
浮动式硬车夹具及其用于热后从动圆柱齿轮的端面加工的加工方法.pdf

努力****亚捷

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
浮动式硬车夹具及其用于热后从动圆柱齿轮的端面加工的加工方法.pdf
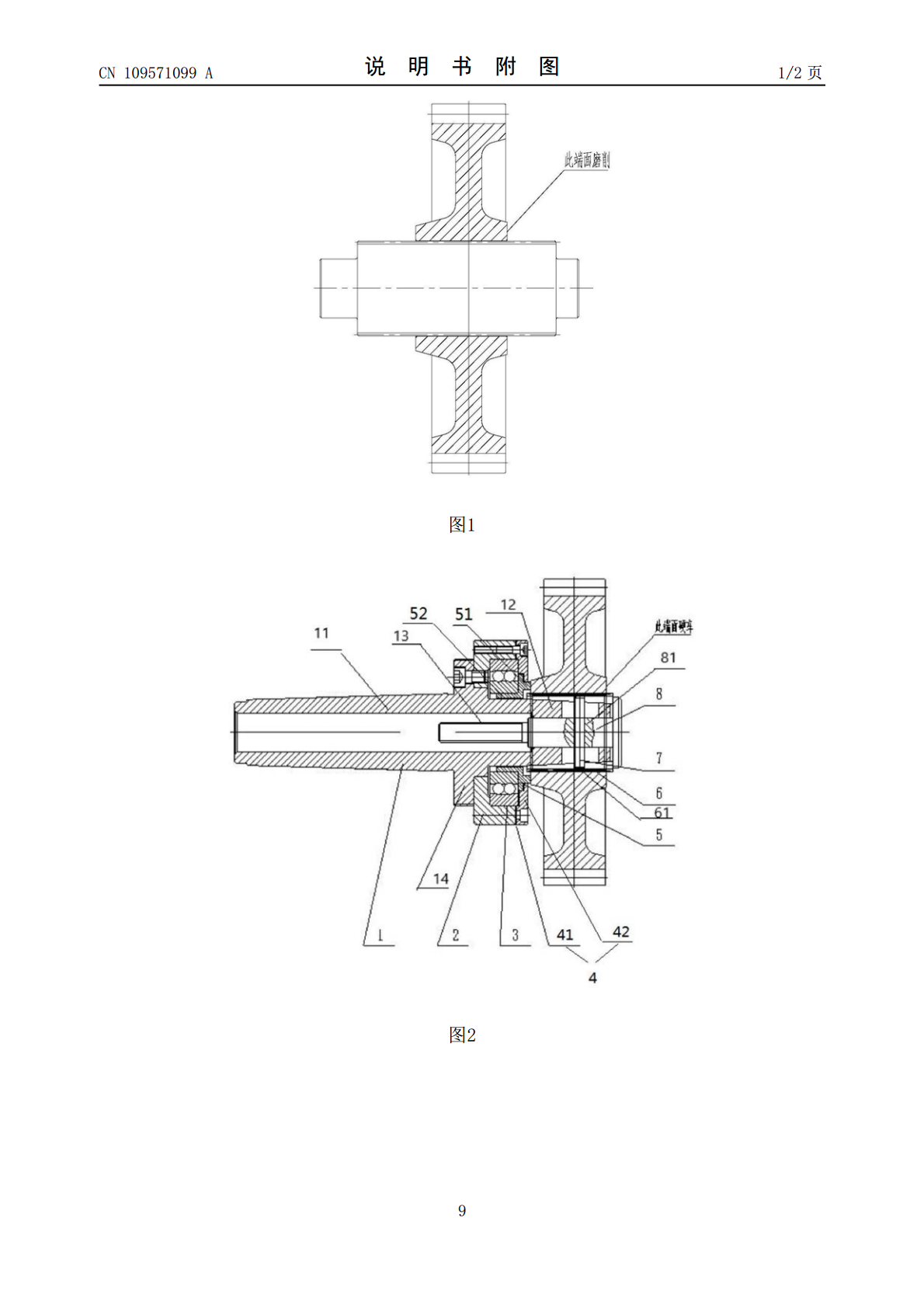
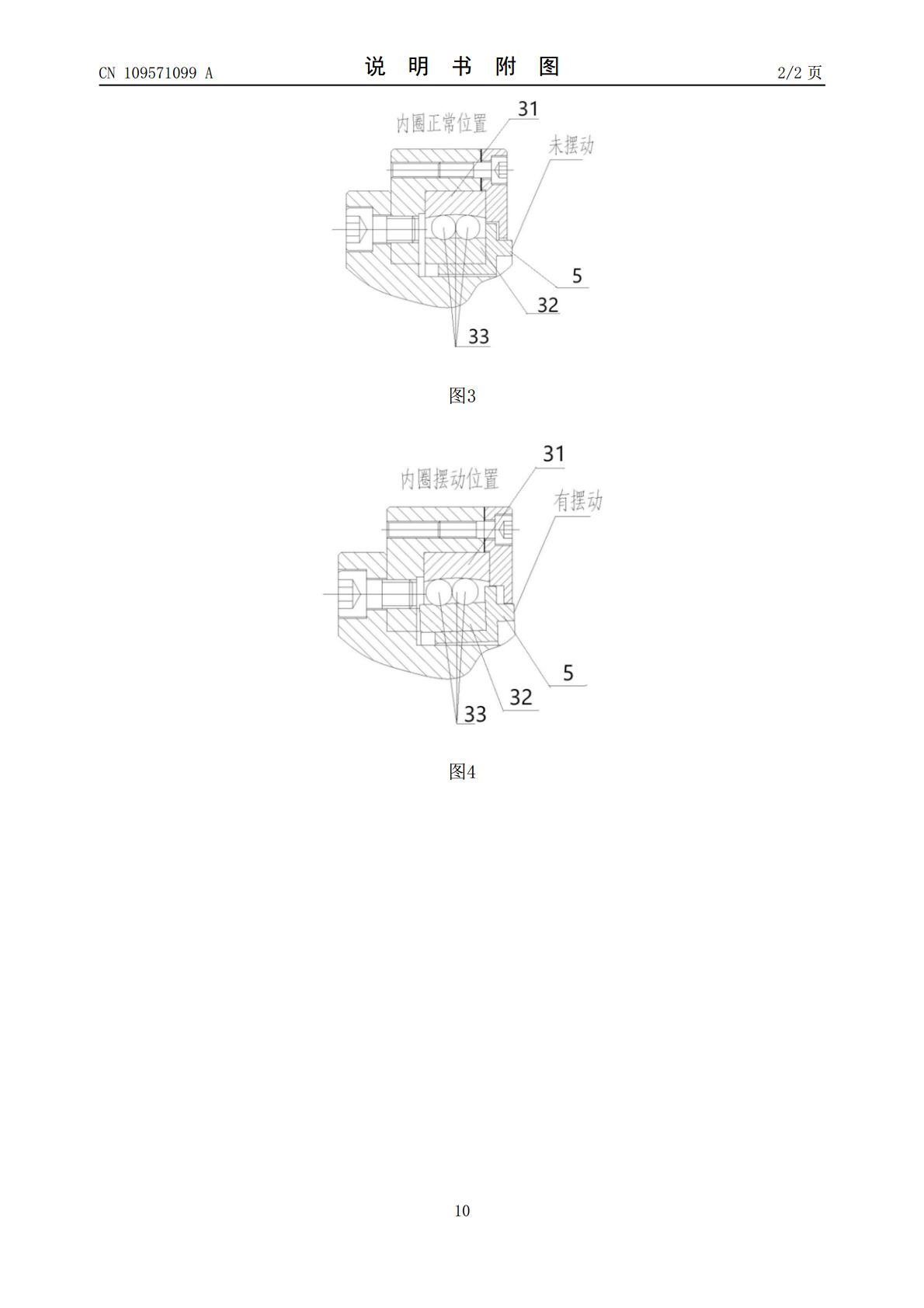
