
超高精密复杂曲面齿条的加工方法及其配套齿轮.pdf

mm****酱吖


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

超高精密复杂曲面齿条的加工方法及其配套齿轮.pdf
本发明公开了一种超高精密的齿轮,包括轮骨架、轴承、圆滚柱;轮骨架上设有固定孔;轴承固定在固定孔内,圆滚柱装配于轴承内。本发明还公开了与上述齿轮相匹配的超高精度复杂曲面齿条,该齿条上表面为契合超高精密的齿轮圆滚柱运动抛物线轨迹的锯齿。本发明还公开了上述齿条的加工方法。(1)本发明所述齿轮能够自动调节受力,提高了齿轮的传动精度,降低了齿轮在传动过程中的噪音;(2)齿条的齿面形状契合齿轮圆滚柱运动轨迹,能够实现无间隙、超低误差的精确传动;(3)齿条采用多次渐进式的加工方法,实现了齿条齿形的高精度加工。

复杂曲面精密高效数控加工轨迹规划及插补方法.docx
复杂曲面精密高效数控加工轨迹规划及插补方法复杂曲面精密高效数控加工轨迹规划及插补方法摘要:随着工业技术的发展,数控加工技术在制造业中的应用越来越广泛。而复杂曲面精密高效数控加工轨迹规划及插补方法是数控加工领域的重要研究方向之一。本文结合国内外研究成果,对复杂曲面精密高效数控加工轨迹规划及插补方法进行了综述,重点介绍了曲面建模、轨迹规划和插补算法的研究现状及发展趋势。通过对比不同算法的优缺点,提出了一种适用于复杂曲面精密高效数控加工的综合方法,并通过例子验证了该方法的有效性。关键词:复杂曲面、数控加工、轨迹
一种齿轮的精密加工模具及其齿轮加工方法.pdf
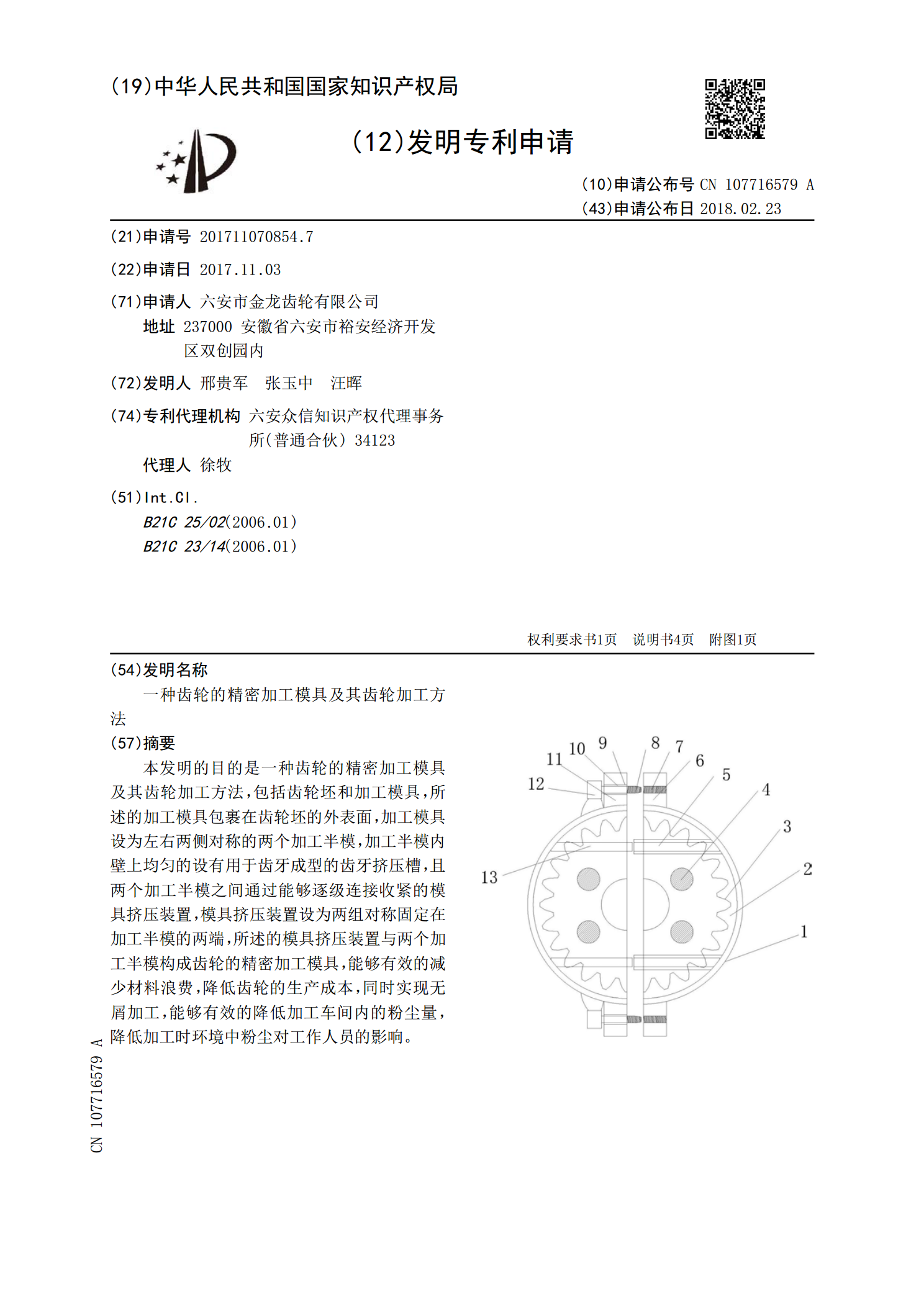
本发明的目的是一种齿轮的精密加工模具及其齿轮加工方法,包括齿轮坯和加工模具,所述的加工模具包裹在齿轮坯的外表面,加工模具设为左右两侧对称的两个加工半模,加工半模内壁上均匀的设有用于齿牙成型的齿牙挤压槽,且两个加工半模之间通过能够逐级连接收紧的模具挤压装置,模具挤压装置设为两组对称固定在加工半模的两端,所述的模具挤压装置与两个加工半模构成齿轮的精密加工模具,能够有效的减少材料浪费,降低齿轮的生产成本,同时实现无屑加工,能够有效的降低加工车间内的粉尘量,降低加工时环境中粉尘对工作人员的影响。

