
多功能磨切金刚石磨轮及其制备工艺.pdf

莉娜****ua

1/10
2/10
3/10

4/10

5/10

6/10

7/10

8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
多功能磨切金刚石磨轮及其制备工艺.pdf
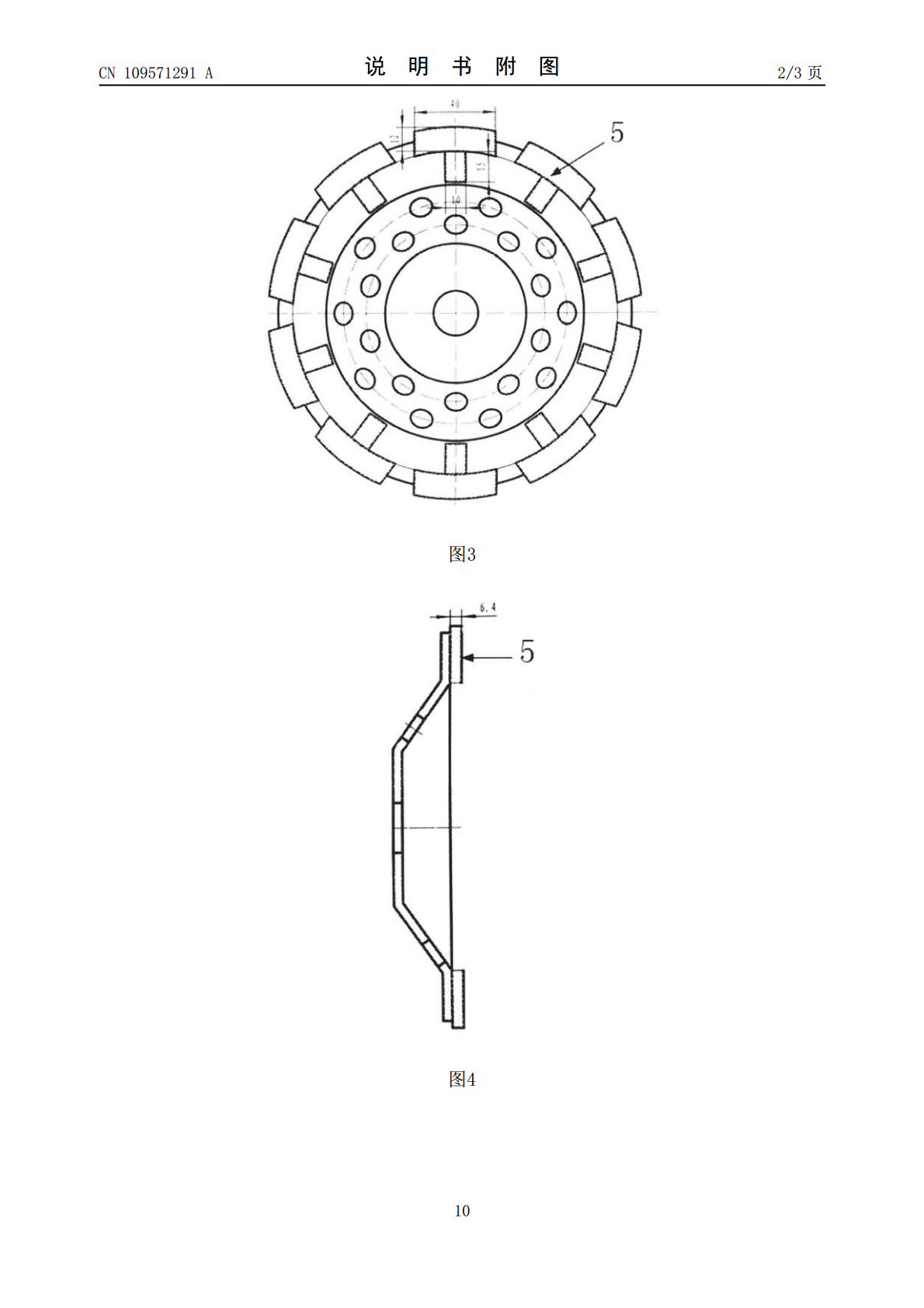
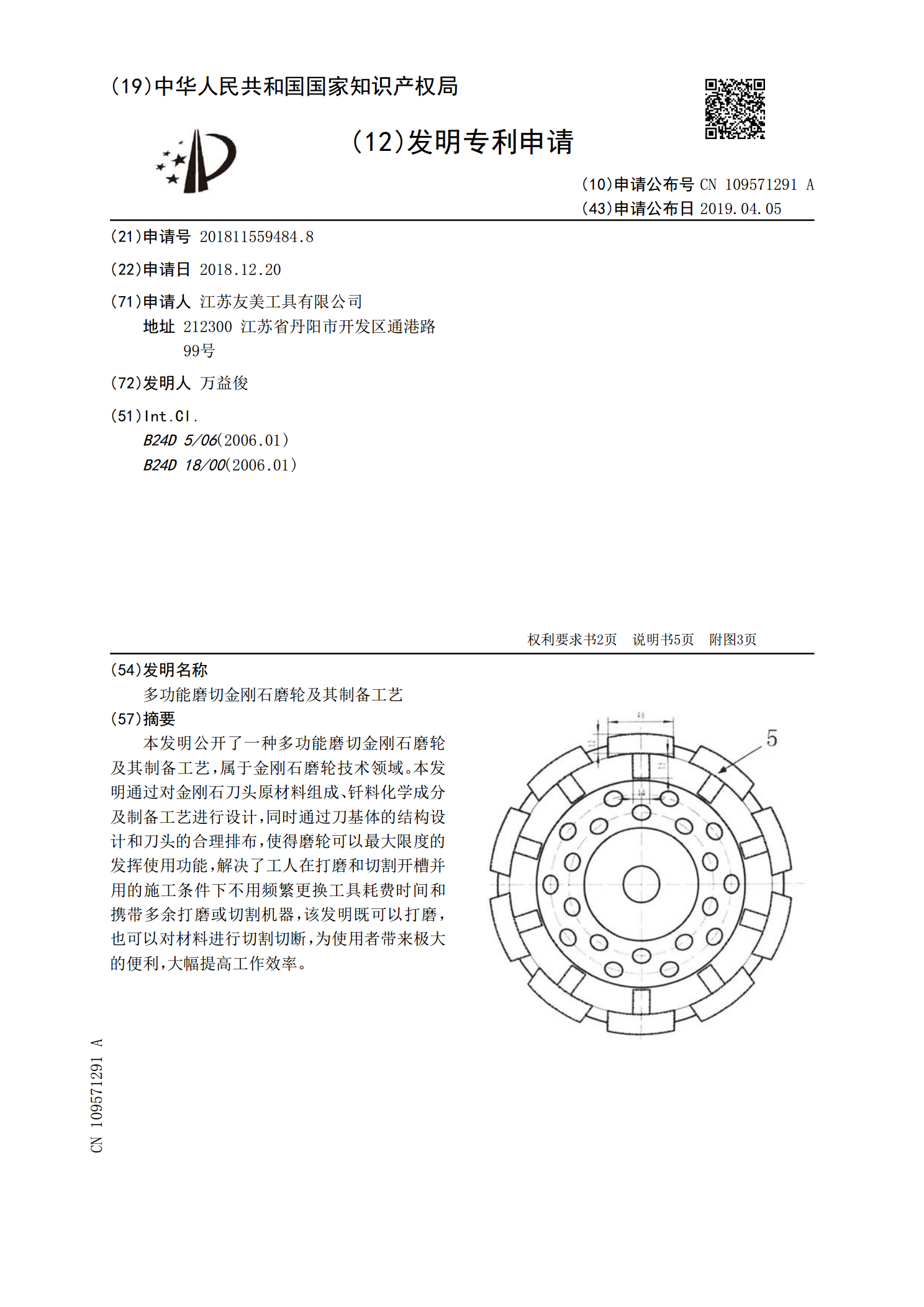
本发明公开了一种多功能磨切金刚石磨轮及其制备工艺,属于金刚石磨轮技术领域。