
一种高精密齿轮箱的集成加工工装.pdf

爱欢****23

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种高精密齿轮箱的集成加工工装.pdf
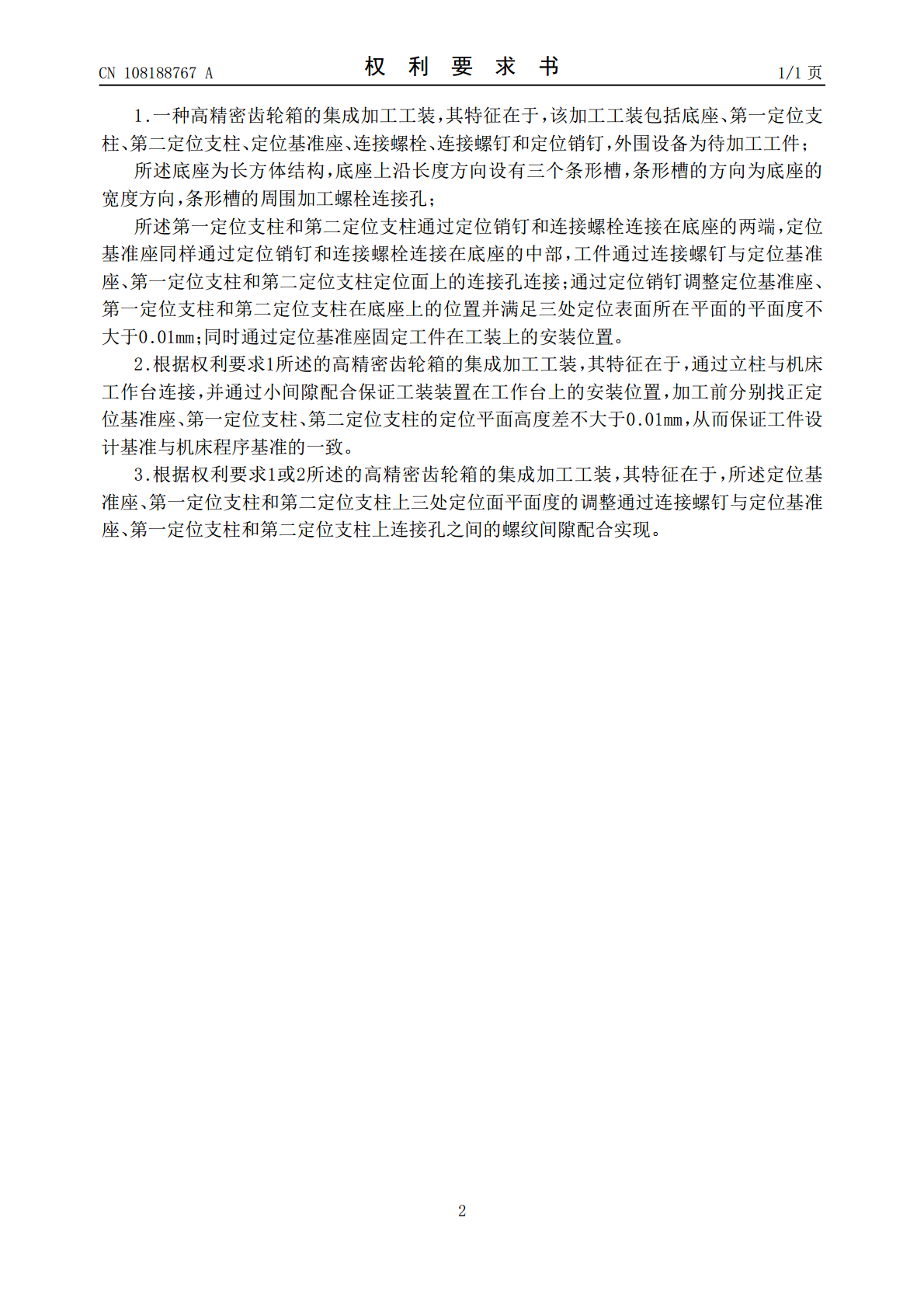
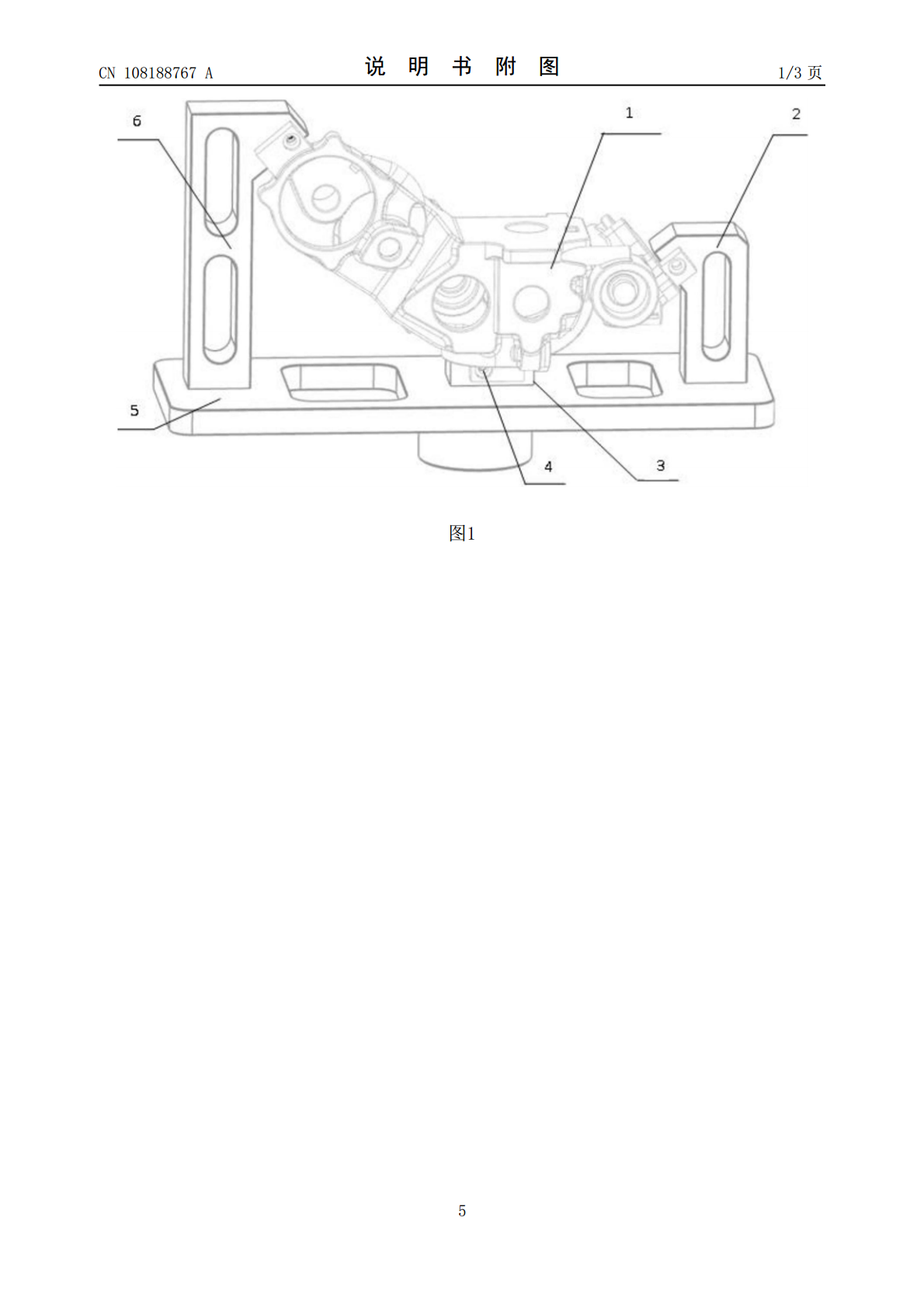
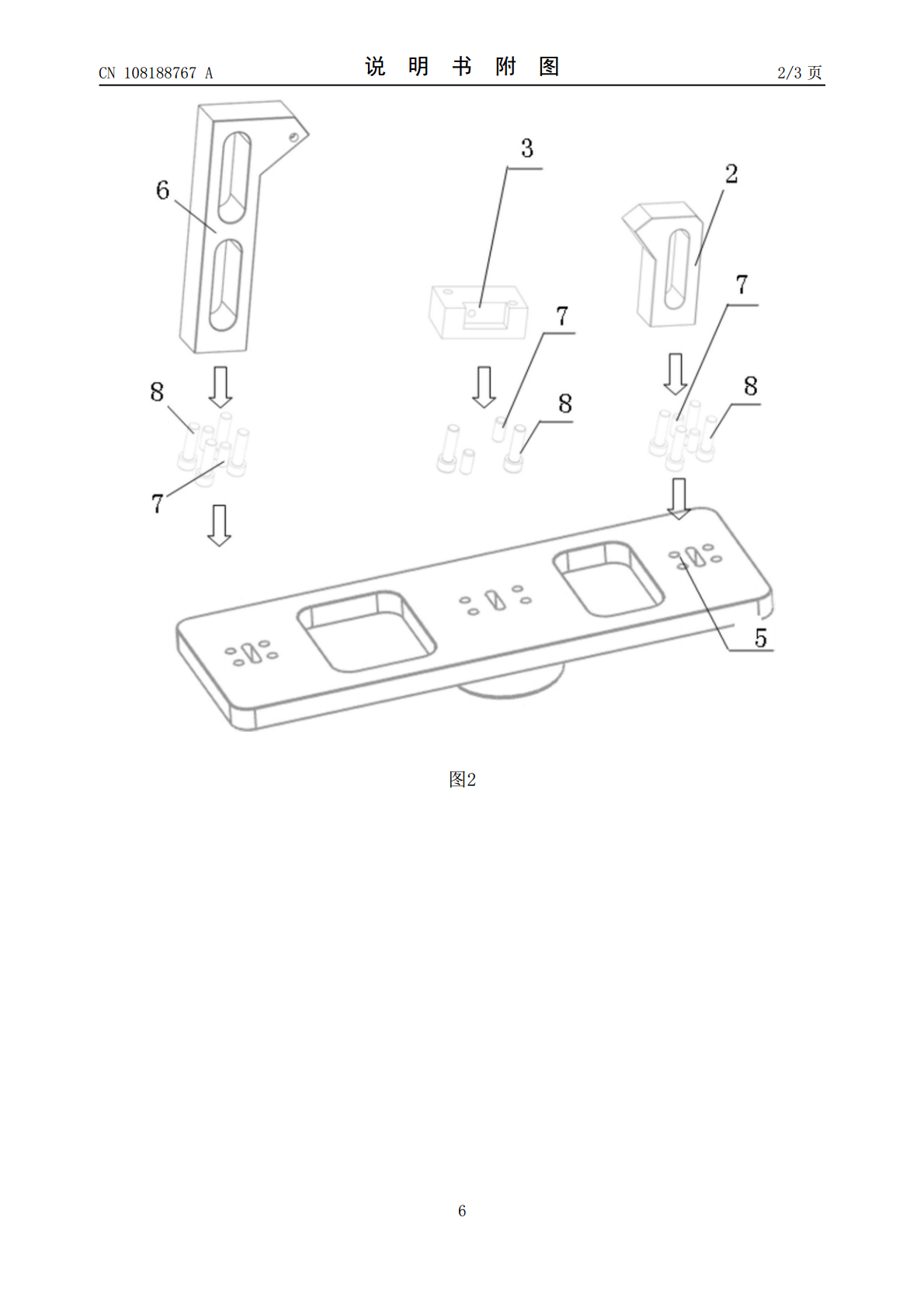
