
一种飞轮齿圈加工方法及其齿圈车端面夹具.pdf

是你****岺呀

1/6
2/6
3/6

4/6
5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种飞轮齿圈加工方法及其齿圈车端面夹具.pdf
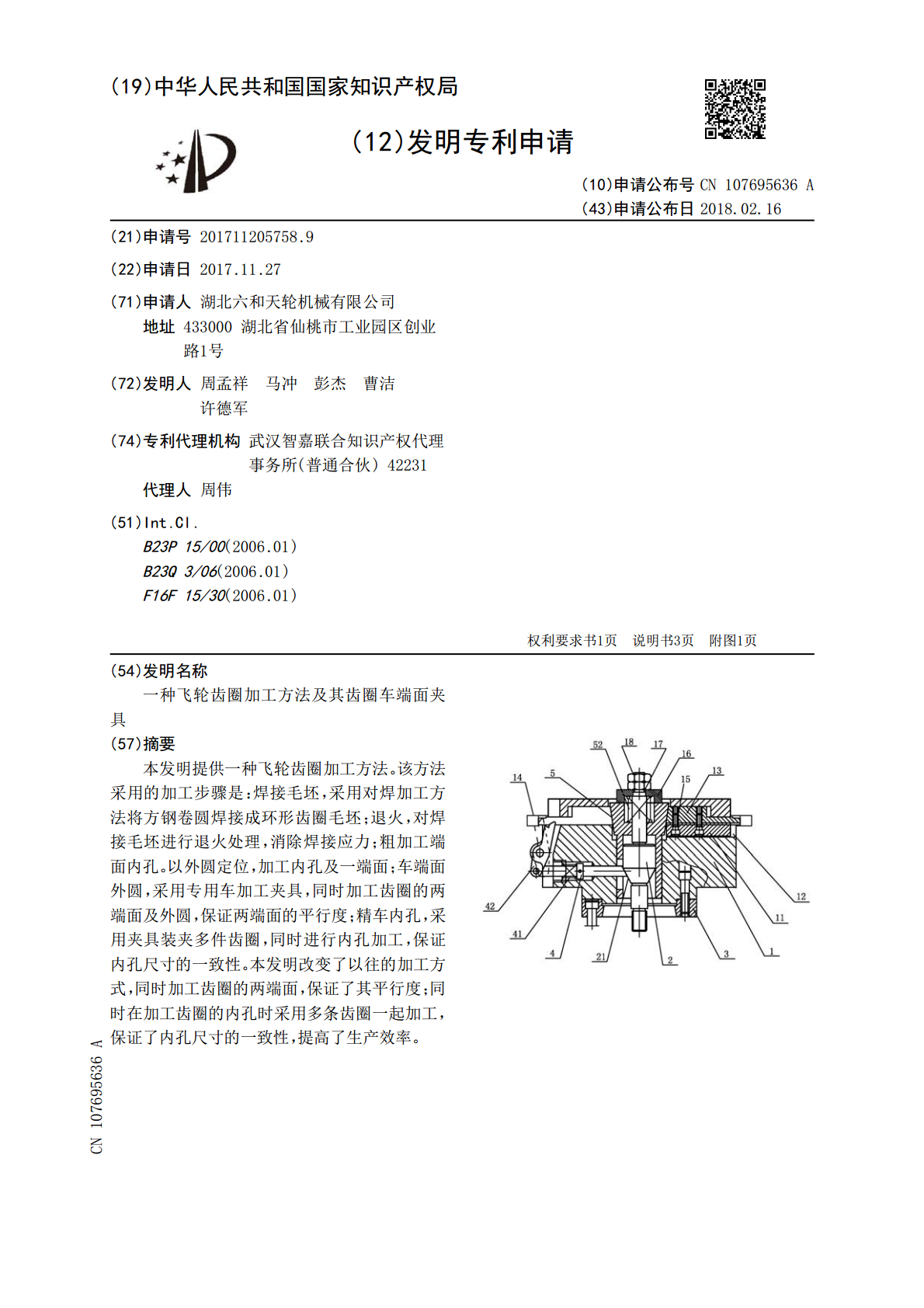
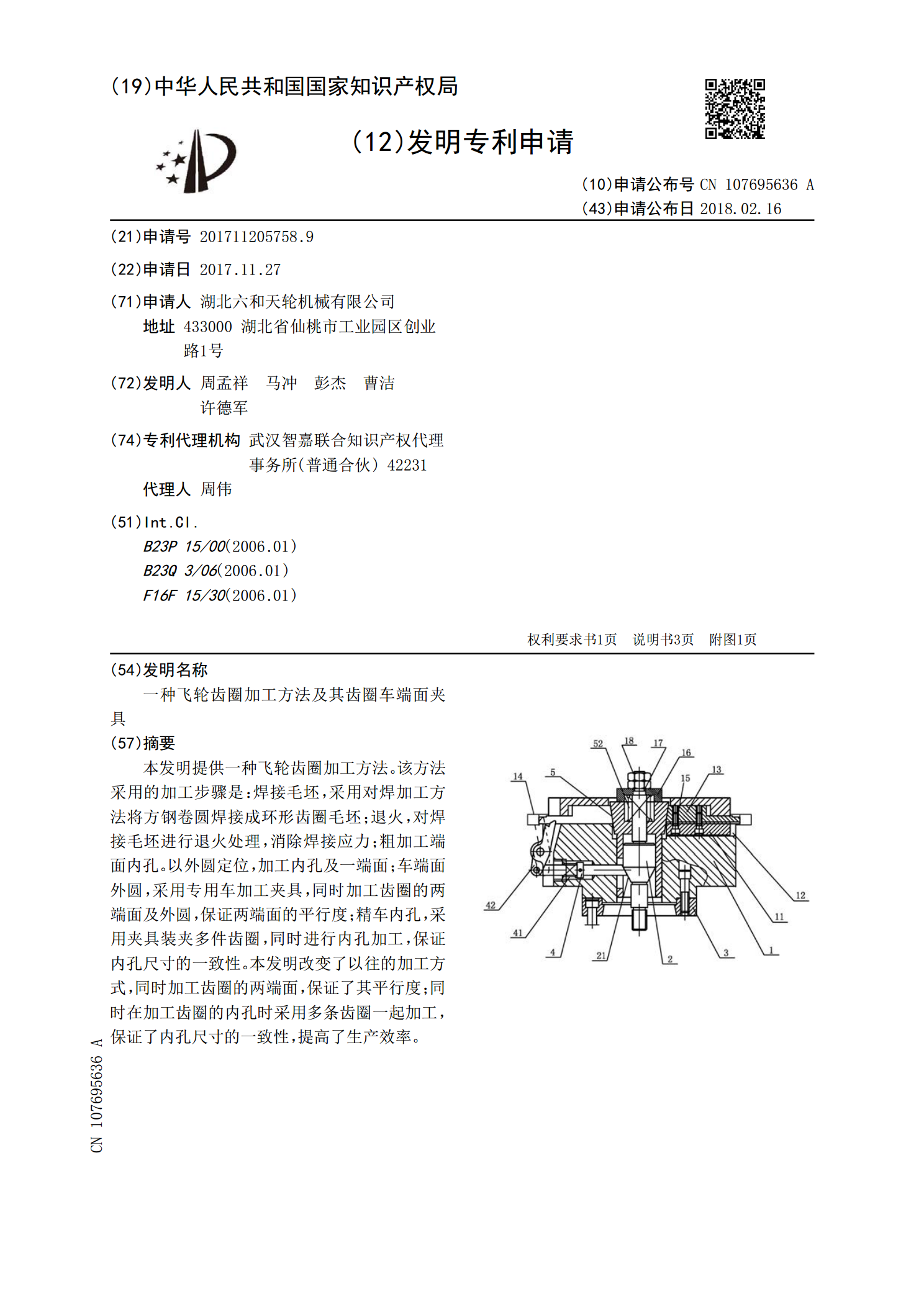
本发明提供一种飞轮齿圈加工方法。该方法采用的加工步骤是:焊接毛坯,采用对焊加工方法将方钢卷圆焊接成环形齿圈毛坯;退火,对焊接毛坯进行退火处理,消除焊接应力;粗加工端面内孔。