
一种集成灶用降噪风轮及其制造方法.pdf

是你****盟主

1/10
2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种集成灶用降噪风轮及其制造方法.pdf
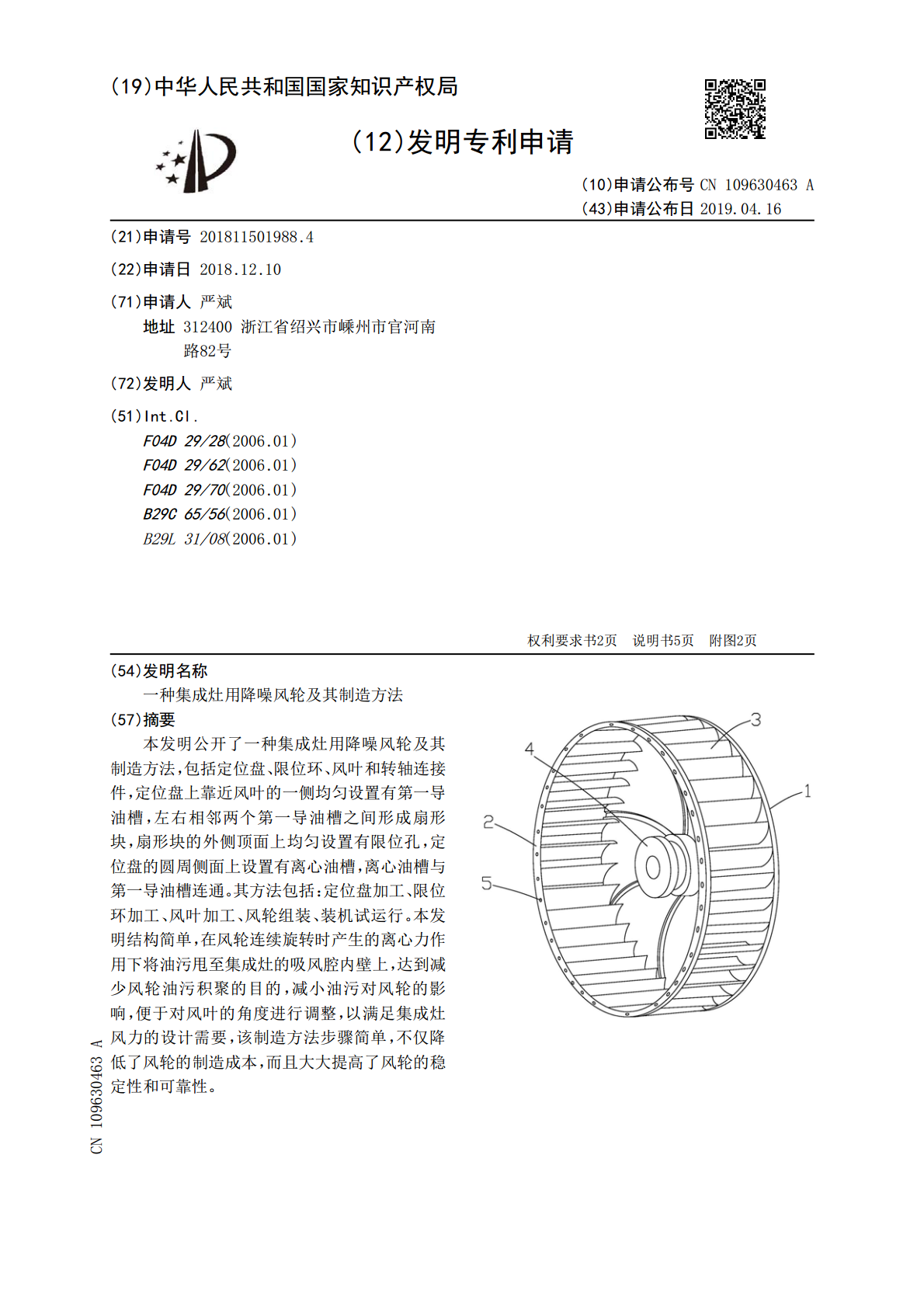
本发明公开了一种集成灶用降噪风轮及其制造方法,包括定位盘、限位环、风叶和转轴连接件,定位盘上靠近风叶的一侧均匀设置有第一导油槽,左右相邻两个第一导油槽之间形成扇形块,扇形块的外侧顶面上均匀设置有限位孔,定位盘的圆周侧面上设置有离心油槽,离心油槽与第一导油槽连通。其方法包括:定位盘加工、限位环加工、风叶加工、风轮组装、装机试运行。