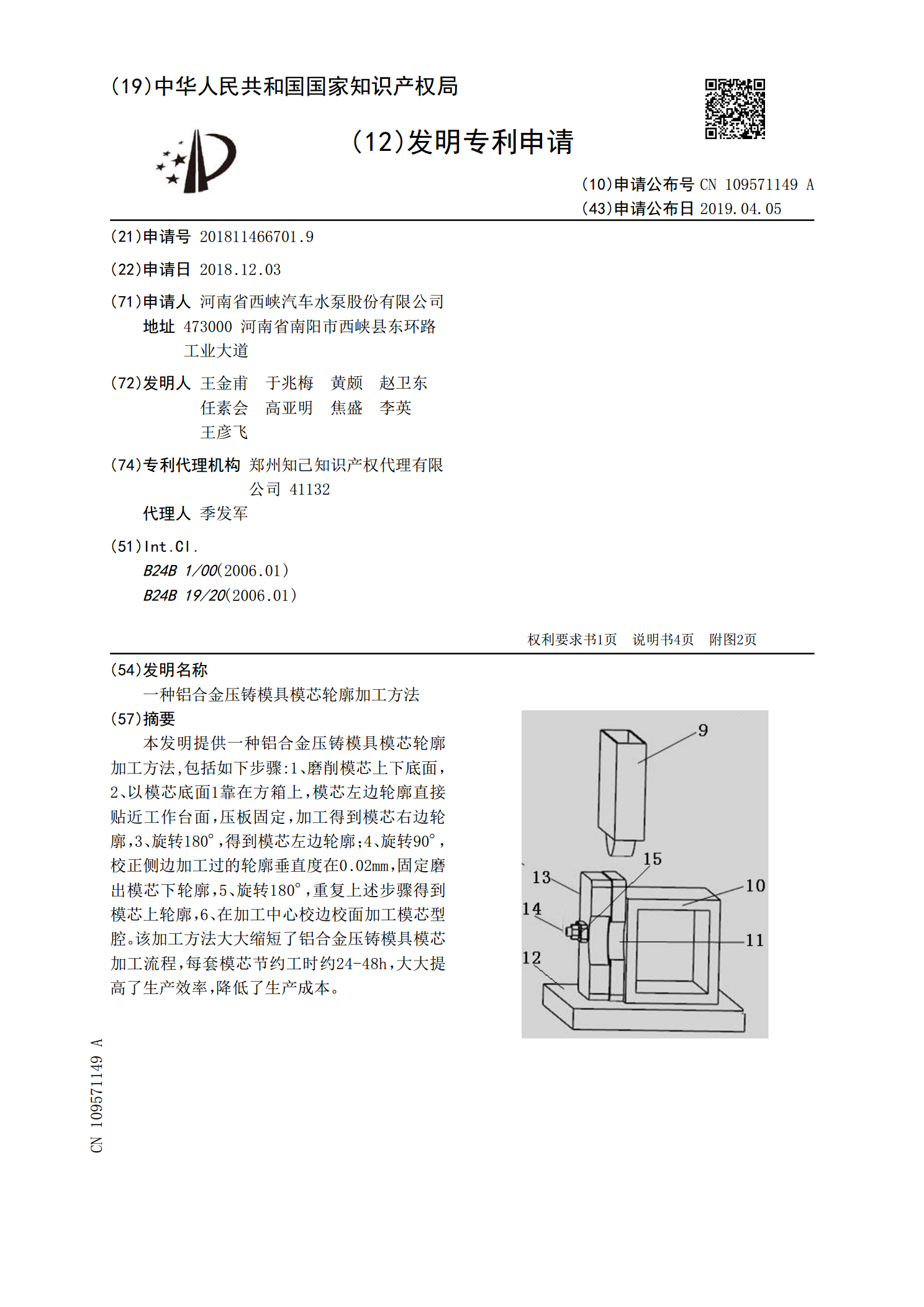
本发明提供一种铝合金压铸模具模芯轮廓加工方法,包括如下步骤:1、磨削模芯上下底面,2、以模芯底面1靠在方箱上,模芯左边轮廓直接贴近工作台面,压板固定,加工得到模芯右边轮廓,3、旋转180°,得到模芯左边轮廓;4、旋转90°,校正侧边加工过的轮廓垂直度在0.02mm,固定磨出模芯下轮廓,5、旋转180°,重复上述步骤得到模芯上轮廓,6、在加工中心校边校面加工模芯型腔。该加工方法大大缩短了铝合金压铸模具模芯加工流程,每套模芯节约工时约24‑48h,大大提高了生产效率,降低了生产成本。
一种用于铝合金加工的压铸模具.pdf
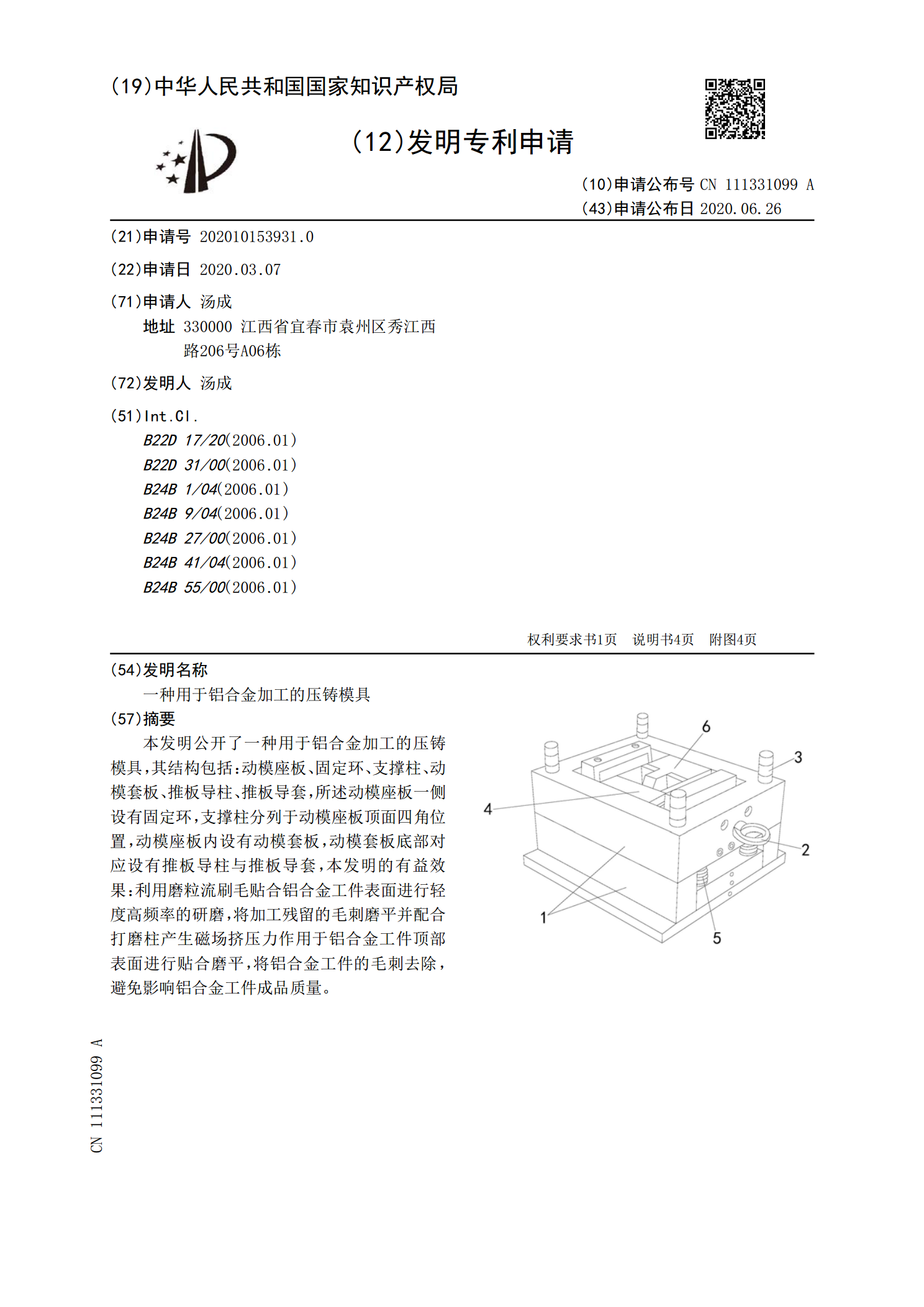
本发明公开了一种用于铝合金加工的压铸模具,其结构包括:动模座板、固定环、支撑柱、动模套板、推板导柱、推板导套,所述动模座板一侧设有固定环,支撑柱分列于动模座板顶面四角位置,动模座板内设有动模套板,动模套板底部对应设有推板导柱与推板导套,本发明的有