以外圆定位,加工内孔及一端面;车端面外圆,采用专用车加工夹具,同时加工齿圈的两端面及外圆,保证两端面的平行度;精车内孔,采用夹具装夹多件齿圈,同时进行内孔加工,保证内孔尺寸的一致性。本发明改变了以往的加工方式,同时加工齿圈的两端面,保证了其平行度;同时在加工齿圈的内孔时采用多条齿圈一起加工,保证了内孔尺寸的一致性,提高了生产效率。
一种端面齿加工夹具及其加工方法.pdf
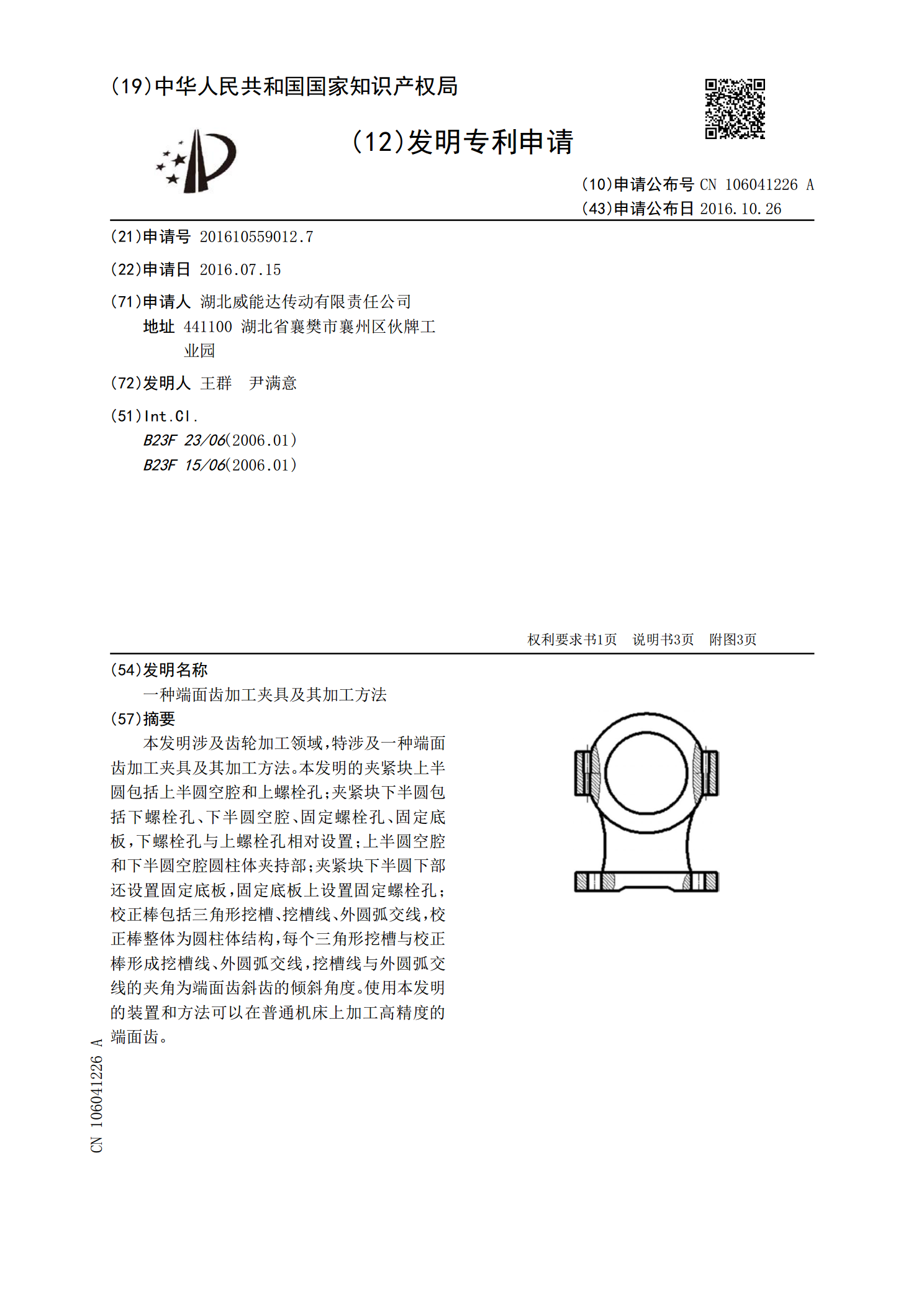
