
一种用于集成灶具的风轮及其制造方法.pdf

一条****淑淑


1/10
2/10

3/10

4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种用于集成灶具的风轮及其制造方法.pdf
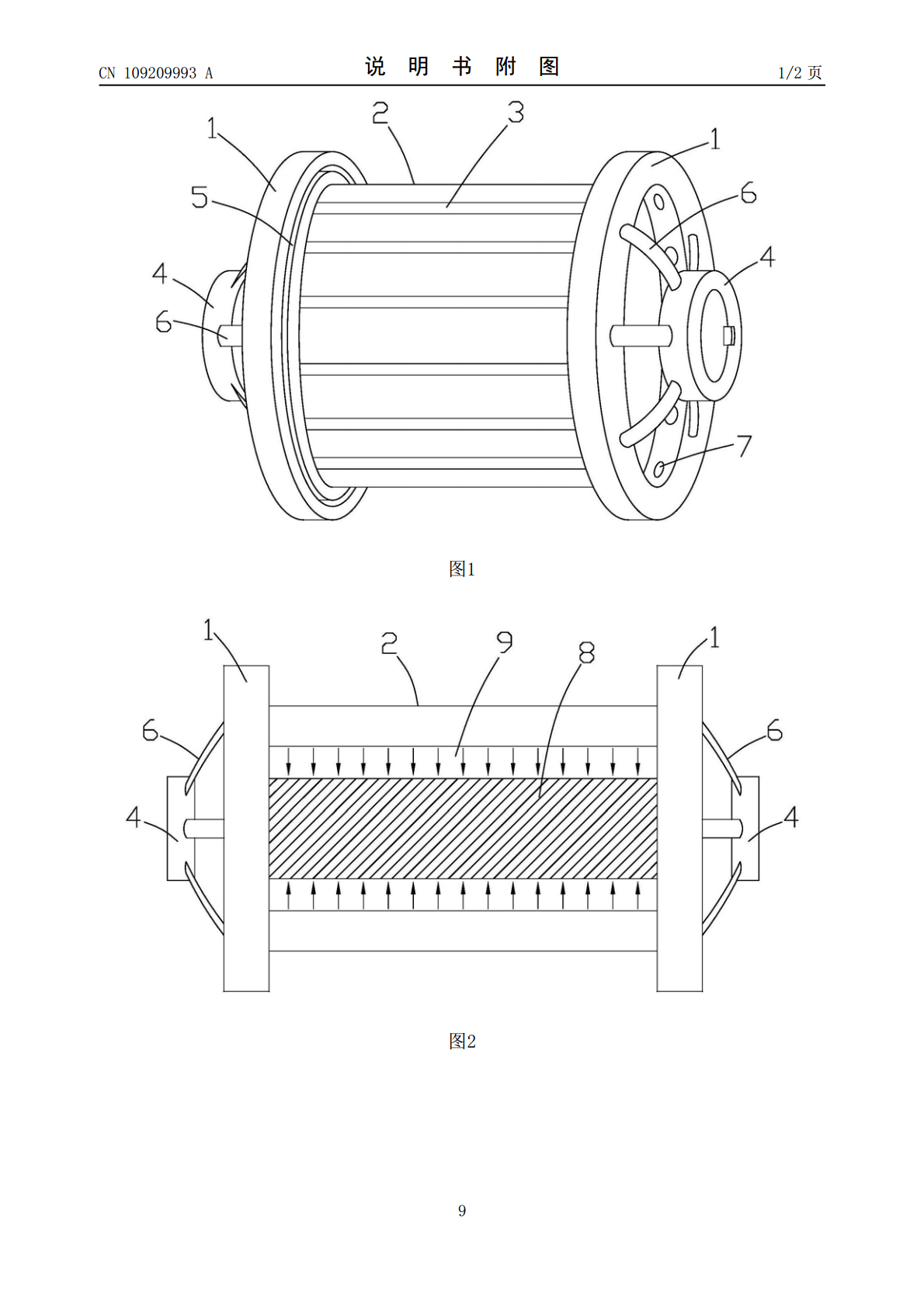
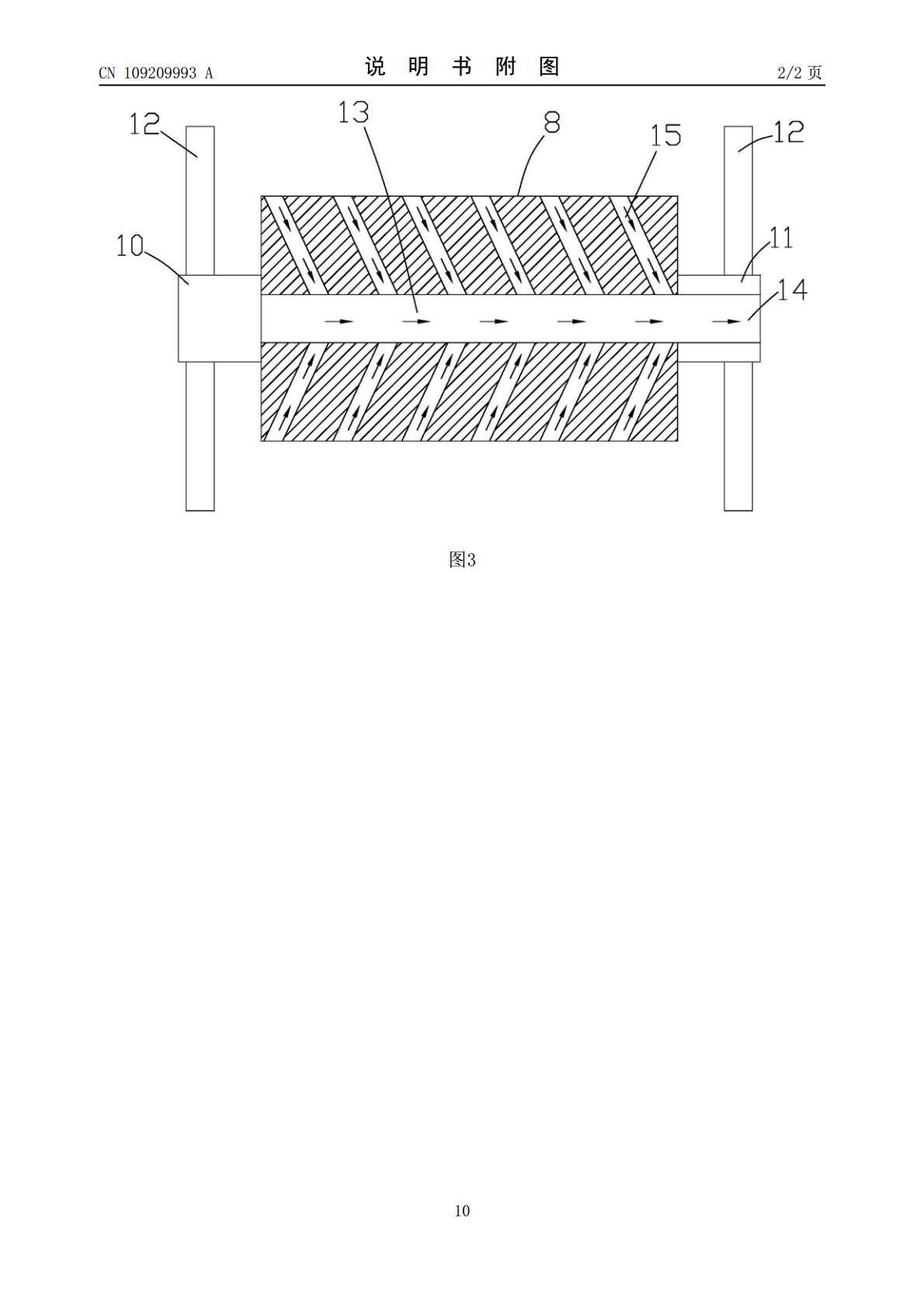
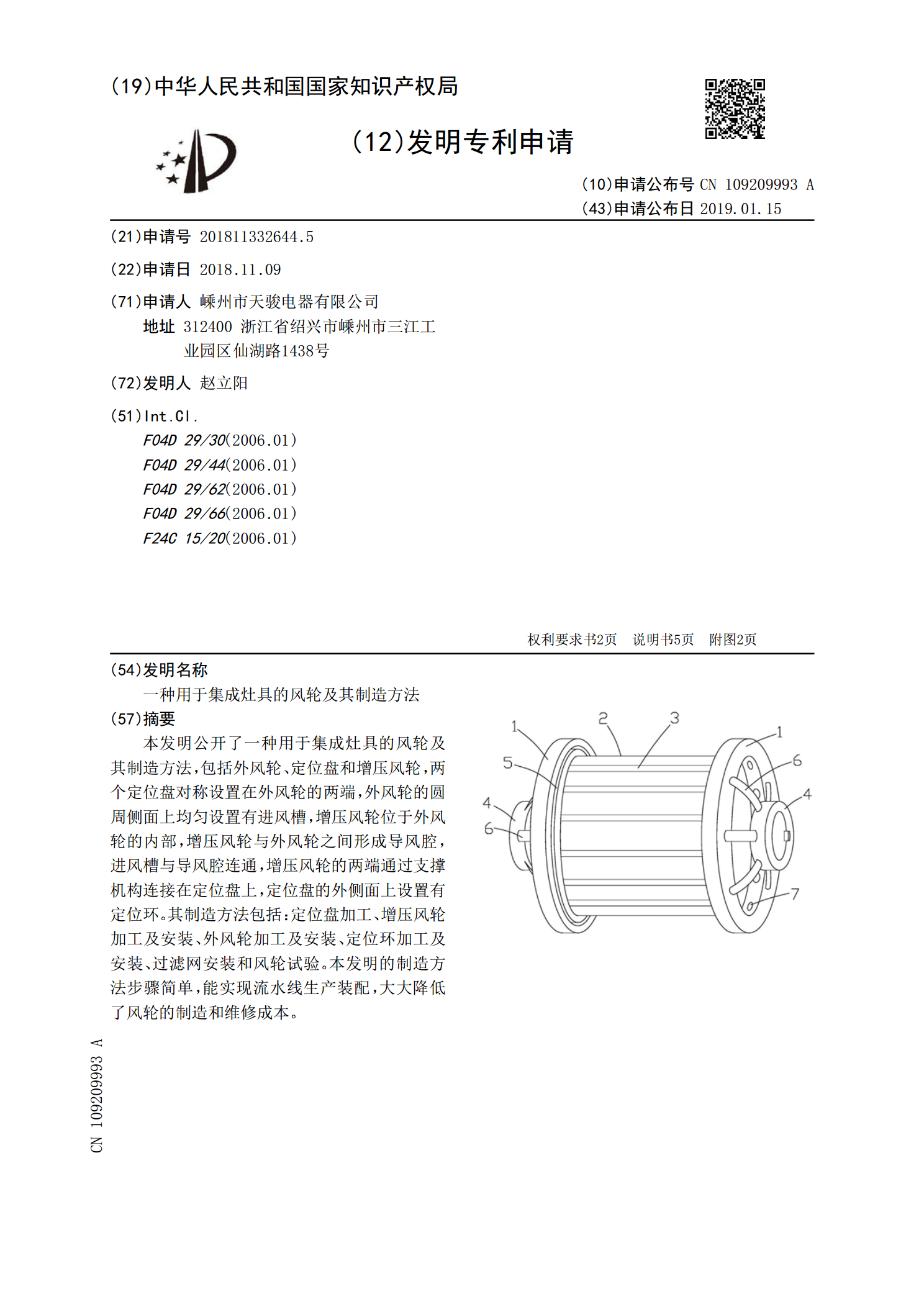
本发明公开了一种用于集成灶具的风轮及其制造方法,包括外风轮、定位盘和增压风轮,两个定位盘对称设置在外风轮的两端,外风轮的圆周侧面上均匀设置有进风槽,增压风轮位于外风轮的内部,增压风轮与外风轮之间形成导风腔,进风槽与导风腔连通,增压风轮的两端通过支撑机构连接在定位盘上,定位盘的外侧面上设置有定位环。其制造方法包括:定位盘加工、增压风轮加工及安装、外风轮加工及安装、定位环加工及安装、过滤网安装和风轮试验。本发明的制造方法步骤简单,能实现流水线生产装配,大大降低了风轮的制造和维修成本。