本发明公开的浮动式硬车夹具,包括锥度心轴、定位结构、调心球轴承、压盖、轴承定位套、花键胀套、连接销和拉杆;锥度芯轴包括本体和端部及沿端部轴向设置的内孔结构;端部的外锥上套设有花键胀套;花键胀套上设有安装孔一,拉杆穿过所述锥度芯轴的内孔结构;拉杆的外螺纹与车床主轴的内螺纹相适配;拉杆上设有安装孔二,连接销与安装孔一和安装孔二相适配;本体的外侧设有调心球轴承,定位结构设置在调心球轴承一侧与所述调心球轴承相适配,调心球轴承的另一侧设有相互配合的轴承定位套和压盖,轴承定位套设有与产品端面相接触的凸起部。加工精度高
一种端面齿加工夹具及其加工方法.pdf
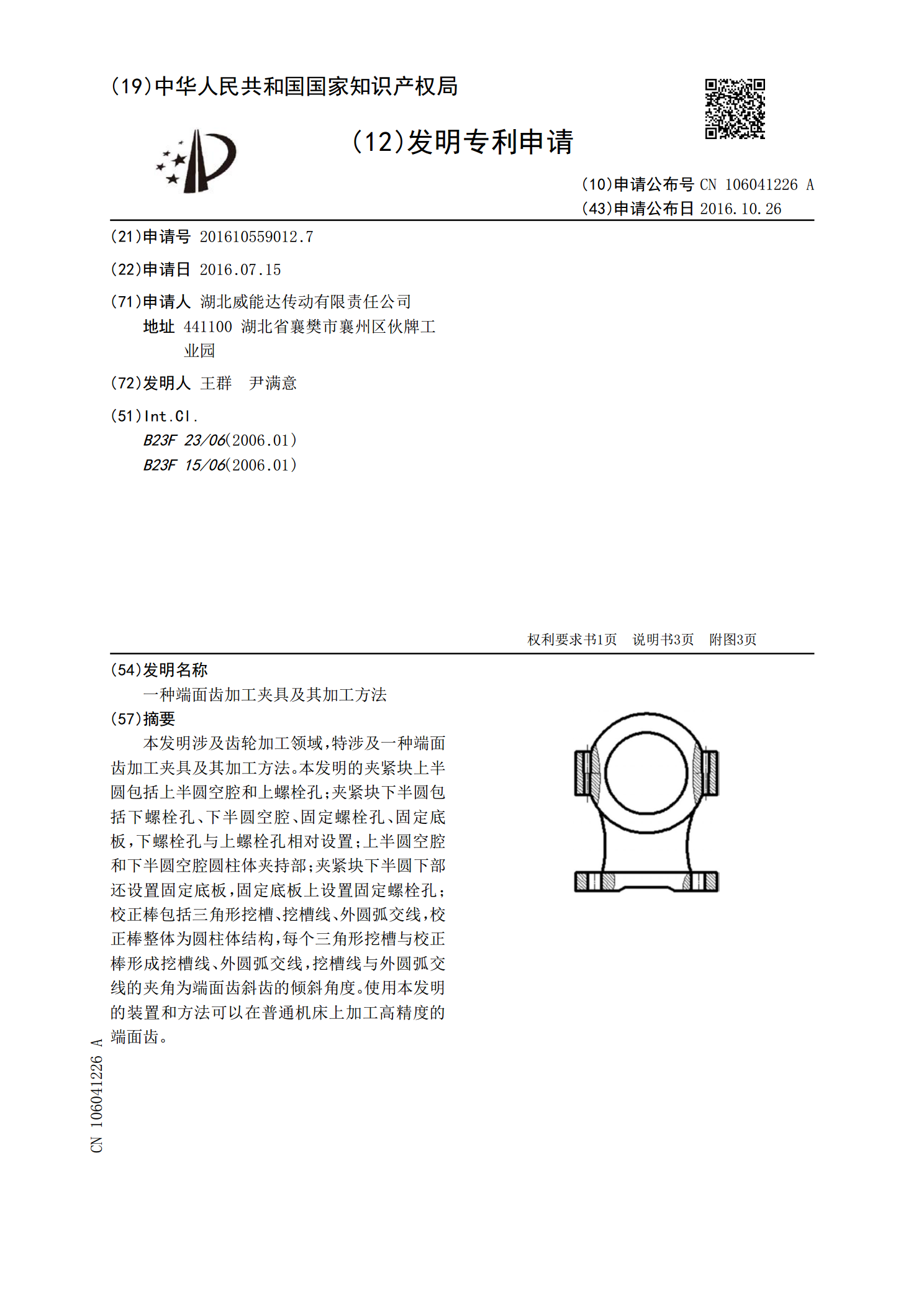
本发明涉及齿轮加工领域,特涉及一种端面齿加工夹具及其加工方法。本发明的夹紧块上半圆包括上半圆空腔和上螺栓孔;夹紧块下半圆包括下螺栓孔、下半圆空腔、固定螺栓孔、固定底板,下螺栓孔与上螺栓孔相对设置;上半圆空腔和下半圆空腔圆柱体夹持部;夹紧块下半圆下部还设置固定底板,固定底板上设置固定螺栓孔;校正棒包括三角形挖槽、挖槽线、外圆弧交线,校正棒整体为圆柱体结构,每个三角形挖槽与校正棒形成挖槽线、外圆弧交线,挖槽线与外圆弧交线的夹角为端面齿斜齿的倾斜角度。