
一种超声振动辅助放电磨削加工装置及方法.pdf

子璇****君淑


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种超声振动辅助放电磨削加工装置及方法.pdf
本发明公开了一种超声振动辅助放电磨削加工装置,包括安装有金刚石砂轮的超精密磨床、脉冲电源、脉冲放电参数采集系统、固定在超精密磨床工作台上用于安装工件并使工件产生轴向振动的超声振动辅助装置,数据处理及调节系统,用于分析超声振动辅助装置的振动参数及实时获取的脉冲放电参数、磨削参数,利用超精密磨床的磨床CNC计算机控制系统自适应地调节脉冲电源的放电参数、磨床的磨削参数及超声振动辅助装置振动参数实现超声振动辅助放电磨削加工。本发明还提供了一种超声振动辅助放电磨削加工方法。本发明利用轴向超声振动,调节砂轮磨粒与工件
一种水平超声振动辅助磨削加工装置.pdf
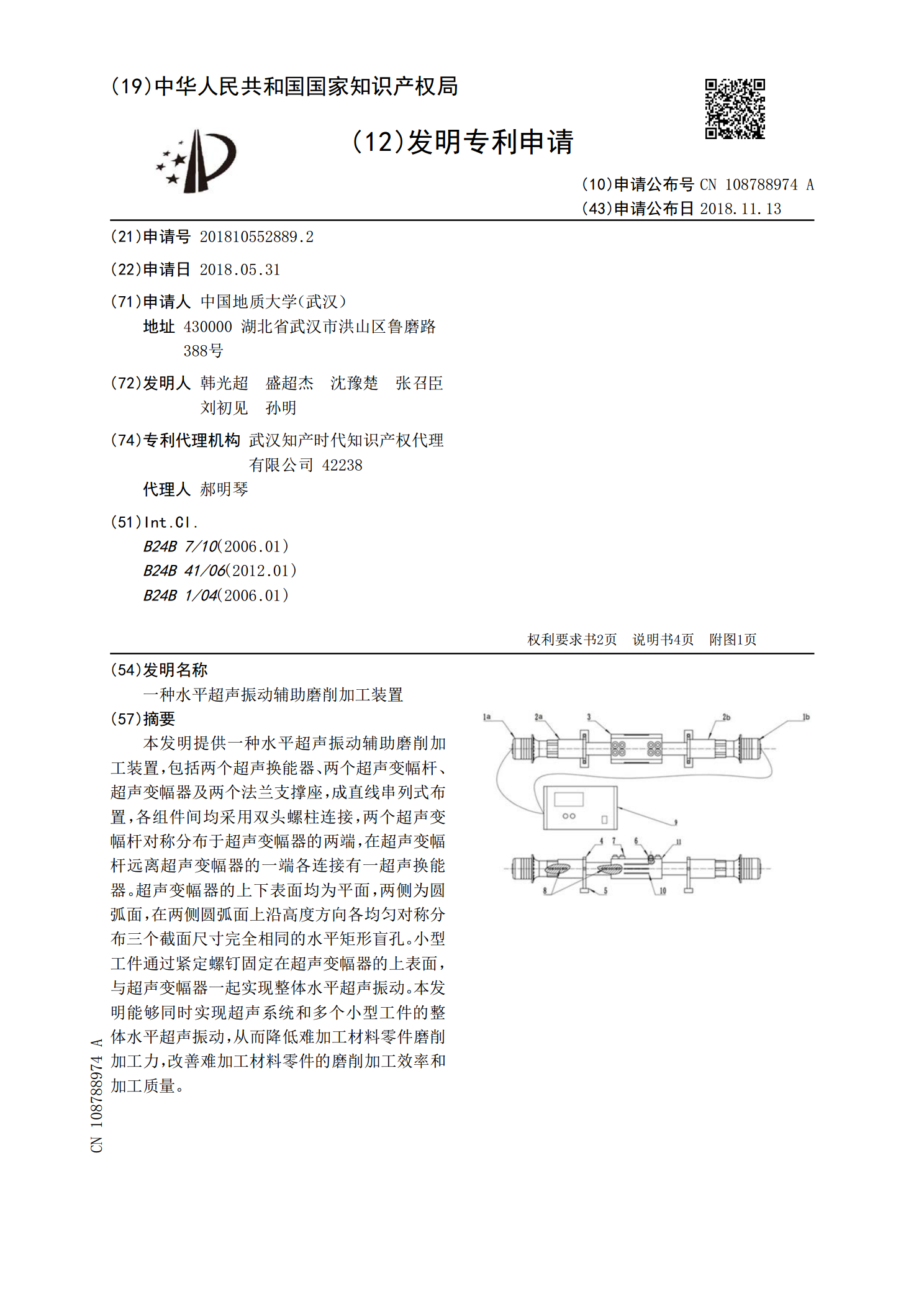