本发明结构简单,在风轮连续旋转时产生的离心力作用下将油污甩至集成灶的吸风腔内壁上,达到减少风轮油污积聚的目的,减小油污对风轮的影响,便于对风叶的角度进行调整,以满足集成灶风力的设计
一种集成灶用集油盒及其制造方法.pdf
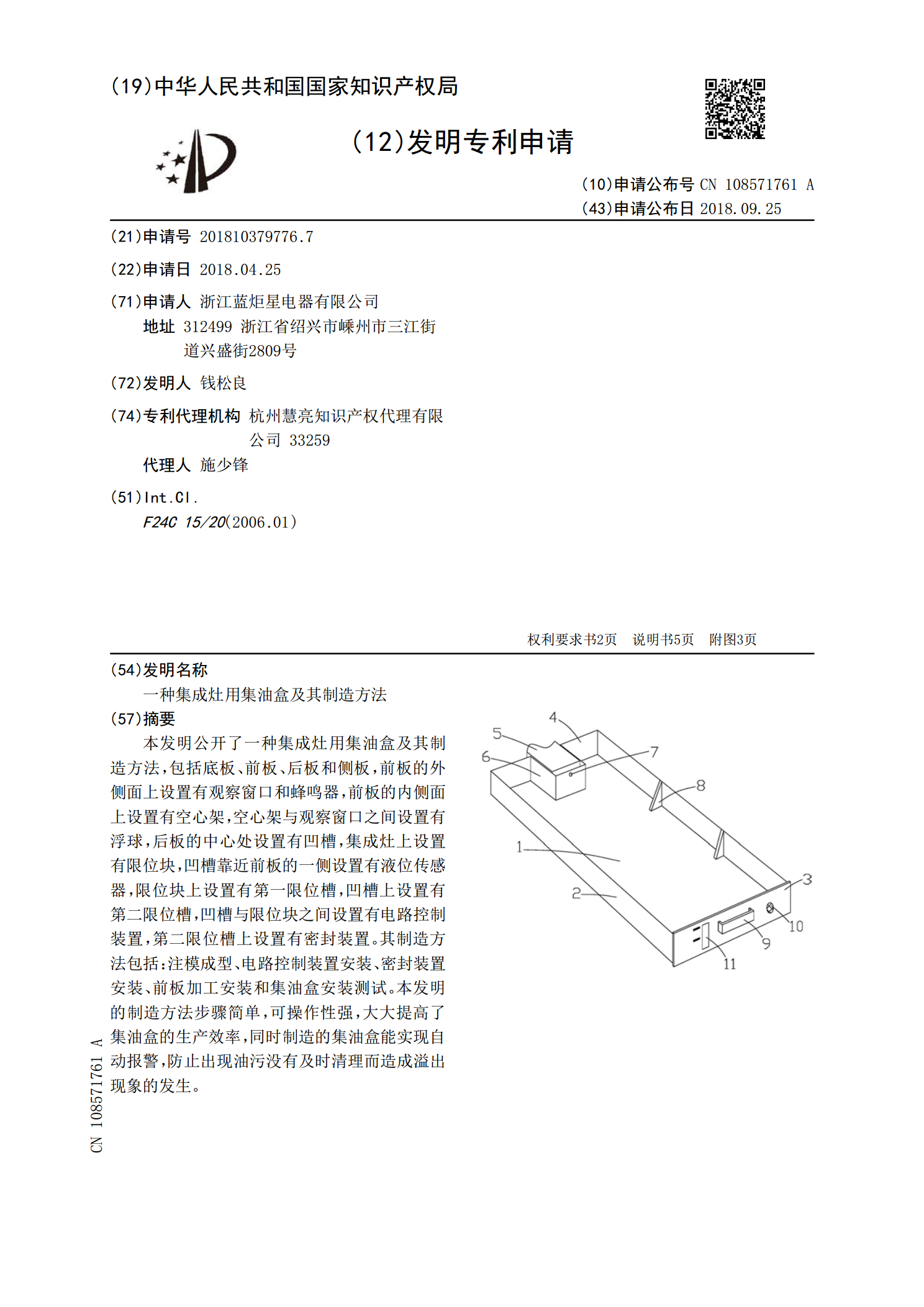
本发明公开了一种集成灶用集油盒及其制造方法,包括底板、前板、后板和侧板,前板的外侧面上设置有观察窗口和蜂鸣器,前板的内侧面上设置有空心架,空心架与观察窗口之间设置有浮球,后板的中心处设置有凹槽,集成灶上设置有限位块,凹槽靠近前板的一侧设置有液位传感器,限位块上设置有第一限位槽,凹槽上设置有第二限位槽,凹槽与限位块之间设置有电路控制装置,第二限位槽上设置有密封装置。