使用本发明的装置和方法可以在普通机床上加工高精度的端面齿。
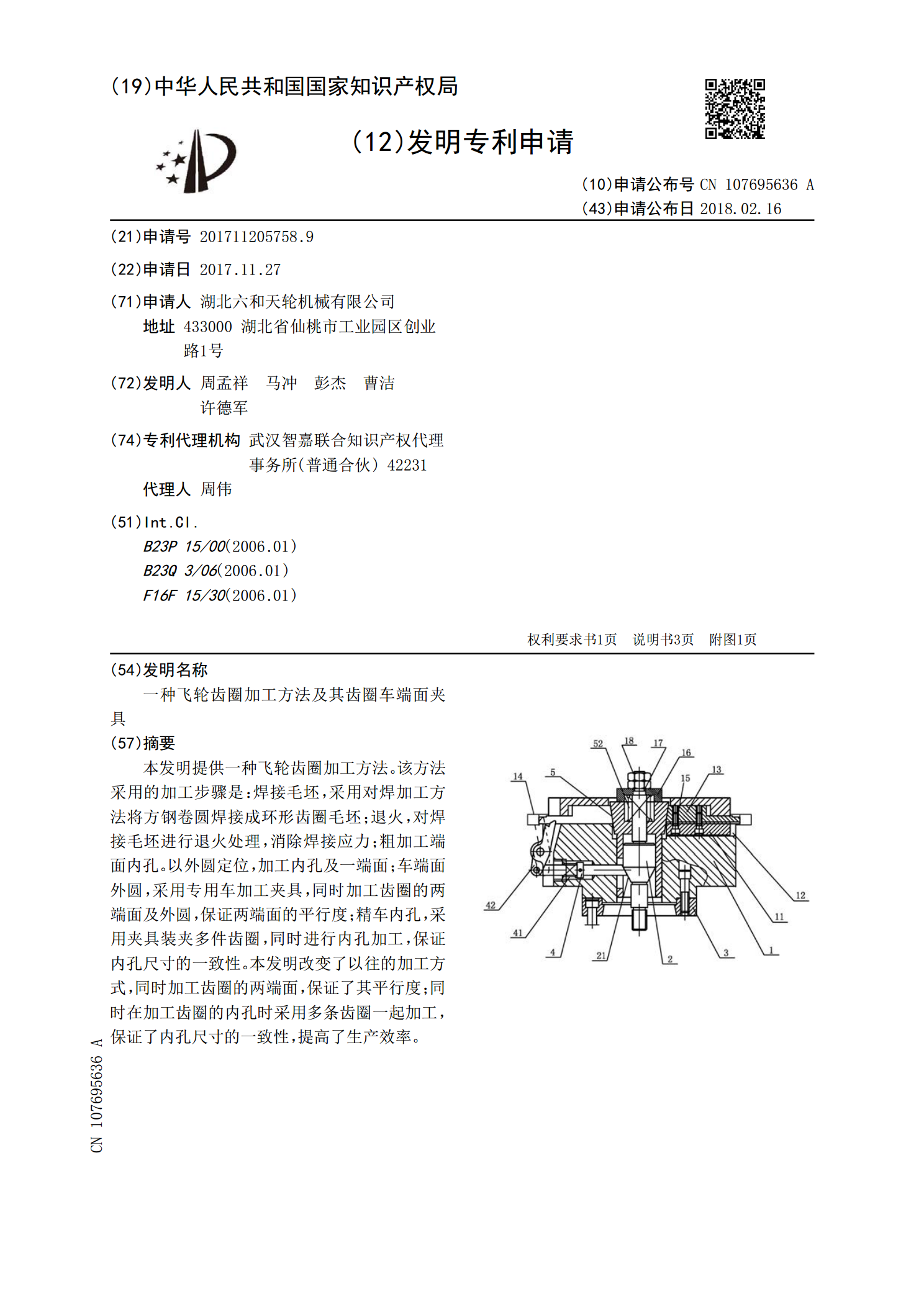
一种飞轮齿圈加工方法及其齿圈车端面夹具.pdf
本发明提供一种飞轮齿圈加工方法。该方法采用的加工步骤是:焊接毛坯,采用对焊加工方法将方钢卷圆焊接成环形齿圈毛坯;退火,对焊接毛坯进行退火处理,消除焊接应力;粗加工端面内孔。以外圆定位,加工内孔及一端面;车端面外圆,采用专用车加工夹具,同时加工齿圈的两端面及外圆