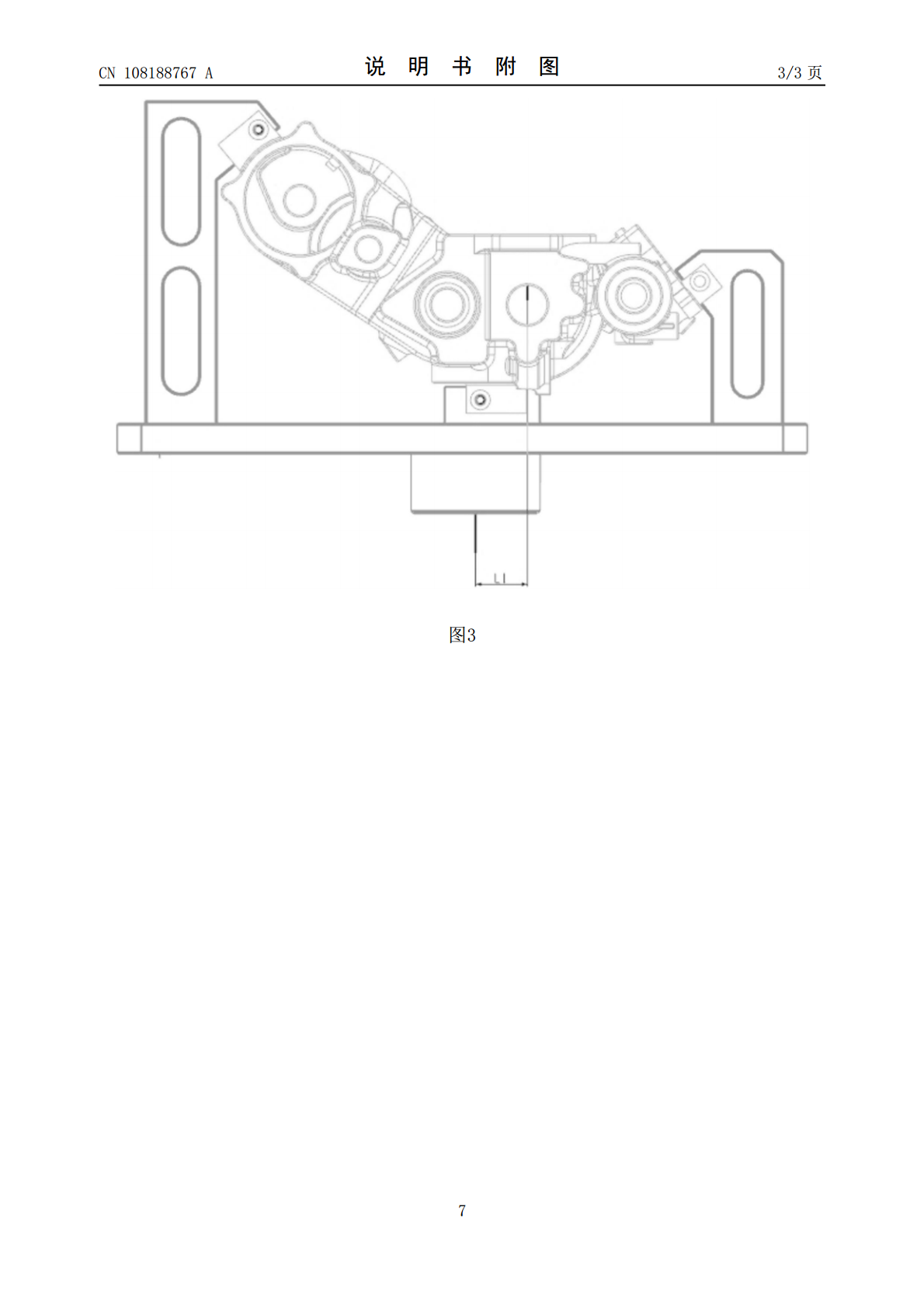
本发明公开了一种高精密齿轮箱的集成加工工装,该加工工装包括底座、第一定位支柱、第二定位支柱、定位基准座、连接螺栓、连接螺钉和定位销钉;第一定位支柱和第二定位支柱通过定位销钉和连接螺栓连接在底座的两端,定位基准座同样通过定位销钉和连接螺栓连接在底座的中部,定位销钉与底座上的条形槽配合实现平面度的调整,工件通过连接螺钉与第一定位支柱和第二定位支柱上的连接孔实现固定连接。