
一种超声振动辅助磨削与磁力抛光的复合加工系统及方法.pdf

元容****少女


1/9

2/9
3/9
4/9
5/9
6/9

7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种超声振动辅助磨削与磁力抛光的复合加工系统及方法.pdf
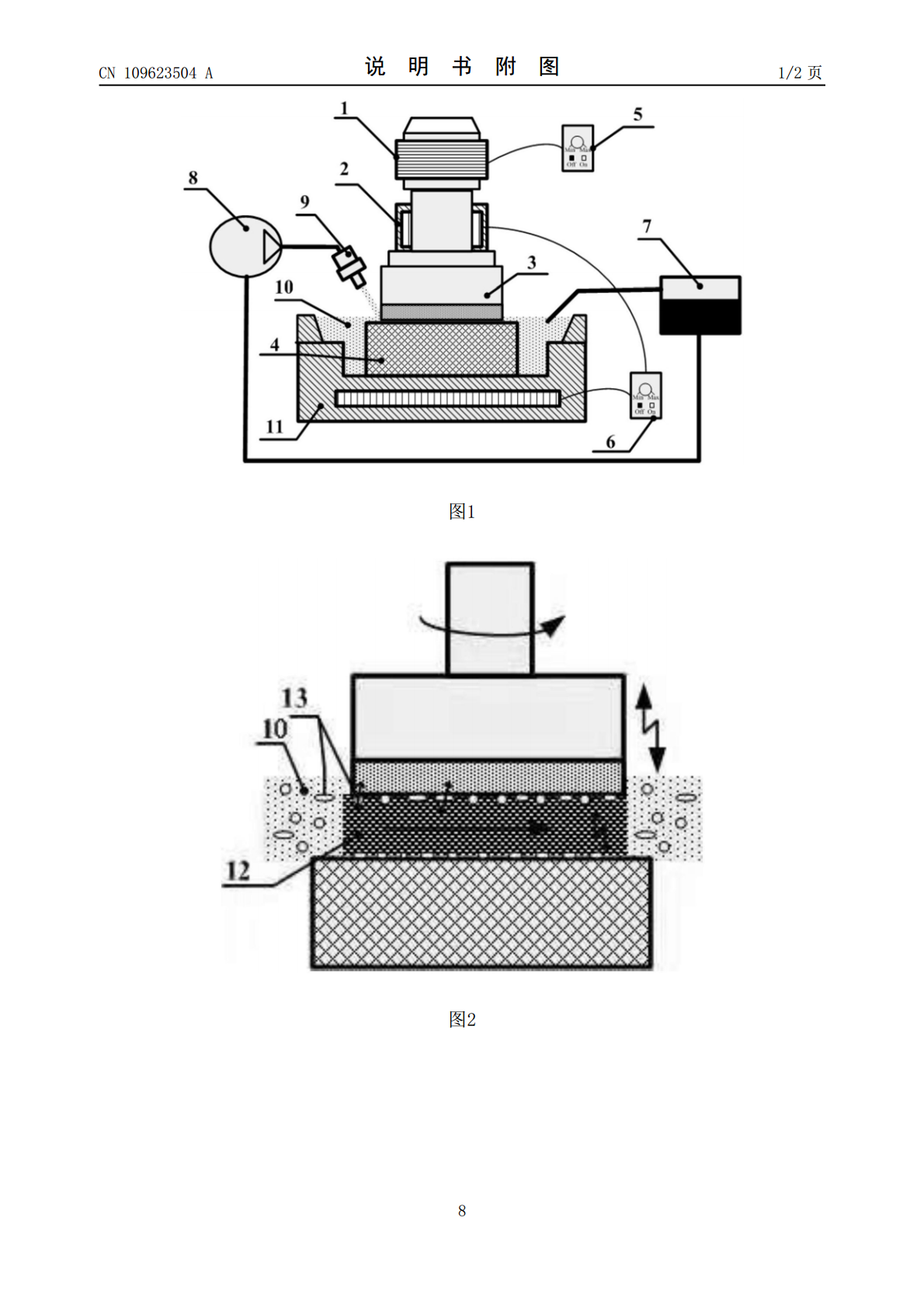
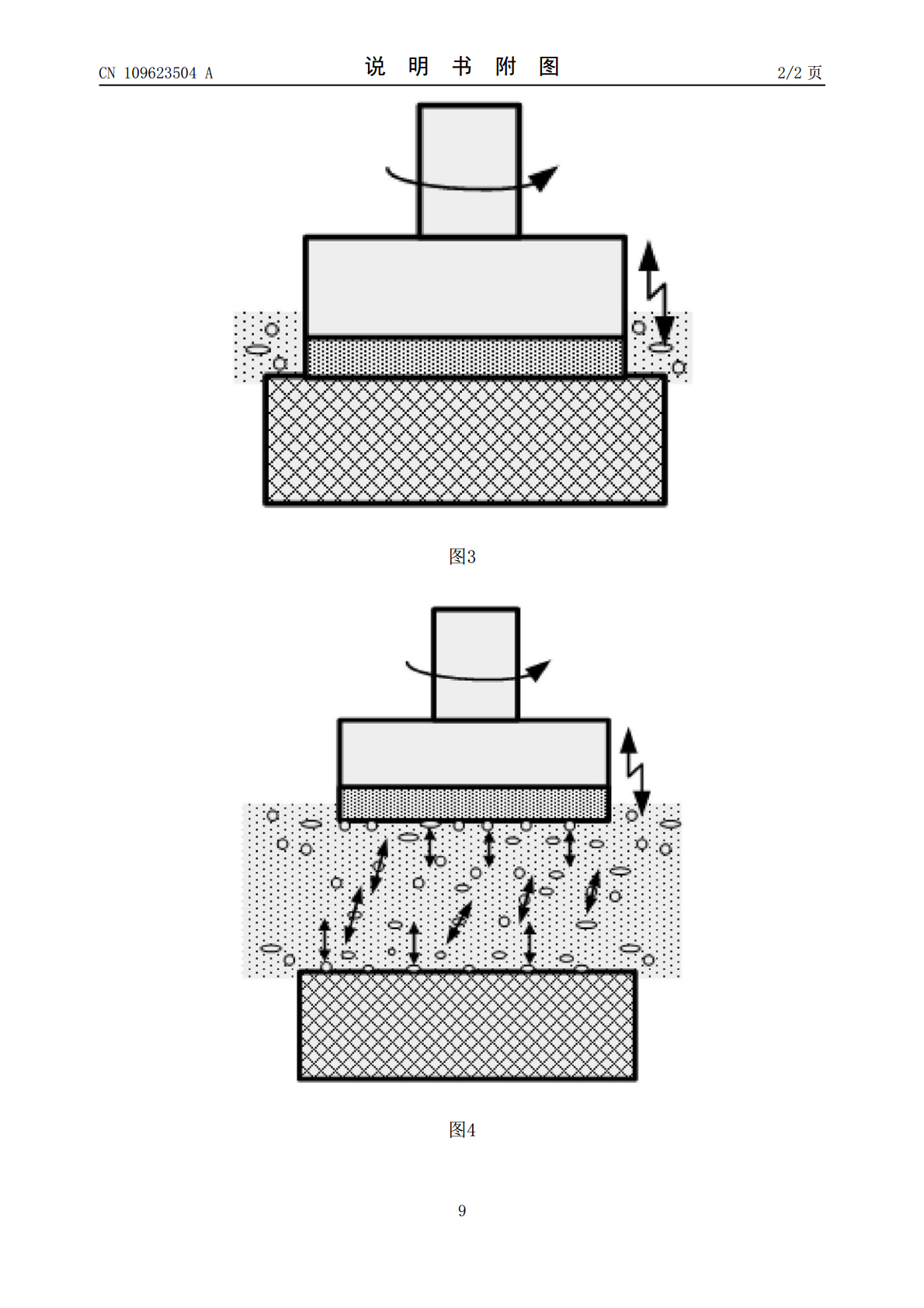
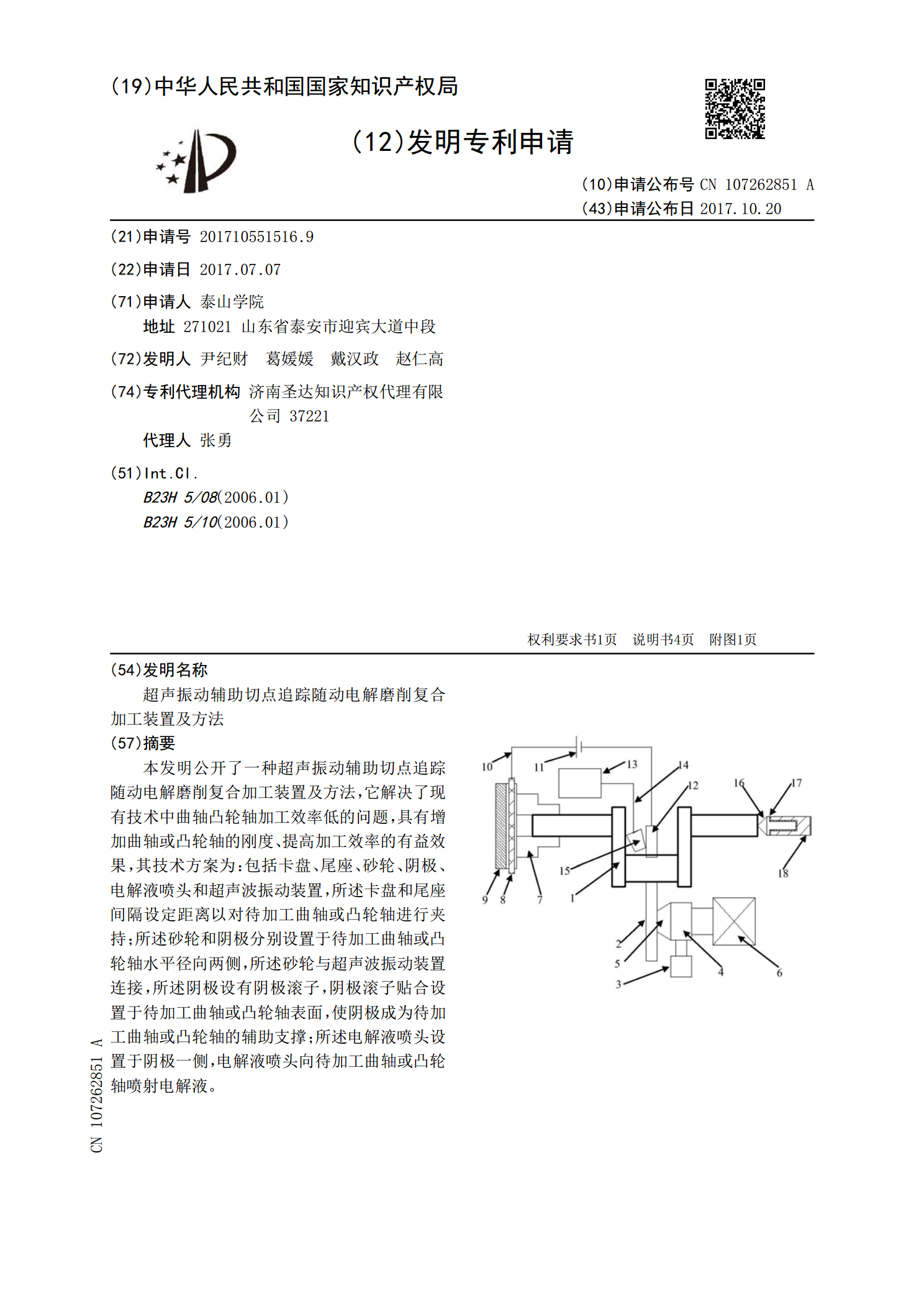
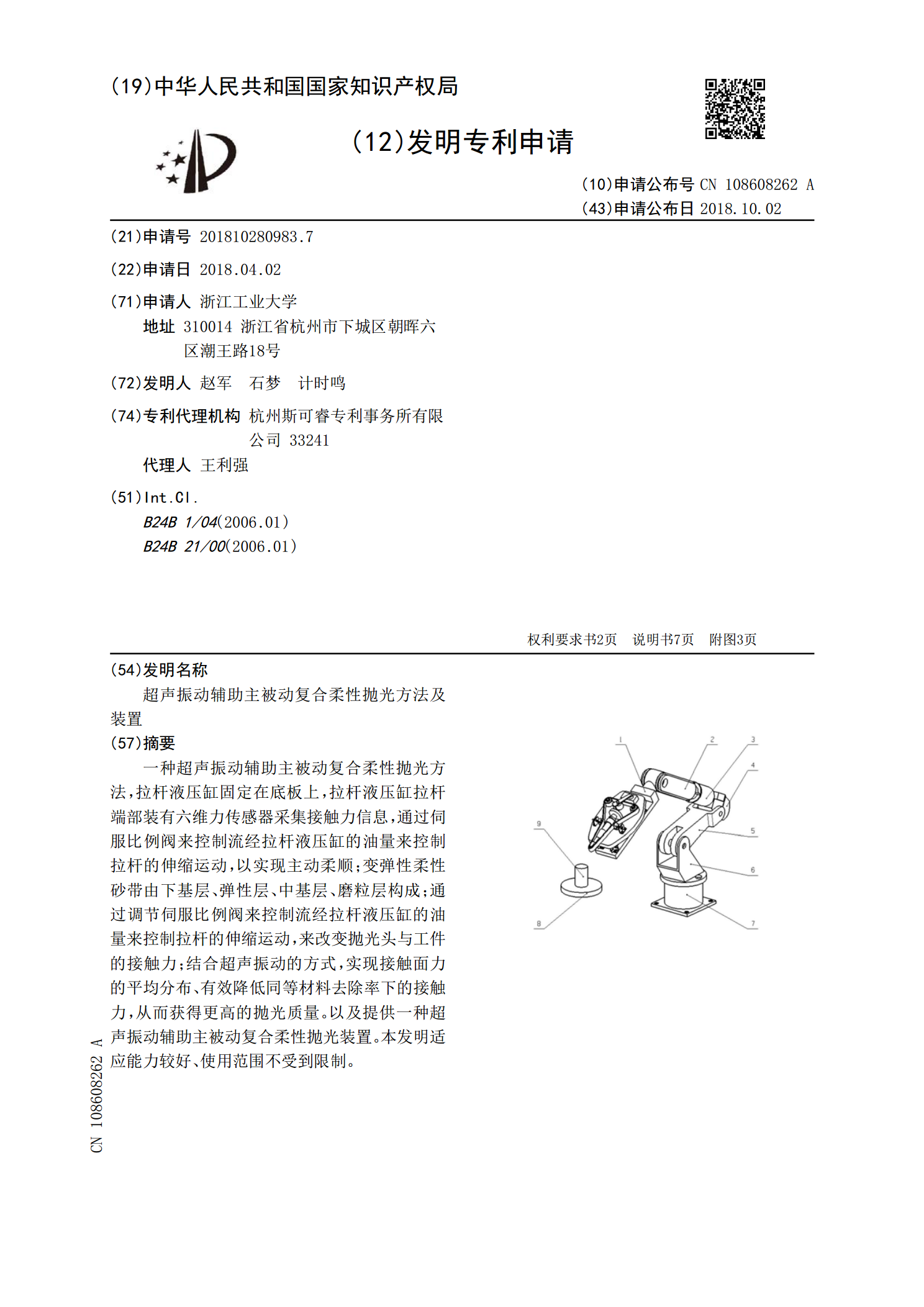