本发明通过对金刚石刀头原材料组成、钎料化学成分及制备工艺进行设计,同时通过刀基体的结构设计和刀头的合理排布,使得磨轮可以最大限度的发挥使用功能,解决了工人在打磨和切割开槽并用的施工条件下不用频繁更换工具耗费时间和携带多余打磨或切割机器,该发明既可以打磨,也可以对材料进行切割切断,为使用者带来极大的便利,大幅提高工作效率。
青铜结合剂及其制作的金刚石磨轮和磨轮的制备方法.pdf
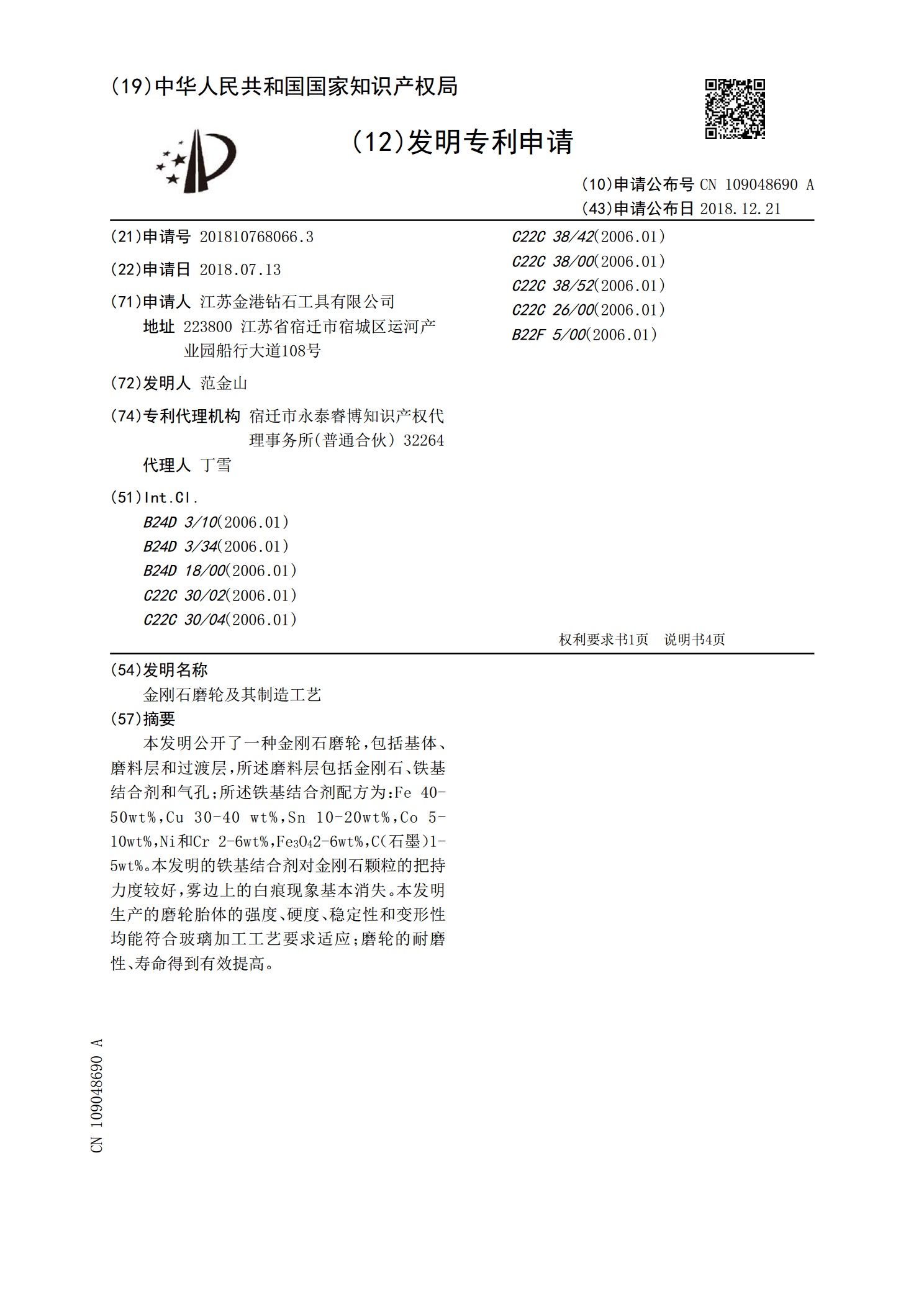
本发明公开一种青铜结合剂,还公开了改青铜结合剂制作的金刚石磨轮和磨轮的制备方法。所述方法是按照下述步骤进行的:(1)将金刚石磨料、液体石蜡、青铜结合剂混合均匀;(2)将钢基体和模具组