定位销钉调整三处支座在底座上的位置并满足三处定位表面所在平面的平面度不大于0.01mm的要求,同时通过定位基准座固定工件在工装上的安装位置;本
一种大型齿轮箱箱体加工工装.pdf
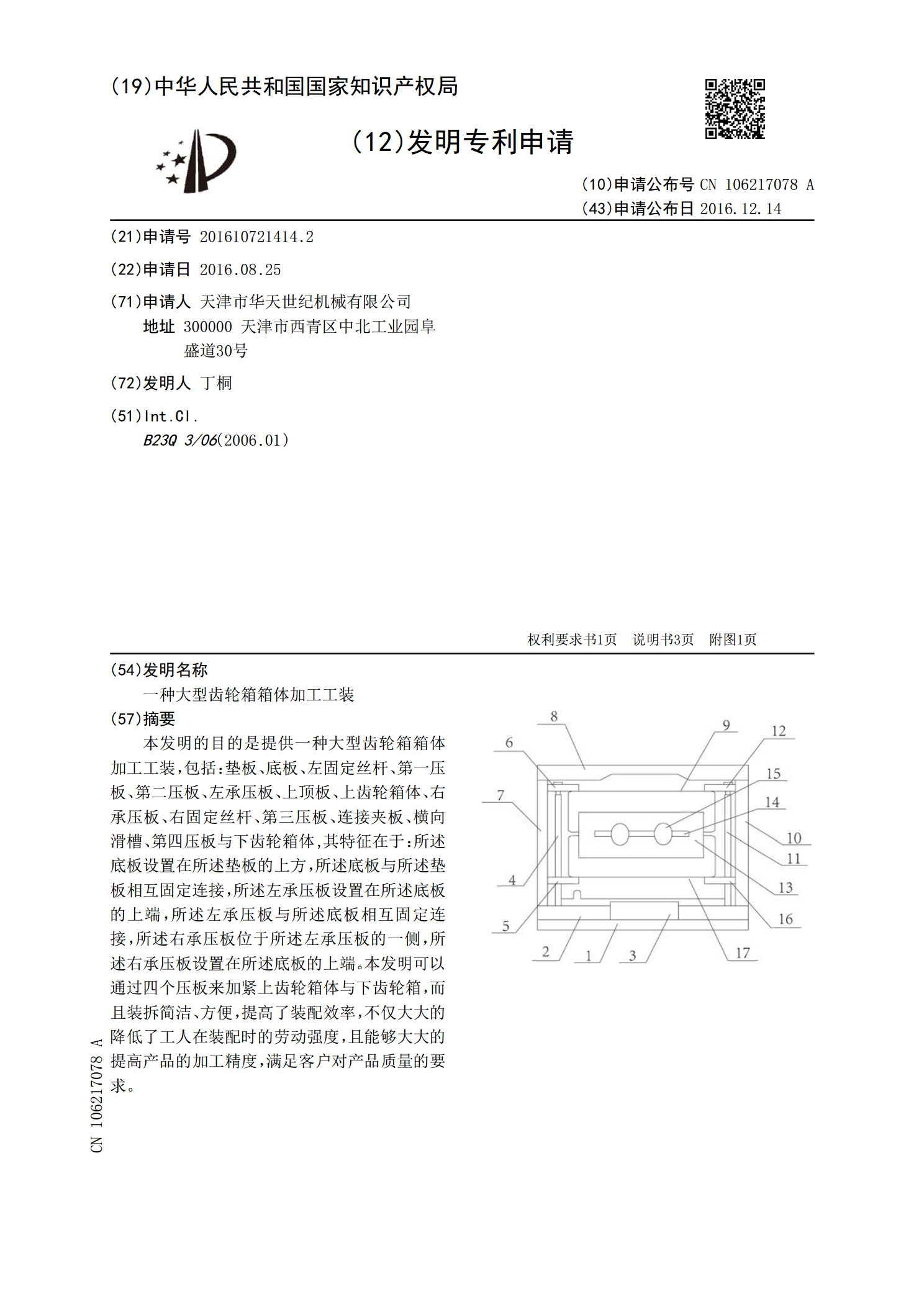
本发明的目的是提供一种大型齿轮箱箱体加工工装,包括:垫板、底板、左固定丝杆、第一压板、第二压板、左承压板、上顶板、上齿轮箱体、右承压板、右固定丝杆、第三压板、连接夹板、横向滑