本发明涉及齿轮加工领域,特涉及一种端面齿加工夹具及其加工方法。本发明的夹紧块上半圆包括上半圆空腔和上螺栓孔;夹紧块下半圆包括下螺栓孔、下半圆空腔、固定螺栓孔、固定底板,下螺栓孔与上螺栓孔相对设置;上半圆空腔和下半圆空腔圆柱体夹持部;夹紧块下半圆下部还设置固定底板,固定底板上设置固定螺栓孔;校正棒包括三角形挖槽、挖槽线、外圆弧交线,校正棒整体为圆柱体结构,每个三角形挖槽与校正棒形成挖槽线、外圆弧交线,挖槽线与外圆弧交线的夹角为端面齿斜齿的倾斜角度。使用本发明的装置和方法可以在普通机床上加工高精度的端面齿。

齿圈弧形部车加工专用夹具.pdf
本发明涉及一种齿圈弧形部车加工专用夹具,包括中部具有通孔(1-1)的车床安装盘(1),其特征在于:所述安装盘(1)上连接有用以安装待加工齿轮件的定位盘(2),所述定位盘(2)的周部上开设有与待加工齿轮件需加工弧形部相一致的弧形口(2-1)。本发明结合在车床上时,能满足加工企业对齿轮齿圈弧形部的加工要求,丰富了车床的加工功能,也给企业减少了生产成本。
一种用于齿圈与齿轮压合的齿圈加工方法和夹具.pdf
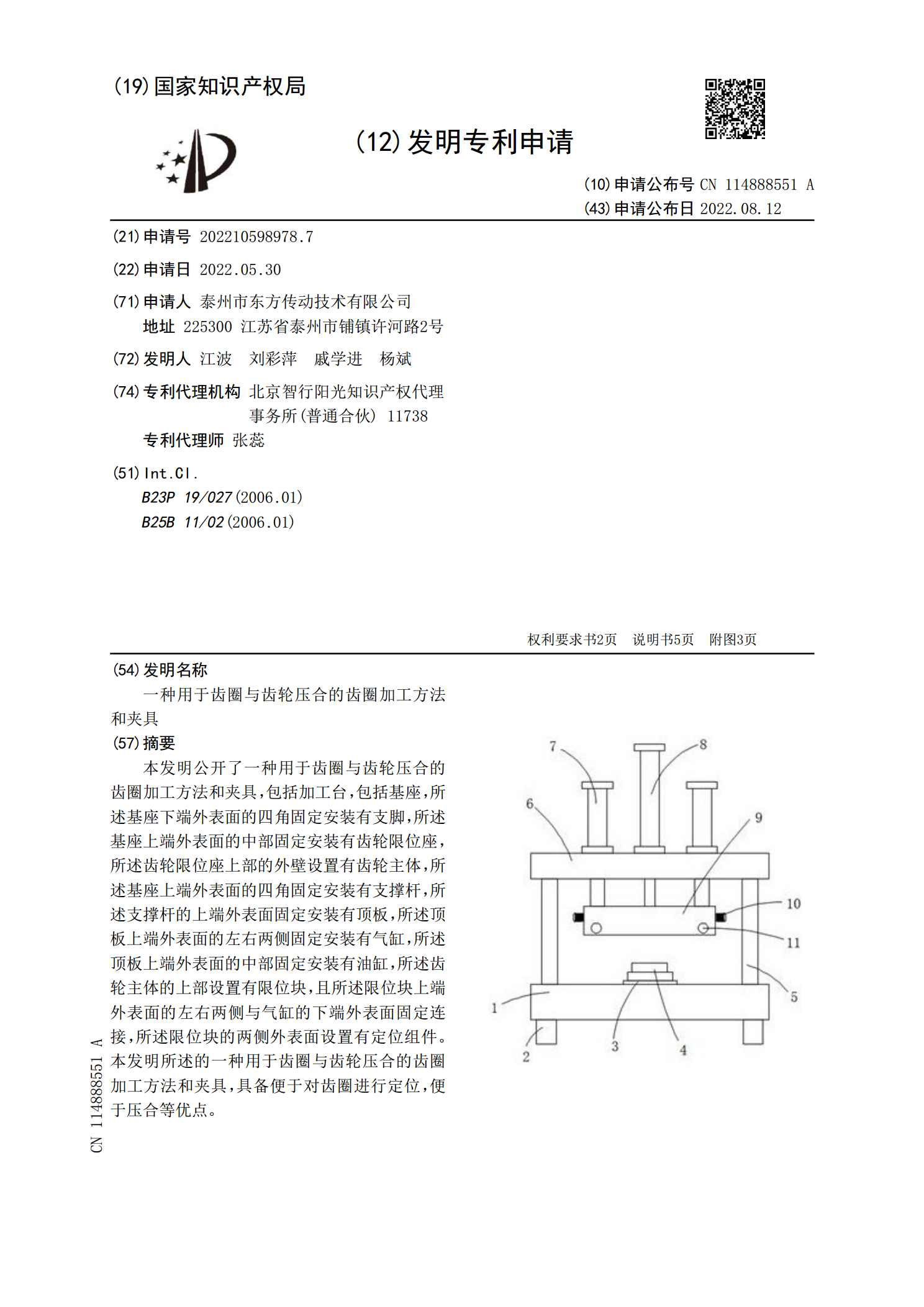