装好;(3)将步骤(1)中的混合物投入模具中,刮平、预压后放入双体烧结炉烧结;(4)将步骤(3)中得到的毛坯加工至相应尺寸。本发明将Cu、Co、Fe按照合理的比例混合,并增加了Ti,提高了结合剂对金刚石的粘接强度,提高了金刚石磨轮产品的耐磨性。所制备的四边磨金刚石磨轮在双体烧结炉中烧结后,其性能稳定,使用时间长。所加工玻璃爆边
金刚石磨轮及其制造工艺.pdf
本发明公开了一种金刚石磨轮,包括基体、磨料层和过渡层,所述磨料层包括金刚石、铁基结合剂和气孔;所述铁基结合剂配方为:Fe40‑50wt%,Cu30‑40wt%,Sn10‑20wt%,Co5‑10wt%,Ni和Cr2‑6wt%,Fe

一种干磨金刚石磨轮.pdf
本发明公开了一种干磨金刚石磨轮,属于建筑材料用磨具技术领域。该干磨金刚石磨轮包括磨轮基体和设于磨轮基体上的金刚石刀头,所述磨轮基体为圆盘状,磨轮基体的外边缘为环形平面;所述金刚石刀头为多个,均匀分布于磨轮基体的环形平面上;所述金刚石刀头为中部开设方形通孔的圆饼状结构;所述磨轮基体的环形平面上开设环形散热孔,环形散热孔的开设位置与每个金刚石刀头上方形通孔的位置相对应。本发明通过刀头和基体的特殊设计,使得磨轮可以更加有效的排屑,散热,解决了在无冷却水的环境中可持续工作问题,为广大施工人员解决在冷却条件苛刻的环
一种新型钎焊金刚石磨具及其制备工艺.pdf
