
挂胶负重轮生产系统及其生产挂胶负重轮的方法.pdf

猫巷****志敏


1/9
2/9

3/9

4/9
5/9

6/9

7/9

8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
挂胶负重轮生产系统及其生产挂胶负重轮的方法.pdf
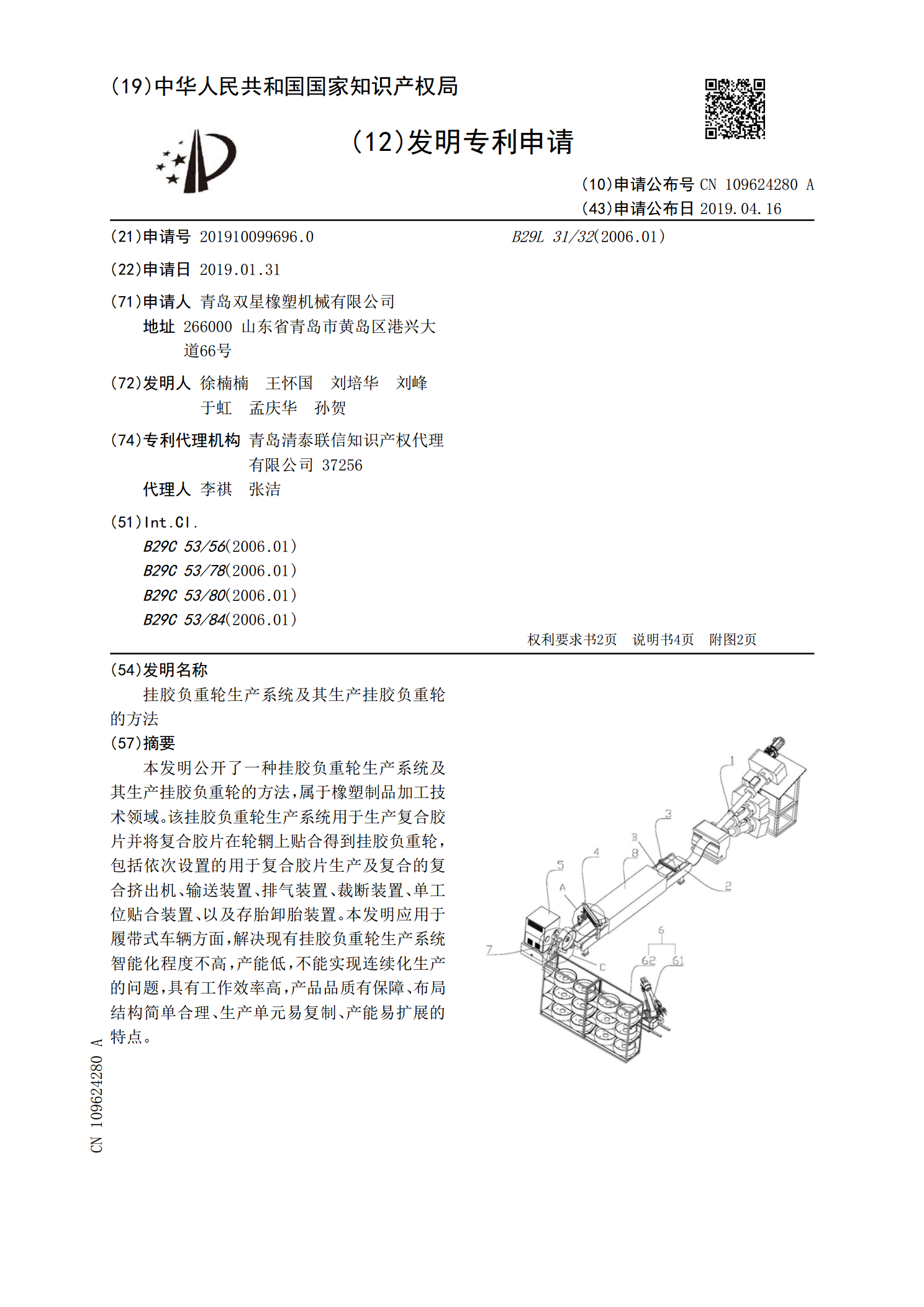
本发明公开了一种挂胶负重轮生产系统及其生产挂胶负重轮的方法,属于橡塑制品加工技术领域。该挂胶负重轮生产系统用于生产复合胶片并将复合胶片在轮辋上贴合得到挂胶负重轮,包括依次设置的用于复合胶片生产及复合的复合挤出机、输送装置、排气装置、裁断装置、单工位贴合装置、以及存胎卸胎装置。本发明应用于履带式车辆方面,解决现有挂胶负重轮生产系统智能化程度不高,产能低,不能实现连续化生产的问题,具有工作效率高,产品品质有保障、布局结构简单合理、生产单元易复制、产能易扩展的特点。
挂胶负重轮生产线.pdf
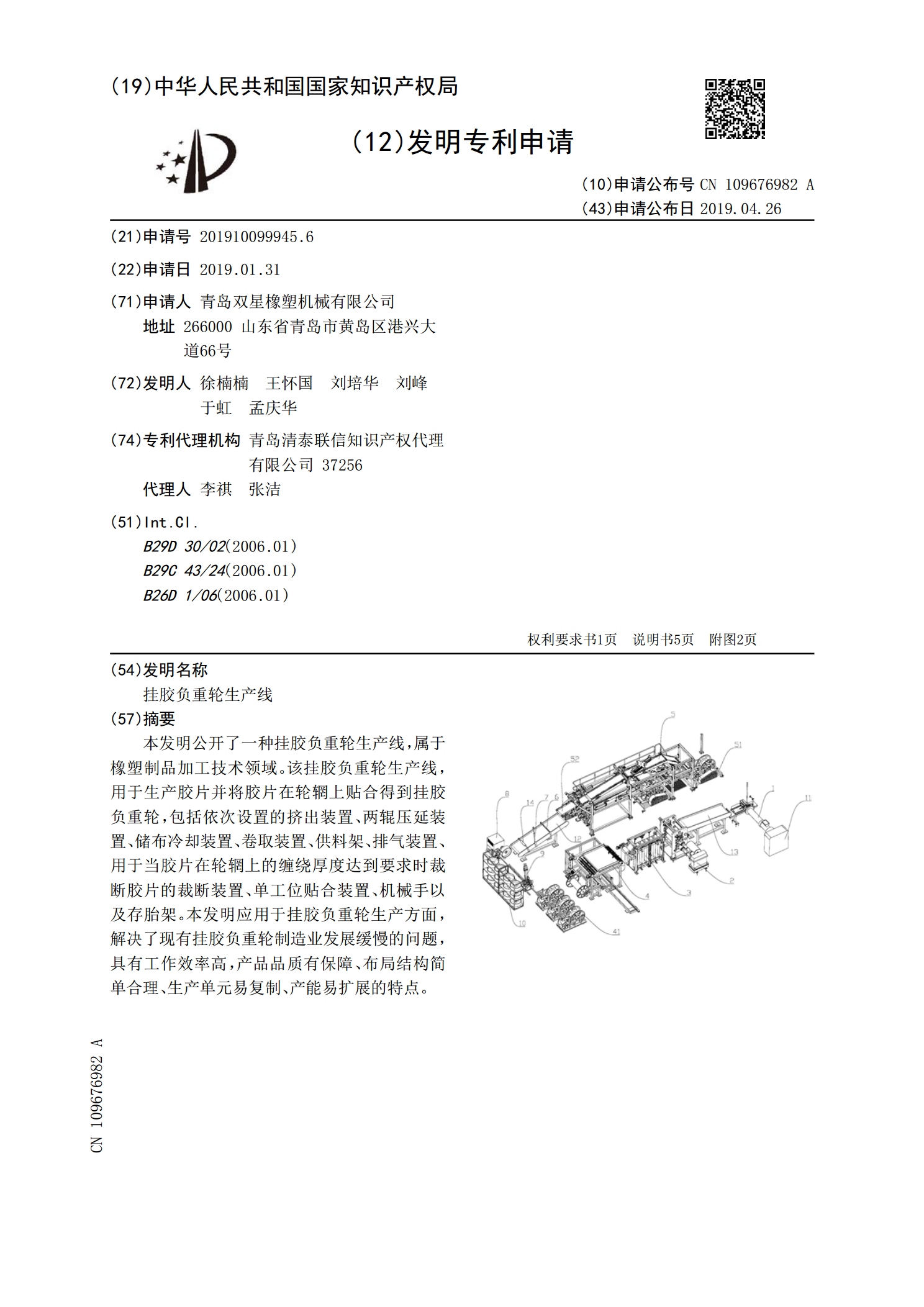