槽、第四压板与下齿轮箱体,其特征在于:所述底板设置在所述垫板的上方,所述底板与所述垫板相互固定连接,所述左承压板设置在所述底板的上端,所述左承压板与所述底板相互固定连接,所述右承压板位于所述左承压板的一侧,所述右承压板设置在所述底板的上端。本发明可以通过四个压板来加紧上齿轮箱体与下齿轮箱,而且装拆简洁、方便,提高了装配效率,不仅大大的
一种大型齿轮箱箱体加工工装夹具.pdf
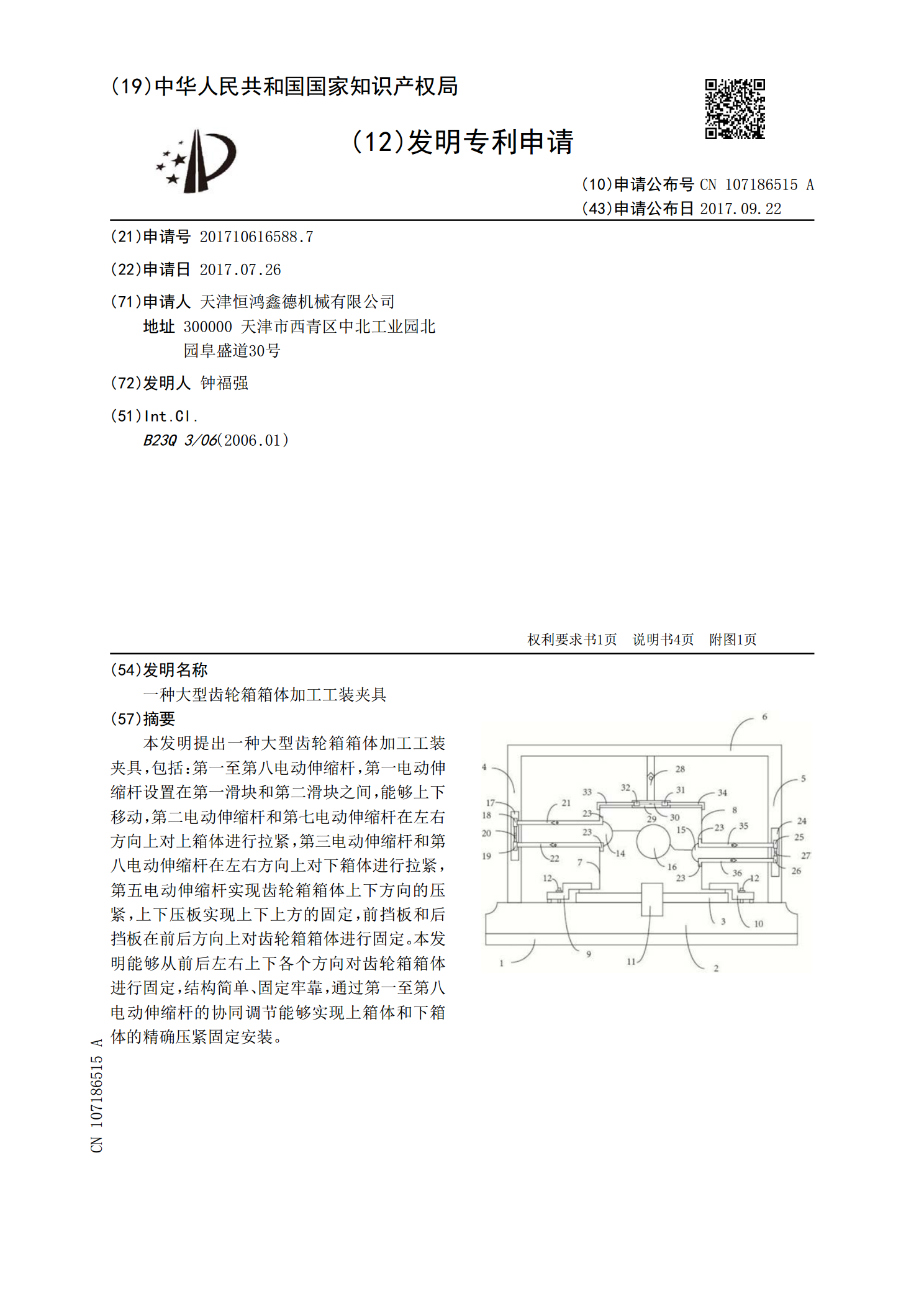