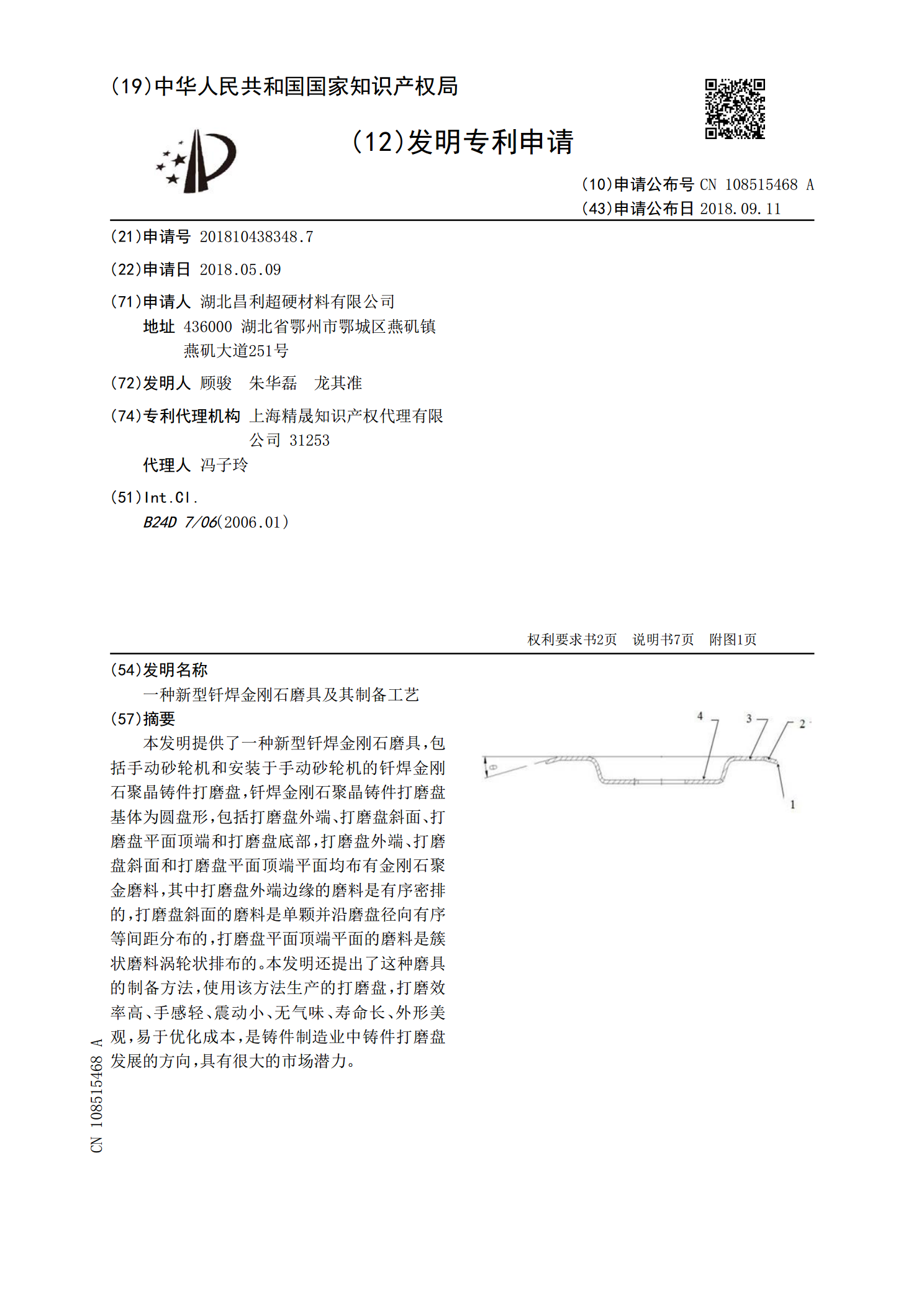
本发明提供了一种新型钎焊金刚石磨具,包括手动砂轮机和安装于手动砂轮机的钎焊金刚石聚晶铸件打磨盘,钎焊金刚石聚晶铸件打磨盘基体为圆盘形,包括打磨盘外端、打磨盘斜面、打磨盘平面顶端和打磨盘底部,打磨盘外端、打磨盘斜面和打磨盘平面顶端平面均布有金刚石聚金磨料,其中打磨盘外端边缘的磨料是有序密排的,打磨盘斜面的磨料是单颗并沿磨盘径向有序等间距分布的,打磨盘平面顶端平面的磨料是簇状磨料涡轮状排布的。本发明还提出了这种磨具的制备方法,使用该方法生产的打磨盘,打磨效率高、手感轻、震动小、无气味、寿命长、外形美观,易于优