益效果:利用磨粒流刷毛贴合铝合金工件表面进行轻度高频率的研磨,将加工残留的毛刺磨平并配合打磨柱产生磁场挤压力作用于铝合金工件顶部表面进行贴合磨平,将铝合金工件的毛刺去除,避免影响铝合金工件成品质量。

一种铝合金轮毂铸造模具侧模的加工方法.pdf
本发明公开了一种铝合金轮毂铸造模具侧模的加工方法,包括以下步骤:步骤一,选取铸造毛坯;步骤二,铸造毛坯的退火处理;步骤三,铸造毛坯的初加工,加工成侧模的初级形状;步骤四,侧模的热处理;步骤五,侧模的深加工,以开模方向在侧模的内侧作偏心加工;步骤六,侧模的检测,检测尺寸是否合格。本发明中以开模方向在侧模的内侧作偏心加工,当模具受热变形时,作为补偿,偏心加工的偏心量与热变形量冲抵,达到消除热变形的目的,加工简单,有效解决模具热变形,减小了因模具热变形导致的漏铝、飞边等引起的非正常停机和修模,也减小了因模具热变

一种用于铝合金门窗加工的压铸模具.pdf
本发明公开了一种用于铝合金门窗加工的压铸模具,属于压铸模具领域,一种用于铝合金门窗加工的压铸模具,包括上模具和下模具,下模具上端开凿有多个模具腔,上模具与模具腔相互匹配,上模具内设有定位杆,定位杆通过气缸与上模具滑动连接,模具腔下端内壁开凿有放置槽,模具腔左右两端壁均开凿有滑槽,滑槽与放置槽相互连通,放置槽内滑动连接有压板,本发明将压铸过程中的压力能转化成弹簧的弹性势能,使压铸完成后的铝合金门窗能够借助弹簧的弹性势能从模具腔内顶出,降低铝合金板发生滞留在模具腔内的可能性,另外当铝合金板发生滞留在模具腔内的

模具的特殊加工方法——压铸法.docx
模具的特殊加工方法——压铸法模具的特殊加工方法——压铸法摘要:模具是制造工业中常用的一种重要工具。压铸法是一种特殊的模具加工方法,在制造中起着重要作用。本文通过介绍压铸法的工艺流程、设备和应用范围等方面,探讨了压铸法的特点和优势,并提出了压铸法在模具加工中待解决的问题和发展方向。一、引言模具是制造产品时所使用的一种工具,广泛应用于汽车、家电、电子、机械等行业。模具加工方法多种多样,其中压铸法作为一种特殊的加工方法,具有独特的优势。本文将重点介绍压铸法的工艺流程、设备和应用范围。二、压铸法的工艺流程压铸法是