本发明提供一种水平超声振动辅助磨削加工装置,包括两个超声换能器、两个超声变幅杆、超声变幅器及两个法兰支撑座,成直线串列式布置,各组件间均采用双头螺柱连接,两个超声变幅杆对称分布于超声变幅器的两端,在超声变幅杆远离超声变幅器的一端各连接有一超声换能器。超声变幅器的上下表面均为平面,两侧为圆弧面,在两侧圆弧面上沿高度方向各均匀对称分布三个截面尺寸完全相同的水平矩形盲孔。小型工件通过紧定螺钉固定在超声变幅器的上表面,与超声变幅器一起实现整体水平超声振动。本发明能够同时实现超声系统和多个小型工件的整体水平超声振动

超声振动辅助磨削-脉冲放电复合加工主轴单元.pdf
本发明公开了一种超声振动辅助磨削-脉冲放电复合加工主轴单元。它具有结构简单,使用方便,可实现高效稳定可靠的复合加工等优点,其结构为:它包括壳体,主轴穿过壳体并与超声振动加工装置和传动带轮连接,在超声振动加工装置上设有电火花脉冲放电加工和磨削加工装置,在壳体的内壁还设有校正支撑套筒,圆锥滚子轴承安装在其内侧。
内孔沟槽超声振动辅助砂轮磨削加工装置及方法.pdf
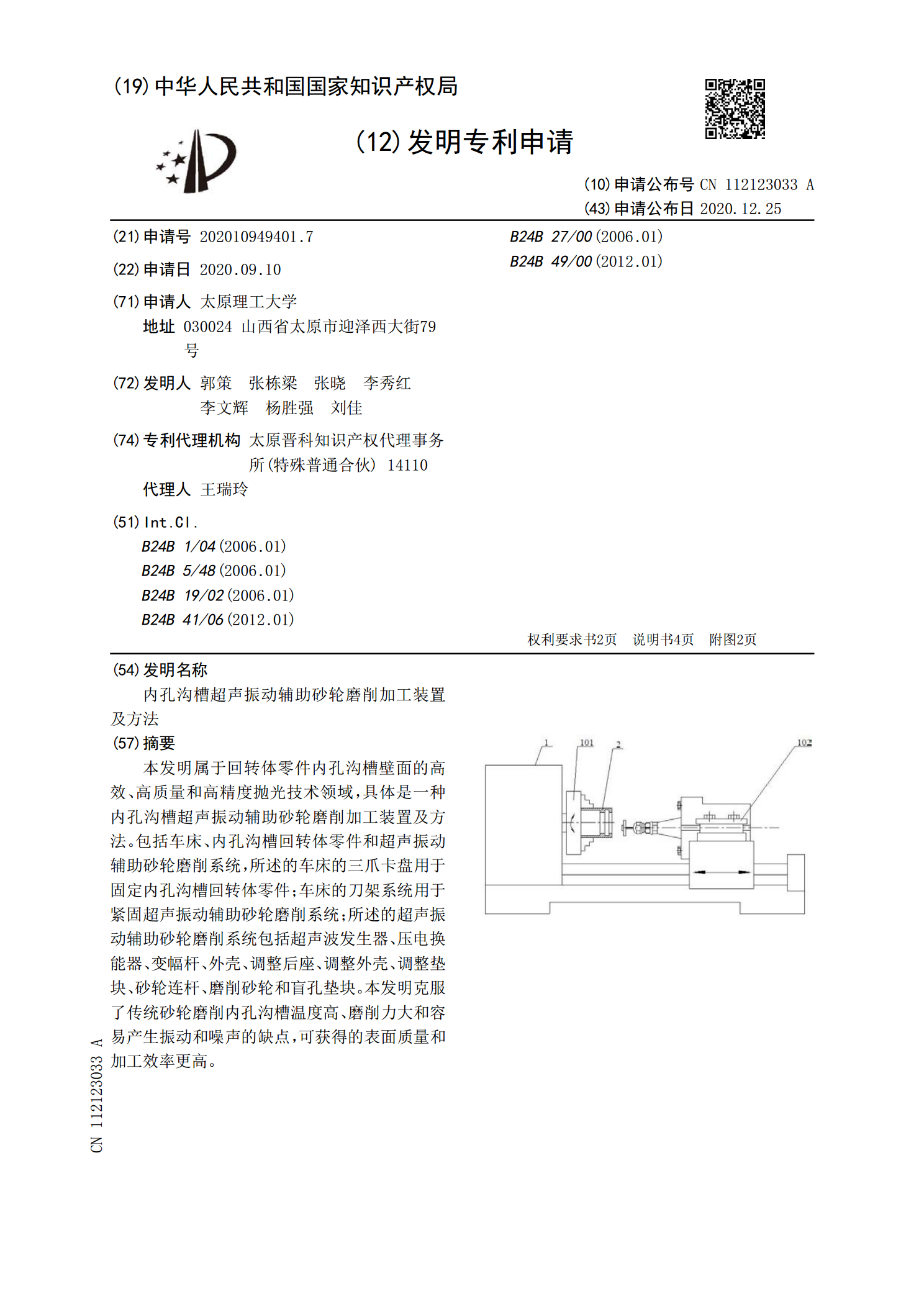