,保证两端面的平行度;精车内孔,采用夹具装夹多件齿圈,同时进行内孔加工,保证内孔尺寸的一致性。本发明改变了以往的加工方式,同时加工齿圈的两端面,保证了其平行度;同时在加工齿圈的内孔时采用多条齿圈一起加工,保证了内孔尺寸的一致性,提高了生产效率。
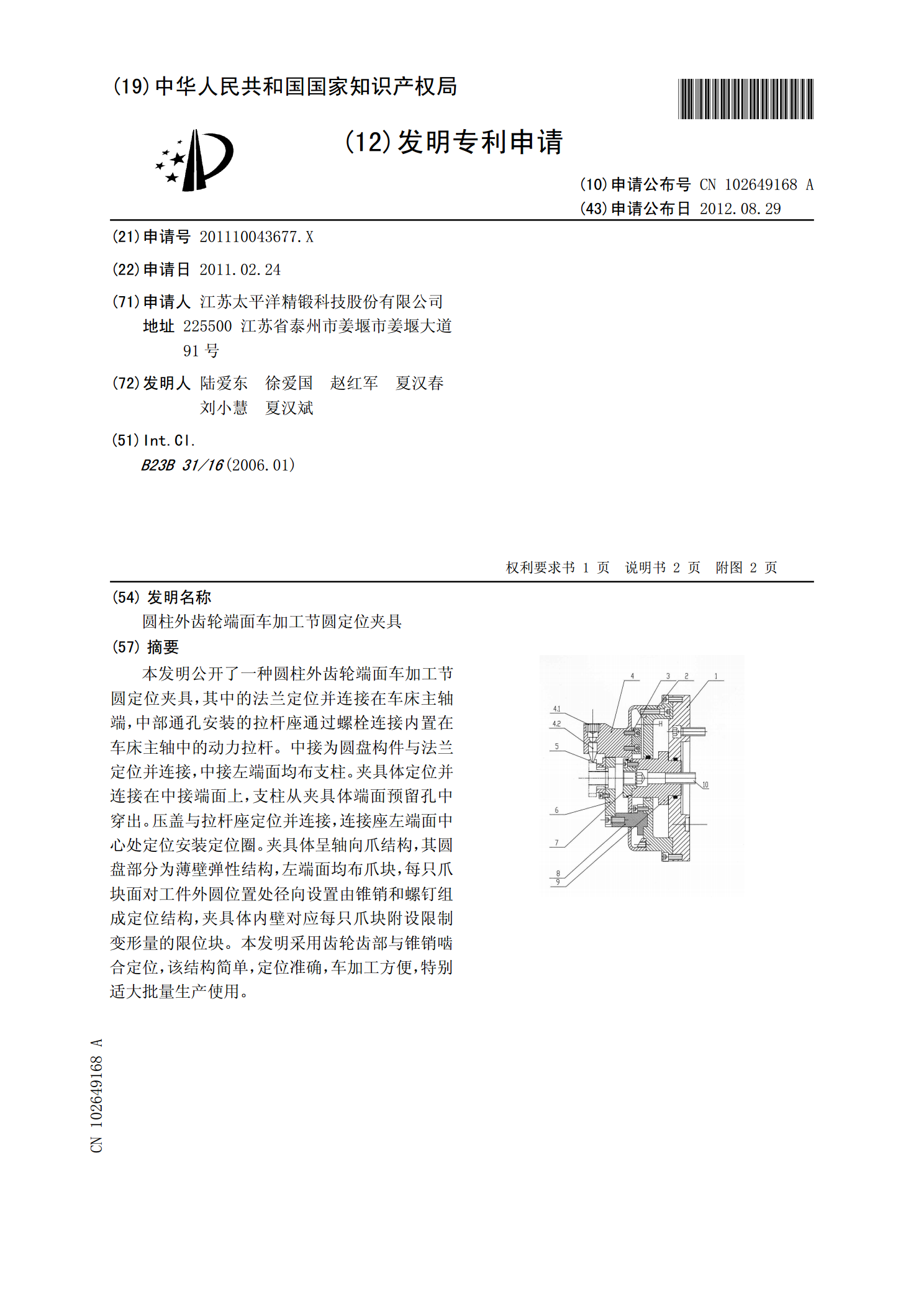
圆柱外齿轮端面车加工节圆定位夹具.pdf
本发明公开了一种圆柱外齿轮端面车加工节圆定位夹具,其中的法兰定位并连接在车床主轴端,中部通孔安装的拉杆座通过螺栓连接内置在车床主轴中的动力拉杆。