一种超声振动辅助磨削与磁力抛光的复合加工系统及方法,其超声振动使得金刚石砂轮或工件存在强迫往复振动,促使工作液中悬浮磨粒冲蚀被加工表面与修锐砂轮表面。当砂轮因振动离开接触工件时,磁流变液在流经砂轮与工件的间隙时,因受磁场力作用而发生磁流变效应,迅速固化而形成“弹性抛光膜”,磁流体里容纳的硬质磨粒均匀分布在“弹性抛光膜”表面,实现工件光整加工与砂轮修锐。当砂轮因振动恢复接触工件时,又直接参与磨削工件表面,砂轮的强迫往复振动,使得其与工件之间存在频繁的脉冲切削作用。本发明将超声加工、磨削加工与磁流体抛光三项技
超声振动辅助切点追踪随动电解磨削复合加工装置及方法.pdf
本发明公开了一种超声振动辅助切点追踪随动电解磨削复合加工装置及方法,它解决了现有技术中曲轴凸轮轴加工效率低的问题,具有增加曲轴或凸轮轴的刚度、提高加工效率的有益效果,其技术方案为:包括卡盘、尾座、砂轮、阴极、电解液喷头和超声波振动装置,所述卡盘和尾座间隔设定距离以对待加工曲轴或凸轮轴进行夹持;所述砂轮和阴极分别设置于待加工曲轴或凸轮轴水平径向两侧,所述砂轮与超声波振动装置连接,所述阴极设有阴极滚子,阴极滚子贴合设置于待加工曲轴或凸轮轴表面,使阴极成为待加工曲轴或凸轮轴的辅助支撑;所述电解液喷头设置于阴极一
超声振动辅助主被动复合柔性抛光方法及装置.pdf
一种超声振动辅助主被动复合柔性抛光方法,拉杆液压缸固定在底板上,拉杆液压缸拉杆端部装有六维力传感器采集接触力信息,通过伺服比例阀来控制流经拉杆液压缸的油量来控制拉杆的伸缩运动,以实现主动柔顺;变弹性柔性砂带由下基层、弹性层、中基层、磨粒层构成;通过调节伺服比例阀来控制流经拉杆液压缸的