本发明属于回转体零件内孔沟槽壁面的高效、高质量和高精度抛光技术领域,具体是一种内孔沟槽超声振动辅助砂轮磨削加工装置及方法。包括车床、内孔沟槽回转体零件和超声振动辅助砂轮磨削系统,所述的车床的三爪卡盘用于固定内孔沟槽回转体零件;车床的刀架系统用于紧固超声振动辅助砂轮磨削系统;所述的超声振动辅助砂轮磨削系统包括超声波发生器、压电换能器、变幅杆、外壳、调整后座、调整外壳、调整垫块、砂轮连杆、磨削砂轮和盲孔垫块。本发明克服了传统砂轮磨削内孔沟槽温度高、磨削力大和容易产生振动和噪声的缺点,可获得的表面质量和加工效率

超声振动辅助磨削-脉冲放电加工表面粗糙度研究.docx
超声振动辅助磨削-脉冲放电加工表面粗糙度研究超声振动辅助磨削-脉冲放电加工表面粗糙度研究摘要:近年来,超声振动和脉冲放电加工技术被广泛应用于加工高难度材料和提高表面质量。本文结合超声振动辅助磨削和脉冲放电加工技术,研究了其对工件表面粗糙度的影响。通过实验比较和参数分析,发现超声振动和脉冲放电加工技术可以显著提高工件表面质量,降低表面粗糙度,从而扩大了其在实际应用领域中的应用。关键词:超声振动辅助磨削;脉冲放电加工;表面粗糙度1、引言近年来,随着新材料的广泛使用和生产力水平的提高,制造业对加工精度和表面质量