一种集成灶用降噪风轮及其制造方法.pdf
本发明公开了一种集成灶用降噪风轮及其制造方法,包括定位盘、限位环、风叶和转轴连接件,定位盘上靠近风叶的一侧均匀设置有第一导油槽,左右相邻两个第一导油槽之间形成扇形块,扇形块的外侧顶面上均匀设置有限位孔,定位盘的圆周侧面上设置有离心油槽,离心油槽与第一导油槽连通。其方法包括:定位盘加工、限位环加工、风叶加工、风轮组装、装机试运行。本发明结构简单,在风轮连续旋转时产生的离心力作用下将油污甩至集成灶的吸风腔内壁上,达到减少风轮油污积聚的目的,减小油污对风轮的影响,便于对风叶的角度进行调整,以满足集成灶风力的设计

用于风轮机的基座及其制造方法.pdf
用于组装风轮机的具有底座和多个基座段的模块化基座的方法包括:将基座的底座定位在支承表面上;设置多个张紧元件以使其从底座延伸至与所述底座间隔开的第二位置;以及通过使用张紧元件将基座段从第二位置朝向底座引导而在底座上堆叠多个基座段。模块化的风轮机基座包括:定位在海床上的底座;从底座延伸至水体水面附近的位置的多个张紧元件;和在所述底座上面的多个串联堆叠的基座段。