本发明提出一种大型齿轮箱箱体加工工装夹具,包括:第一至第八电动伸缩杆,第一电动伸缩杆设置在第一滑块和第二滑块之间,能够上下移动,第二电动伸缩杆和第七电动伸缩杆在左右方向上对上箱体进行拉紧,第三电动伸缩杆和第八电动伸缩杆在左右方向上对下箱体进行拉紧,第五电动伸缩杆实现齿轮箱箱体上下方向的压紧,上下压板实现上下上方的固定,前挡板和后挡板在前后方向上对齿轮箱箱体进行固定。本发明能够从前后左右上下各个方向对齿轮箱箱体进行固定,结构简单、固定牢靠,通过第一至第八电动伸缩杆的协同调节能够实现上箱体和下箱体的精确压紧固
一种齿轮箱箱体加工装置及方法.pdf
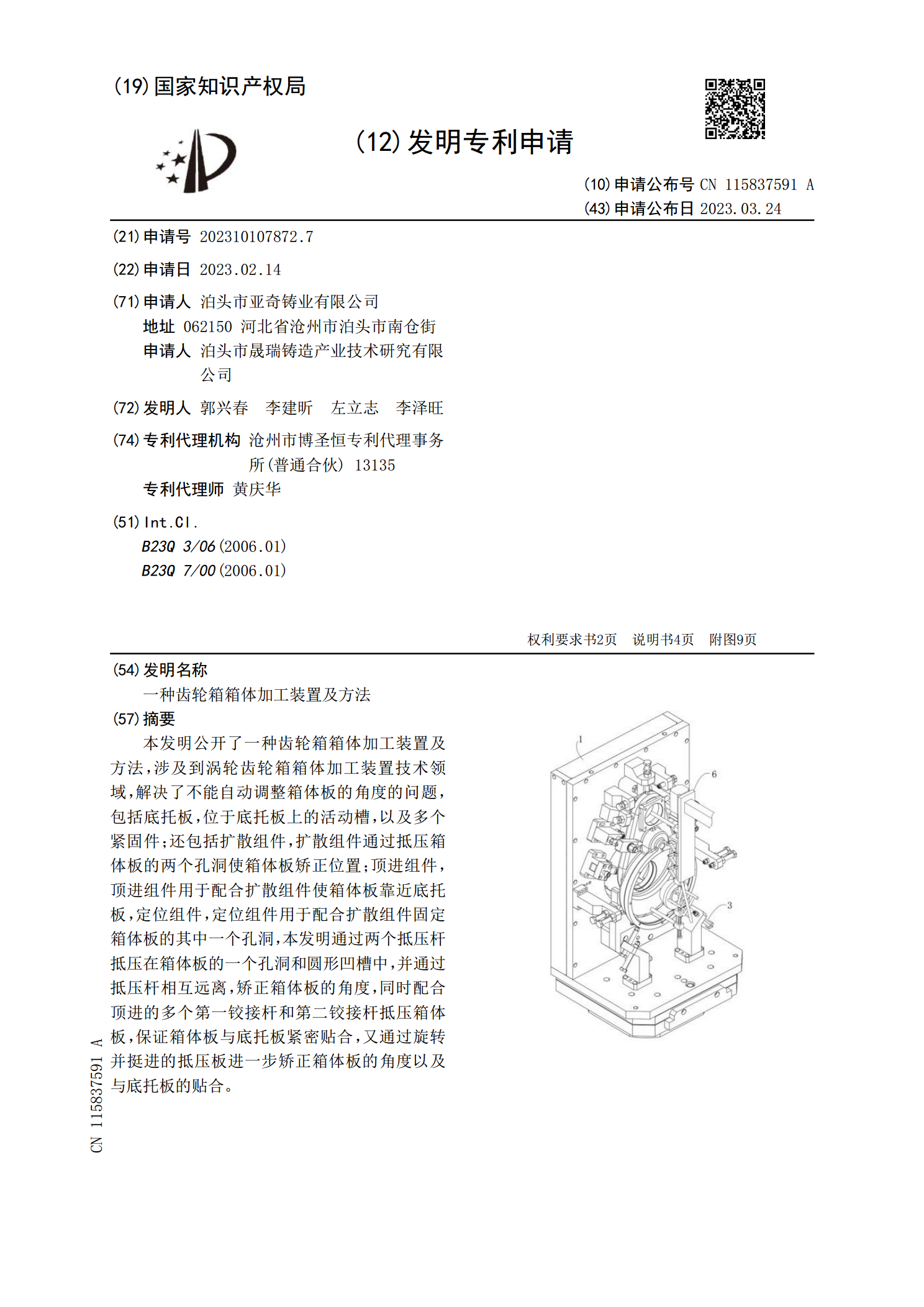
本发明公开了一种齿轮箱箱体加工装置及方法,涉及到涡轮齿轮箱箱体加工装置技术领域,解决了不能自动调整箱体板的角度的问题,包括底托板,位于底托板上的活动槽,以及多个紧固件;还包括扩散组件,扩散组件通过抵压箱体板的两个孔洞使箱体板矫正位置;顶进组件,顶进