本发明公开了一种挂胶负重轮生产线,属于橡塑制品加工技术领域。该挂胶负重轮生产线,用于生产胶片并将胶片在轮辋上贴合得到挂胶负重轮,包括依次设置的挤出装置、两辊压延装置、储布冷却装置、卷取装置、供料架、排气装置、用于当胶片在轮辋上的缠绕厚度达到要求时裁断胶片的裁断装置、单工位贴合装置、机械手以及存胎架。本发明应用于挂胶负重轮生产方面,解决了现有挂胶负重轮制造业发展缓慢的问题,具有工作效率高,产品品质有保障、布局结构简单合理、生产单元易复制、产能易扩展的特点。
履带车辆负重轮挂胶及其制备方法.pdf
本发明公开了一种履带车辆负重轮挂胶,所述挂胶以重量份计含有如下组分:烟片胶:15‑30份,丁苯橡胶:15‑30份,软质炭黑:25‑50份,高耐磨炭黑:5‑20份,白炭黑:1‑3份,硫化剂:0.5‑2份,促进剂:0.5‑2份,防老剂:0.8‑2.5份,活性剂:2‑4,抗硫化返原剂:0.5‑2.5份,分散剂:0.2‑1.2份,防焦剂:0.05‑0.3份,硅烷偶联剂,0.3‑1.6份,其中所述软质炭黑为半补强炭黑,所述高耐磨炭黑为经过表面处理的N339,所述抗硫化返原剂为1,3‑双(柠糠酰亚胺甲基)苯。本发明所