复杂曲面零件超精密加工方法的研究进展.docx
复杂曲面零件超精密加工方法的研究进展随着技术的发展,复杂曲面零件的需求越来越多,而且对于精度的要求也非常高。因此,超精密加工技术逐渐成为了解决这一问题的关键。本文将分析复杂曲面零件超精密加工的现状和发展趋势,以及其应用。一、现状和发展趋势:1.超声波加工技术:超声波加工技术是一种高效、准确的加工方法,特别适用于超精密加工。这种方法可以轻松地加工复杂曲面零件并保证高度精度。因此,超声波加工技术已经在一些领域得到广泛应用,如生物医学、电子学和航空航天等领域。2.激光加工技术:激光加工技术可以被用于制作小型复杂

脆性材料光学复杂曲面超精密快速切削组合加工成型方法.pdf
本发明涉及一种脆性材料光学复杂曲面超精密快速切削组合加工成型方法,满足不同复杂曲面特征的加工需求:根据复杂曲面特性,计算面形的非回转度和曲率,选择采用合适的超精密快速切削加工方法,所选择的加工方法;考虑快速切削下加工系统的动态特性,设计合理的刀架系统;根据快刀加工过程特性和材料的切削性能,设计合适切削参数和刀具几何参数;基于加工参数和刀具几何参数生成和补偿加工路径,刀具轮廓历经该路径后形成加工表面;将工件装配于加工平台,进行快速切削加工,加工时,机床的导轨提供横向和纵向进给与结合伺服机构产生小尺寸的高频往