
一种小模数齿轮用还原铁粉的成型工艺.pdf

是你****嘉嘉

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种小模数齿轮用还原铁粉的成型工艺.pdf
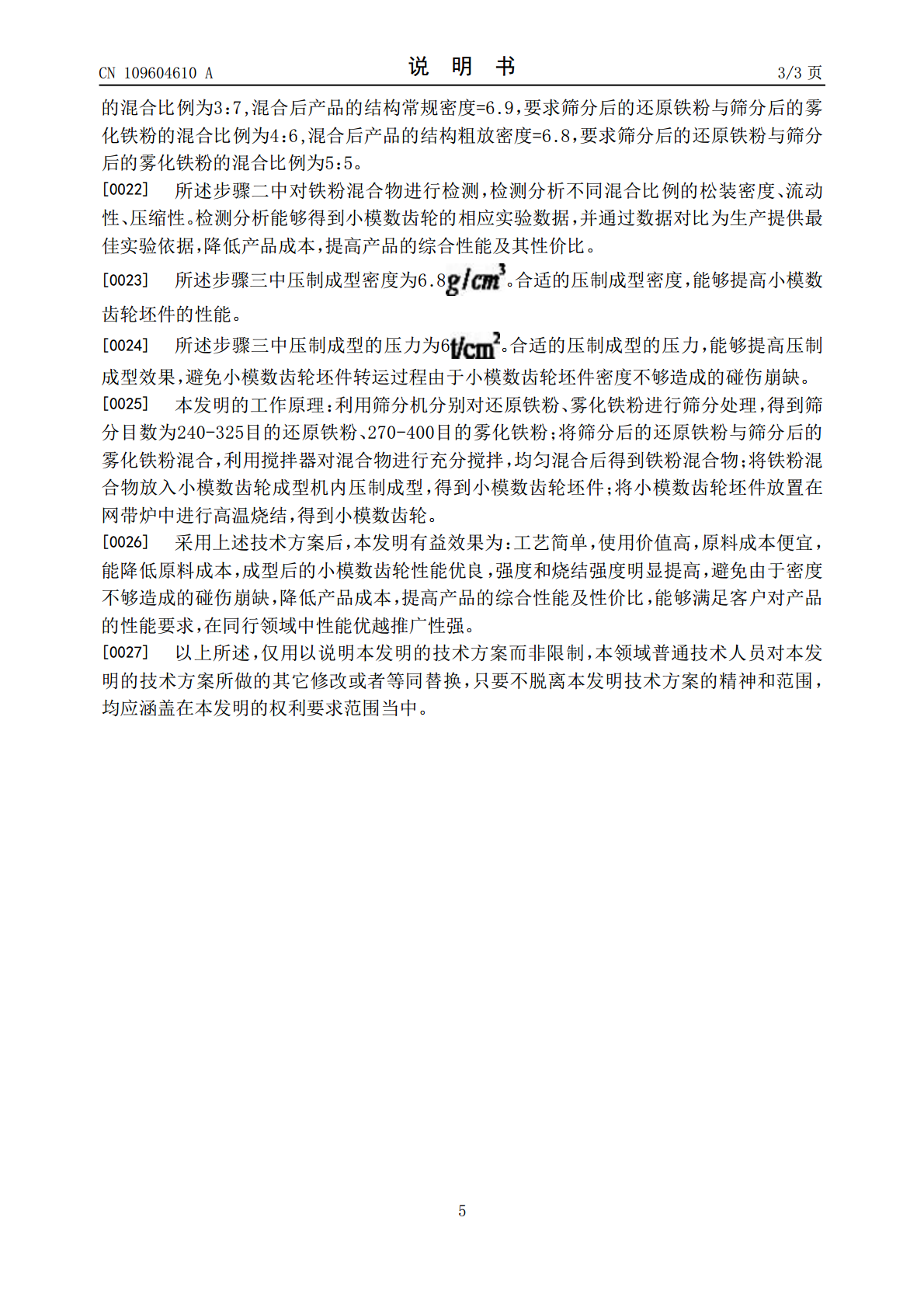
一种小模数齿轮用还原铁粉的成型工艺,它涉及齿轮成型工艺技术领域。它包含如下步骤:利用筛分机分别对还原铁粉、雾化铁粉进行筛分处理,得到筛分目数为240‑325目的还原铁粉、270‑400目的雾化铁粉;将筛分后的还原铁粉与筛分后的雾化铁粉混合,利用搅拌器对混合物进行充分搅拌,均匀混合后得到铁粉混合物。采用上述技术方案后,本发明有益效果为:工艺简单,使用价值高,原料成本便宜,能降低原料成本,成型后的小模数齿轮性能优良,强度和烧结强度明显提高,避免由于密度不够造成的碰伤崩缺,降低产品成本,提高产品的综合性能及性价
小模数齿轮冷锻成型工艺.pdf