本发明公开了一种用于齿圈与齿轮压合的齿圈加工方法和夹具,包括加工台,包括基座,所述基座下端外表面的四角固定安装有支脚,所述基座上端外表面的中部固定安装有齿轮限位座,所述齿轮限位座上部的外壁设置有齿轮主体,所述基座上端外表面的四角固定安装有支撑杆,所述支撑杆的上端外表面固定安装有顶板,所述顶板上端外表面的左右两侧固定安装有气缸,所述顶板上端外表面的中部固定安装有油缸,所述齿轮主体的上部设置有限位块,且所述限位块上端外表面的左右两侧与气缸的下端外表面固定连接,所述限位块的两侧外表面设置有定位组件。本发明所述的
一种飞轮齿圈外圆和端面的加工夹具.pdf
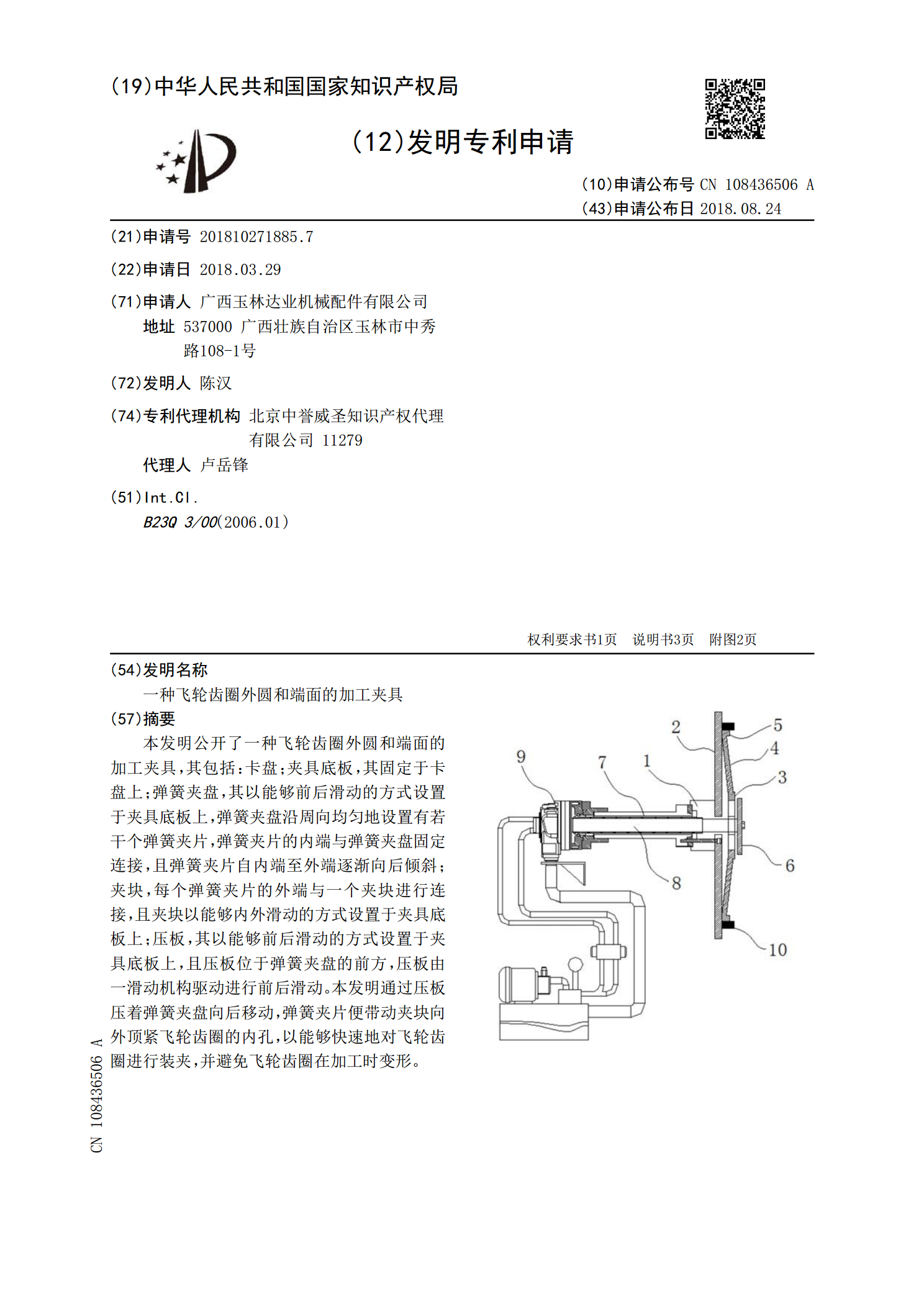
本发明公开了一种飞轮齿圈外圆和端面的加工夹具,其包括:卡盘;夹具底板,其固定于卡盘上;弹簧夹盘,其以能够前后滑动的方式设置于夹具底板上,弹簧夹盘沿周向均匀地设置有若干个弹簧夹片,弹簧夹片的内端与弹簧夹盘固定连接,且弹簧夹片自内端至外端逐渐向后倾斜;夹块,每个弹簧夹片的外端与一个夹块进行连接,且夹块以能够内外滑动的方式设置于夹具底板上;压板,其以能够前后滑动的方式设置于夹具底板上,且压板位于弹簧夹盘的前方,压板由一滑动机构驱动进行前后滑动。本发明通过压板压着弹簧夹盘向后移动,弹簧夹片便带动夹块向外顶紧飞轮齿