其制造方法包括:注模成型、电路控制装置安装、密封装置安装、前板加工安装和集油盒安装测试。本发明的制造方法步骤简单,可操作性强,大大提高了集油盒的
一种用于集成灶具的风轮及其制造方法.pdf
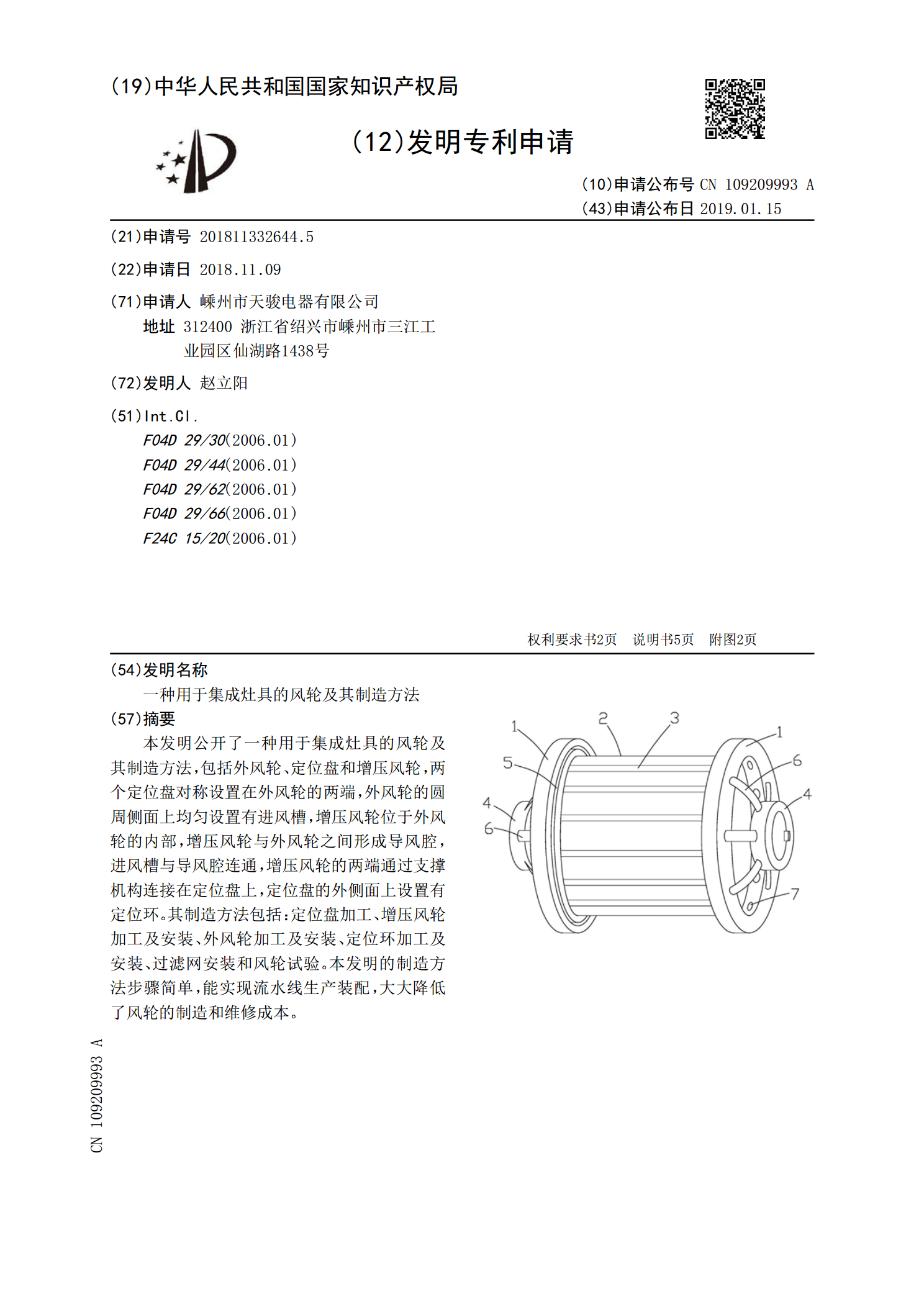
本发明公开了一种用于集成灶具的风轮及其制造方法,包括外风轮、定位盘和增压风轮,两个定位盘对称设置在外风轮的两端,外风轮的圆周侧面上均匀设置有进风槽,增压风轮位于外风轮的内部,增压风轮与外风轮之间形成导风腔,进风槽与导风腔连通,增压风轮的两端通过支撑机构连接在定位盘上,定位盘的外侧面上设置有定位环。其制造方法包括:定位盘加工、增压风轮加工及安装、外风轮加工及安装、定位环加工及安装、过滤网安装和风轮试验。