一种径向加压式挂胶负重轮硫化模具.pdf
本发明属于橡胶轮胎硫化技术领域,涉及一种径向加压式挂胶负重轮硫化模具,解决了硫化过程胎体结构变化大、胎体性能稳定性差、模具难以同轴度、胎体动平衡性能差、硫化溢胶量大以及原材料利用率低的技术难题,上侧板和导环均安装在硫化机上热板上,导环内部有流道结构,内设置有硫化加热介质,滑块与花纹块固定一起,导环与滑块滑动配合,底板和下侧板固定安装在硫化机下热板上,挂胶负重轮轮辋由中心定位机构定位,顶环下方由油缸控制升降;本发明提供的挂胶负重轮硫化模具在合模过程中能进行自动定心,保证模具同轴度,可对胎胚施加径向压力,保证

电梯门挂轮及其生产方法.pdf
本发明提供了一种电梯门挂轮,包括轮毂、位于轮毂内侧的轴承、以及位于所述轴承内侧的中心轴,所述轮毂设有环形壁,该环形壁设有内壁面、外壁面及连接内、外壁面的两个侧面,所述外壁面上设有凹槽及设于凹槽内的聚氨酯胎圈层,所述凹槽的槽口由外向内逐渐变窄,所述聚氨酯胎圈层通过注塑成型的方式形成于所述凹槽内。与现有技术相比,本发明电梯门挂轮采用注塑工艺,较传统的浇注工艺而言设备、材料和人工成本都更低,且生产效率较高,制得的产品聚氨酯胎圈层和金属轮毂粘结力优良,且高承载下动态性能优异。