组件用于配合扩散组件使箱体板靠近底托板,定位组件,定位组件用于配合扩散组件固定箱体板的其中一个孔洞,本发明通过两个抵压杆抵压在箱体板的一个孔洞和圆形凹槽中,并通过抵压杆相互远离,矫正箱体板的角度,同时配合顶进的多个第一铰接杆和第二铰接杆抵压箱体板,保证箱体板与底
一种高精密度金属蚀刻加工装置.pdf
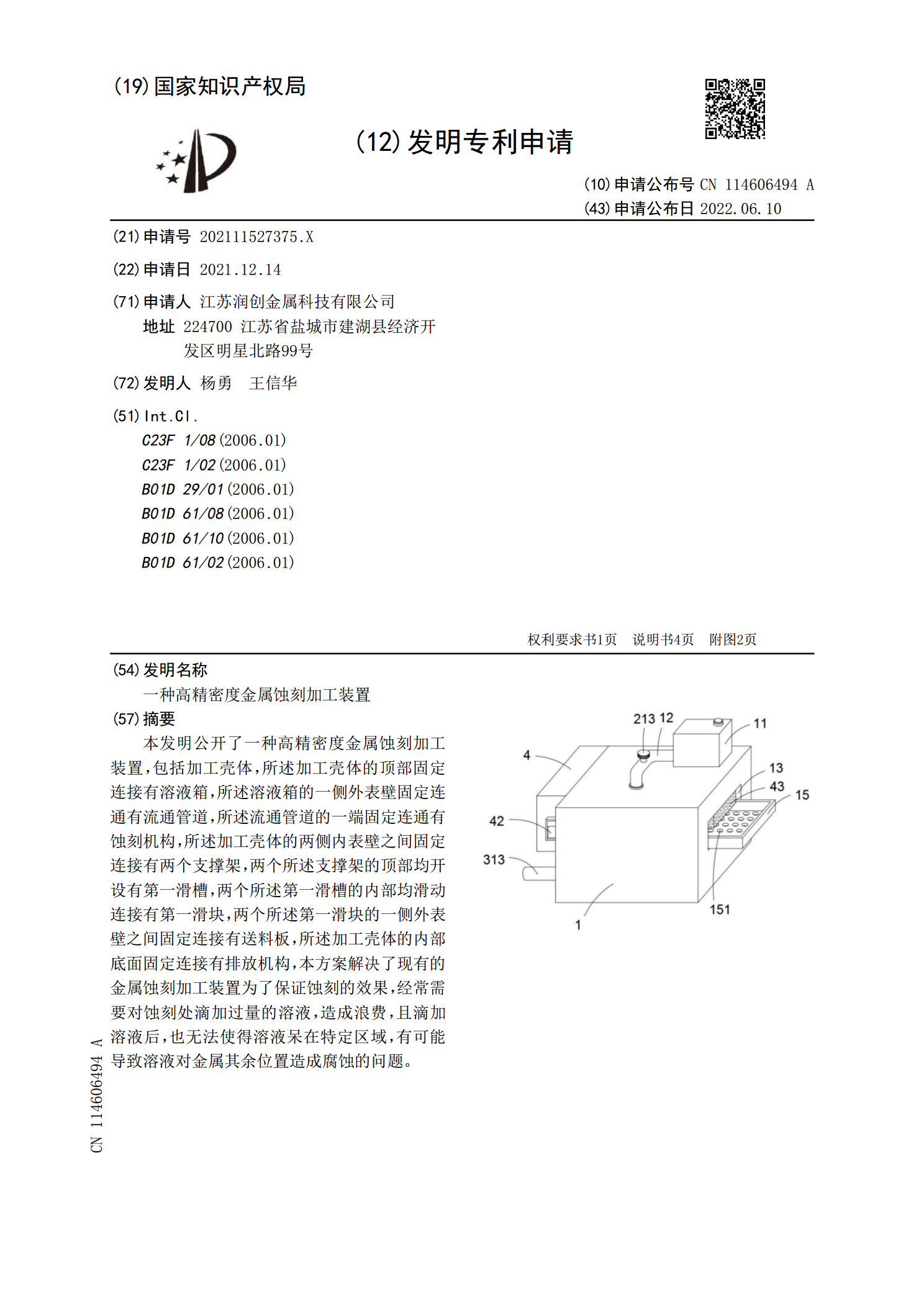
本发明公开了一种高精密度金属蚀刻加工装置,包括加工壳体,所述加工壳体的顶部固定连接有溶液箱,所述溶液箱的一侧外表壁固定连通有流通管道,所述流通管道的一端固定连通有蚀刻机构,所述加工壳体的两侧内表壁之间固定连接有两个支撑架,两个所述支撑架的顶部均开设有第一滑槽,两个所述第一滑槽的内部均滑动连接有第一滑块,两个所述第一滑块的一侧外表壁之间固定连接有送料板,所述加工壳体的内部底面固定连接有排放机构,本方案解决了现有的金属蚀刻加工装置为了保证蚀刻的效果,经常需要对蚀刻处滴加过量的溶液,造成浪费,且滴加溶液后,也无