本发明的制造方法步骤简单,能实现流水线生产装配,大大降低了风轮的制造和维修成本。
一种立体降噪的集成灶.pdf
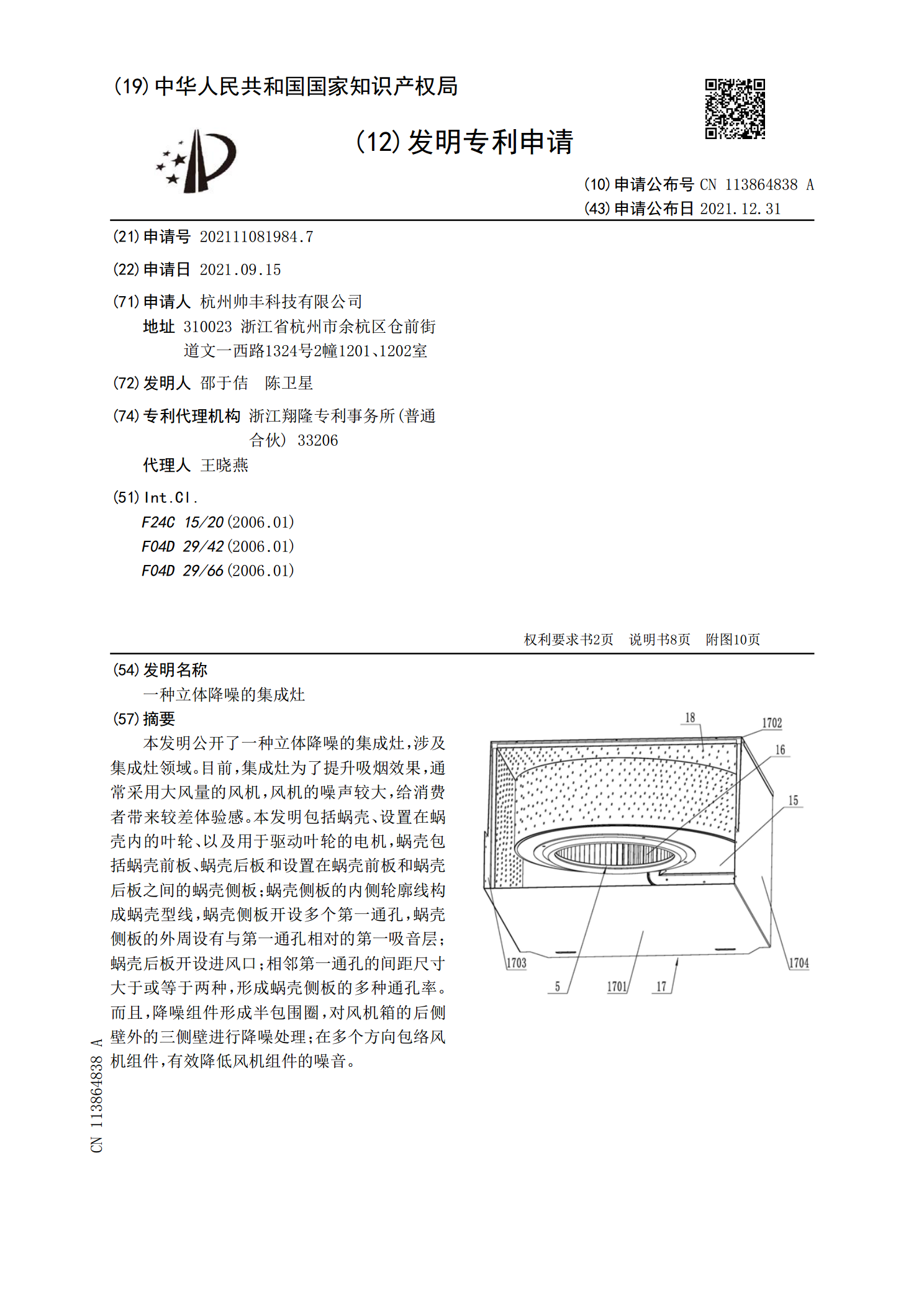
本发明公开了一种立体降噪的集成灶,涉及集成灶领域。目前,集成灶为了提升吸烟效果,通常采用大风量的风机,风机的噪声较大,给消费者带来较差体验感。本发明包括蜗壳、设置在蜗壳内的叶轮、以及用于驱动叶轮的电机,蜗壳包括蜗壳前板、蜗壳后板和设置在蜗壳前板和蜗壳后板之间的蜗壳侧板;蜗壳侧板的内侧轮廓线构成蜗壳型线,蜗壳侧板开设多个第一通孔,蜗壳侧板的外周设有与第一通孔相对的第一吸音层;蜗壳后板开设进风口;相邻第一通孔的间距尺寸大于或等于两种,形成蜗壳侧板的多种通孔率。而且,降噪组件形成半包围圈,对风机箱的后侧壁外的三

一种新型集成灶烤箱内胆及其制造方法.pdf
本发明公开了一种新型集成灶烤箱内胆及其制造方法,包括第一内胆筒体、第二内胆筒体、内胆底板和内胆面板,所述第一内胆筒体和第二内胆筒体均设置有两组,且两两相邻之间固定连接,所述第一内胆筒体和第二内胆筒体的一侧固定连接有内胆底板,所述第一内胆筒体和第二内胆筒体的另一侧固定连接有内胆面板,所述内胆面板的表面为中空设置。本发明通过设置无死角的内胆结构,通过清洗可以对内胆表面的污垢轻松更加容易,不会因为缝隙的存在而出现无法清洗的位置,可以解决长时间无法清洗而会产生的锈渍、异味的问题,内胆底板拉伸成型一个圆角,再通过材