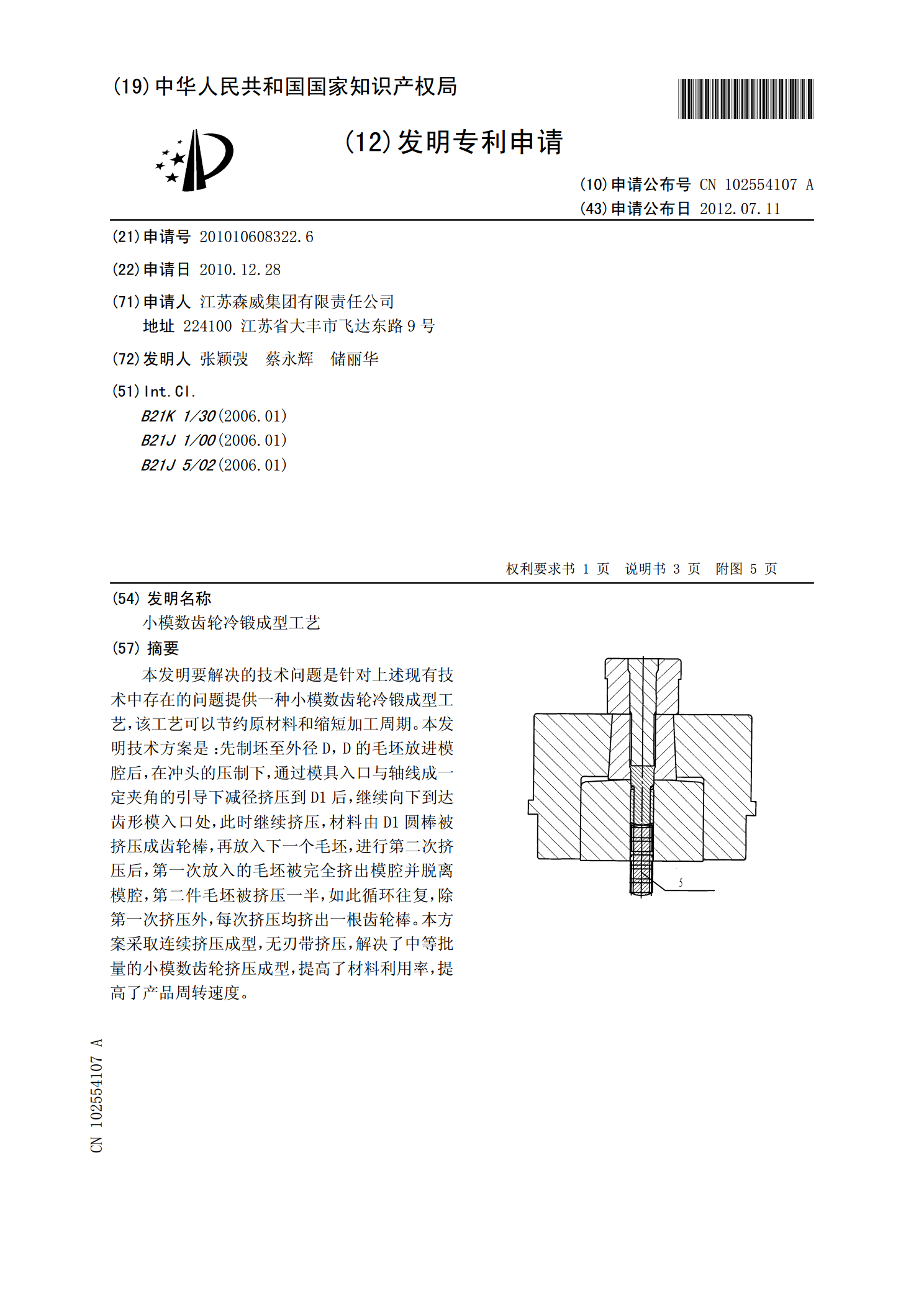
本发明要解决的技术问题是针对上述现有技术中存在的问题提供一种小模数齿轮冷锻成型工艺,该工艺可以节约原材料和缩短加工周期。本发明技术方案是:先制坯至外径D,D的毛坯放进模腔后,在冲头的压制下,通过模具入口与轴线成一定夹角的引导下减径挤压到D1后,继续向下到达齿形模入口处,此时继续挤压,材料由D1圆棒被挤压成齿轮棒,再放入下一个毛坯,进行第二次挤压后,第一次放入的毛坯被完全挤出模腔并脱离模腔,第二件毛坯被挤压一半,如此循环往复,除第一次挤压外,每次挤压均挤出一根齿轮棒。本方案采取连续挤压成型,无刃带挤压,解决
一种高效还原铁粉成型工艺.pdf
本发明提供一种高效还原铁粉成型工艺,包括以下步骤:将转底炉直接还原‑磨矿磁选后的铁精粉烘干,烘干至水分含量为3%‑5%;烘干后的铁精粉与无机粘结剂按配比在常温下混合均匀得到混合物;铁精粉、无机粘结剂的重量比为30~40:1;得到的混合物送入高压压球机加压成型得到铁块;得到的铁块送入养护车间得到产品还原铁块,养护时间为24h。