中接为圆盘构件与法兰定位并连接,中接左端面均布支柱。夹具体定位并连接在中接端面上,支柱从夹具体端面预留孔中穿出。压盖与拉杆座定位并连接,连接座左端面中心处定位安装定位圈。夹具体呈轴向爪结构,其圆盘部分为薄壁弹性结构,左端面均布爪块,每只爪块面对工件外圆位置处径向设置由锥销和螺钉组成定位结构,夹具体内壁对应每只爪块附设限制变形量的限位块。本发明采用齿轮齿部与锥销啮合
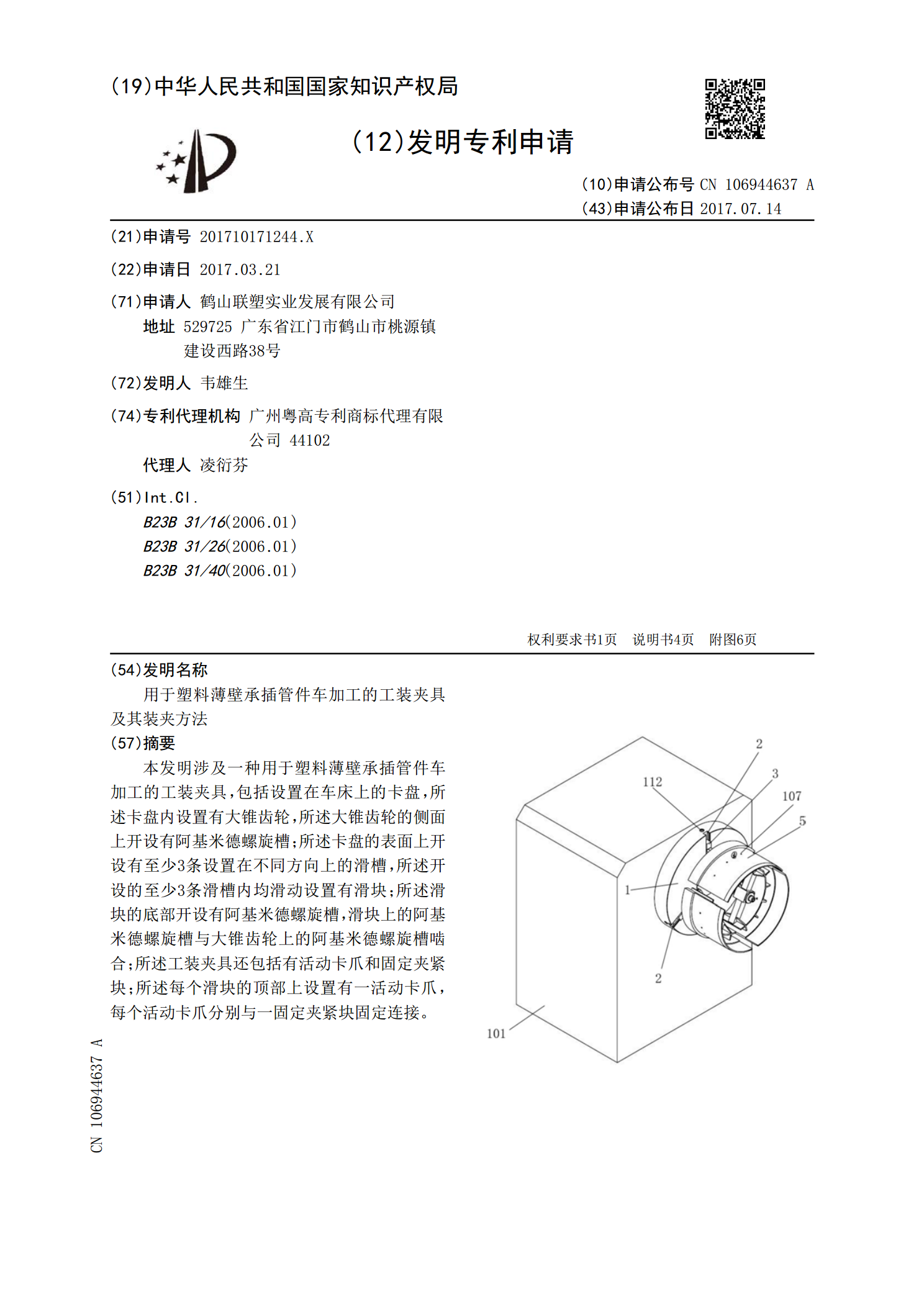
用于塑料薄壁承插管件车加工的工装夹具及其装夹方法.pdf
本发明涉及一种用于塑料薄壁承插管件车加工的工装夹具,包括设置在车床上的卡盘,所述卡盘内设置有大锥齿轮,所述大锥齿轮的侧面上开设有阿基米德螺旋槽;所述卡盘的表面上开设有至少3条设置在不同方向上的滑槽,所述开设的至少3条滑槽内均滑动设置有滑块;所述滑块的底部开设有阿基米德螺旋槽,滑块上的阿基米德螺旋槽与大锥齿轮上的阿基米德螺旋槽啮合;所述工装夹具还包括有活动卡爪和固定夹紧块;所述每个滑块的顶部上设置有一活动卡爪,每个活动卡爪分别与一固定夹紧块固定连接。