用于制造风轮机叶片的设备及其方法.pdf
提供了一种用于形成具有第一外壳和第二外壳(40,42)的风轮机叶片的尾缘(52)的设备(60)。所述第一外壳和第二外壳在其间限定间隙,并且所述设备具有适于形成所述第一外壳或第二外壳的第一模具部件(62)和接合元件(77)。所述接合元件被构造成牢固地支撑待被联接到所述第一外壳和第二外壳的尾缘部件。所述接合元件联接到所述第一模具部件。所述设备可额外地包括适于形成所述第一外壳或第二外壳中的另一者且联接到所述第一模具部件的第二模具部件(64)。在本实施例中,所述第一模具部件和第二模具部件具有闭合位置,在所述闭合位
集成灶具风轮自动清洗系统.pdf
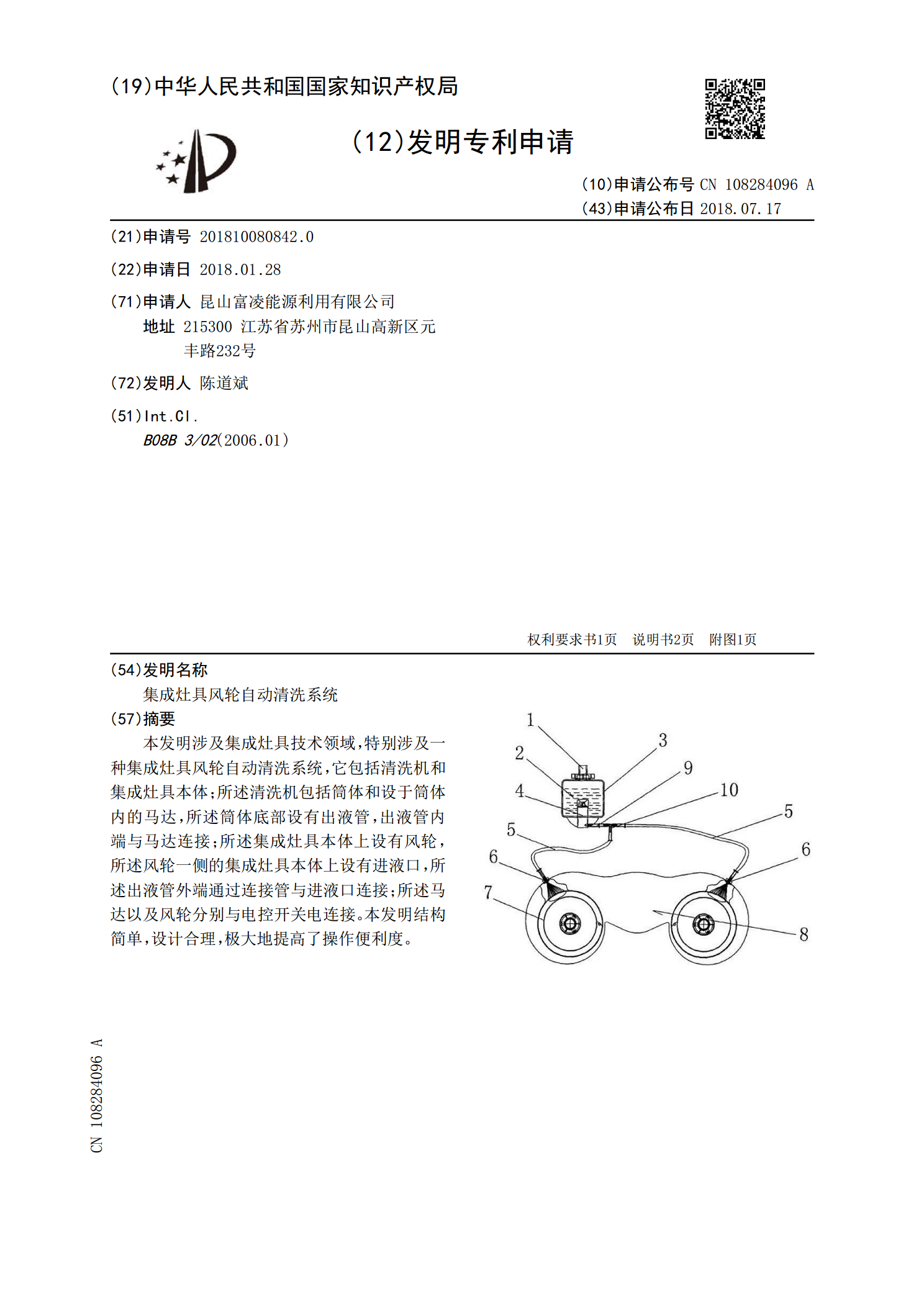
本发明涉及集成灶具技术领域,特别涉及一种集成灶具风轮自动清洗系统,它包括清洗机和集成灶具本体;所述清洗机包括筒体和设于筒体内的马达,所述筒体底部设有出液管,出液管内端与马达连接;所述集成灶具本体上设有风轮,所述风轮一侧的集成灶具本体上设有进液口,所述出液管外端通过连接管与进液口连接;所述马达以及风轮分别与电控开关电连接。本发明结构简单,设计合理,极大地提高了操作便利度。