本发明对铁精粉的品质没有特定要求、粘结剂来源广泛且成本低廉、工艺操作简单、设备需求简单成本低,实现全自动化,生产能力大,节省成本;成型的混合物料块品质均匀性好、抗压强度大;以磨矿磁选后
一种改善还原铁粉性能的还原铁粉生产工艺.pdf
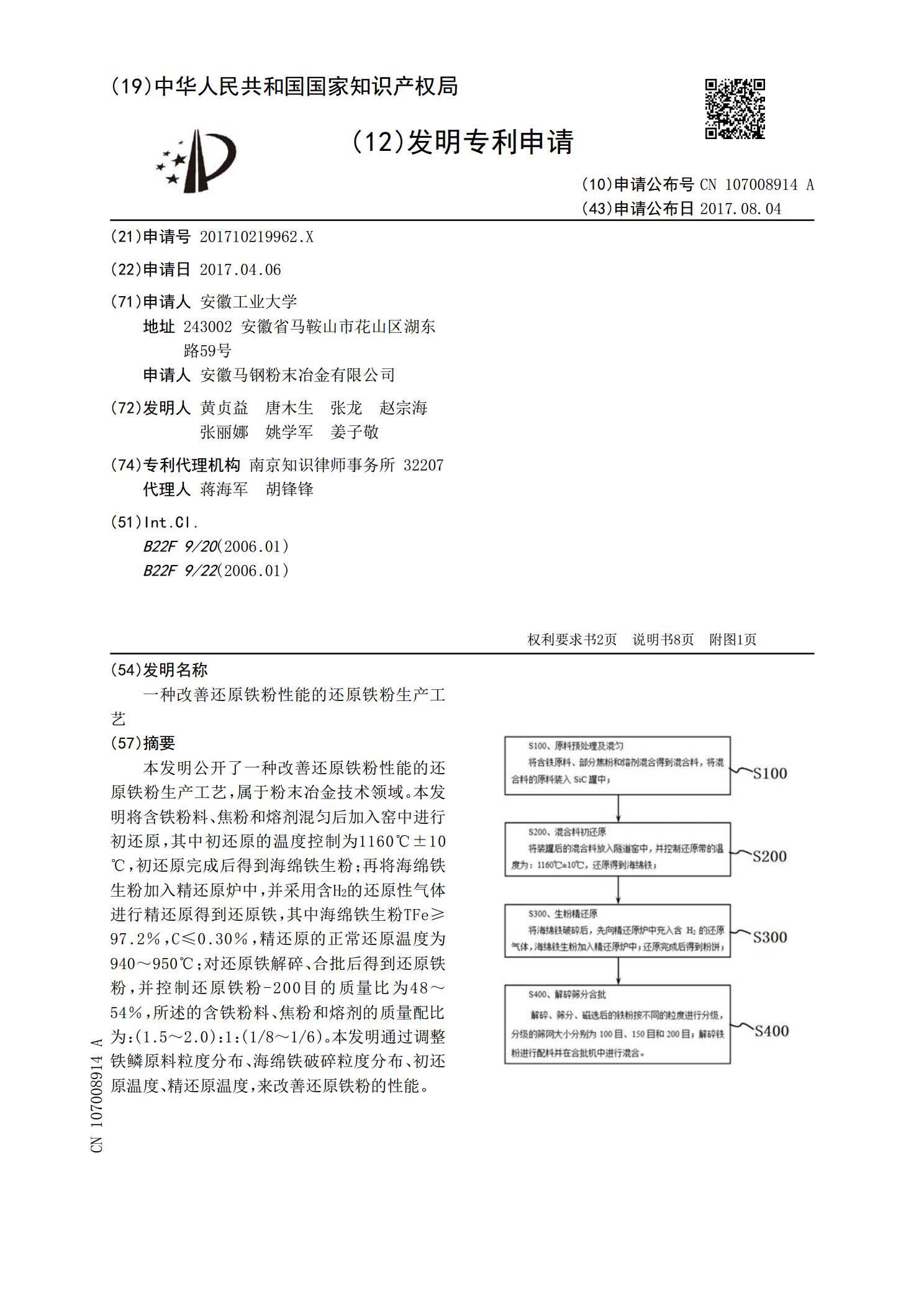
本发明公开了一种改善还原铁粉性能的还原铁粉生产工艺,属于粉末冶金技术领域。本发明将含铁粉料、焦粉和熔剂混匀后加入窑中进行初还原,其中初还原的温度控制为1160℃±10℃,初还原完成后得到海绵铁生粉;再将海绵铁生粉加入精还原炉中,并采用含H

一种大直径小模数齿轮淬火工艺.pdf
本发明公开了一种大直径小模数齿轮淬火工艺,通过感应加热器在齿轮表面来回移动反复对齿轮表面进行高温加热处理达到淬火效果,使齿轮有较高的齿面硬度,而且齿部及齿根均有足够的硬化层,减少齿轮出现裂纹的几率,提高齿轮的整体质量。