油量来控制拉杆的伸缩运动,来改变抛光头与工件的接触力;结合超声振动的方式,实现接触面力的平均分布、有效降低同等材料去除率下的接触力,从而获得更高的抛光质量。以及提供一种超声振动辅助主被动复合柔性抛光装置。本发明适应能力较好、使

一种超声振动辅助放电磨削加工装置及方法.pdf
本发明公开了一种超声振动辅助放电磨削加工装置,包括安装有金刚石砂轮的超精密磨床、脉冲电源、脉冲放电参数采集系统、固定在超精密磨床工作台上用于安装工件并使工件产生轴向振动的超声振动辅助装置,数据处理及调节系统,用于分析超声振动辅助装置的振动参数及实时获取的脉冲放电参数、磨削参数,利用超精密磨床的磨床CNC计算机控制系统自适应地调节脉冲电源的放电参数、磨床的磨削参数及超声振动辅助装置振动参数实现超声振动辅助放电磨削加工。本发明还提供了一种超声振动辅助放电磨削加工方法。本发明利用轴向超声振动,调节砂轮磨粒与工件

超声振动辅助磨削-脉冲放电复合加工控制系统设计及应用.docx
超声振动辅助磨削-脉冲放电复合加工控制系统设计及应用超声振动辅助磨削-脉冲放电复合加工控制系统设计及应用摘要:在复合加工技术中,超声振动辅助磨削和脉冲放电是一种有效的加工方法。本文旨在设计一种控制系统,实现超声振动辅助磨削和脉冲放电的联合加工,并探讨其在工业应用中的优势和应用前景。关键词:超声振动辅助磨削;脉冲放电;复合加工;控制系统1.引言超声振动辅助磨削和脉冲放电分别是近年来发展迅速的两种特殊加工方法。其中,超声振动辅助磨削通过磨削的过程中引入高频振动,可提高磨削精度和效率,减少表面残留应力和磨损。而