
一种压气机叶片机器人砂带磨抛加工方法.pdf

听云****君哇

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种压气机叶片机器人砂带磨抛加工方法.pdf
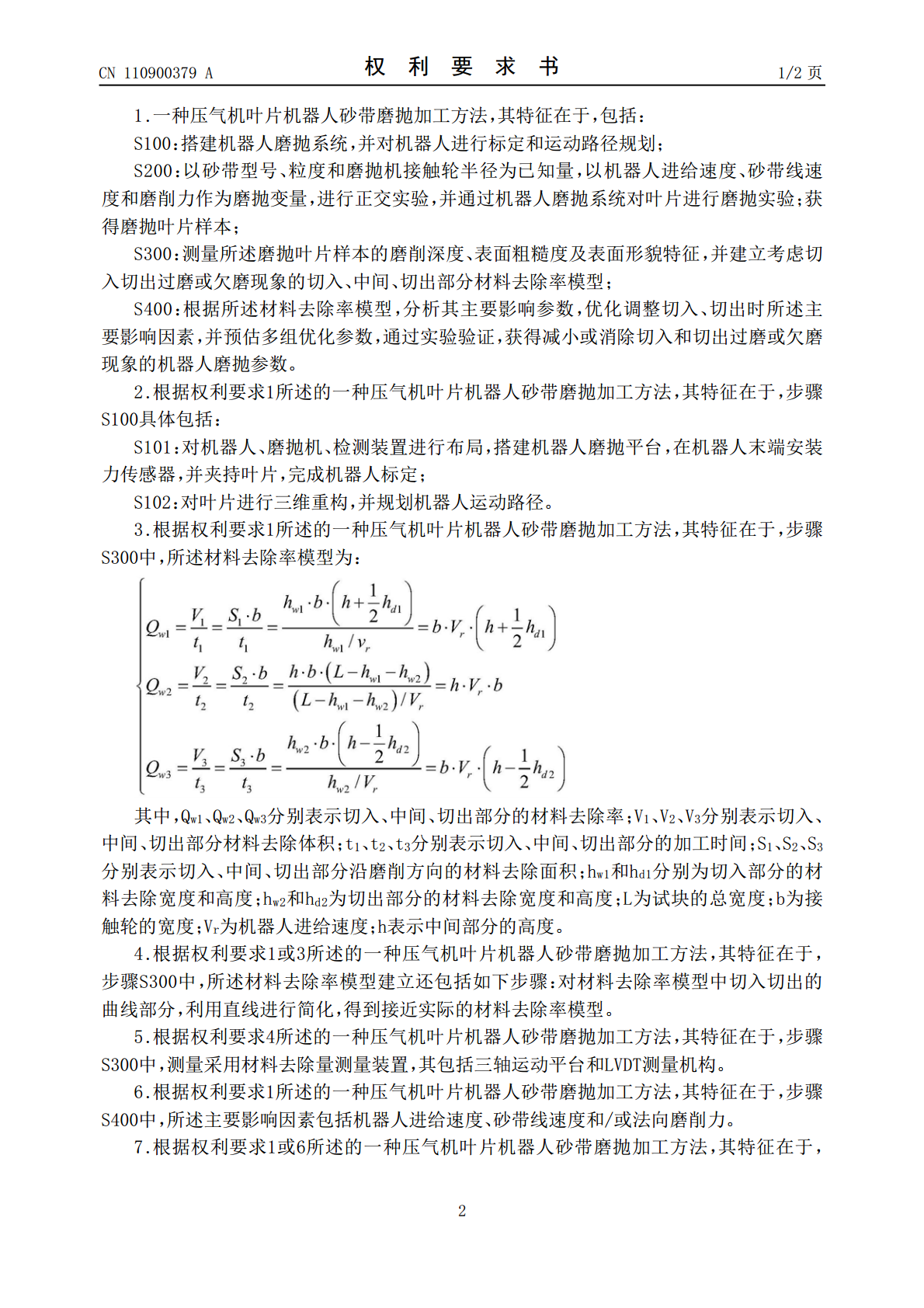
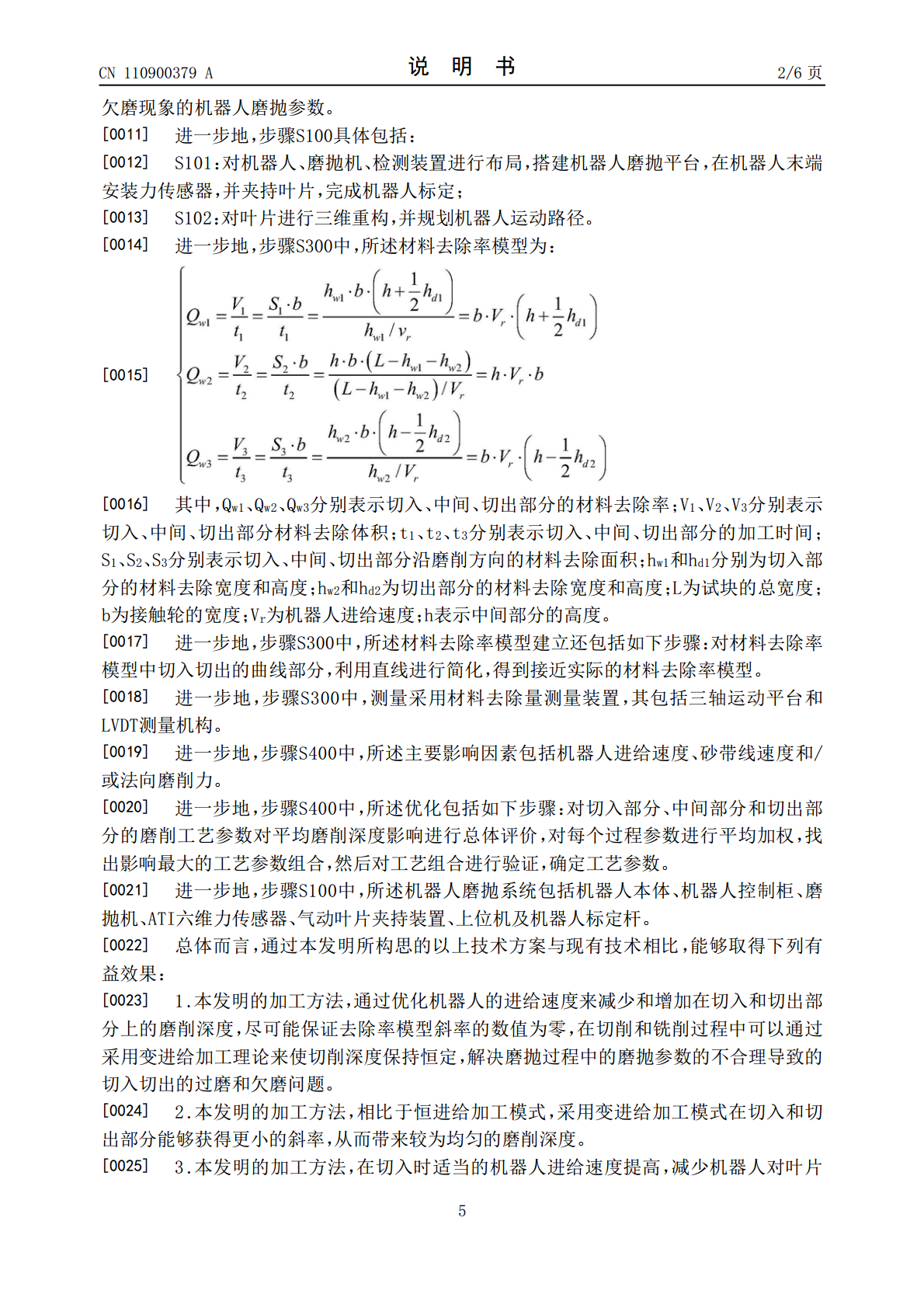
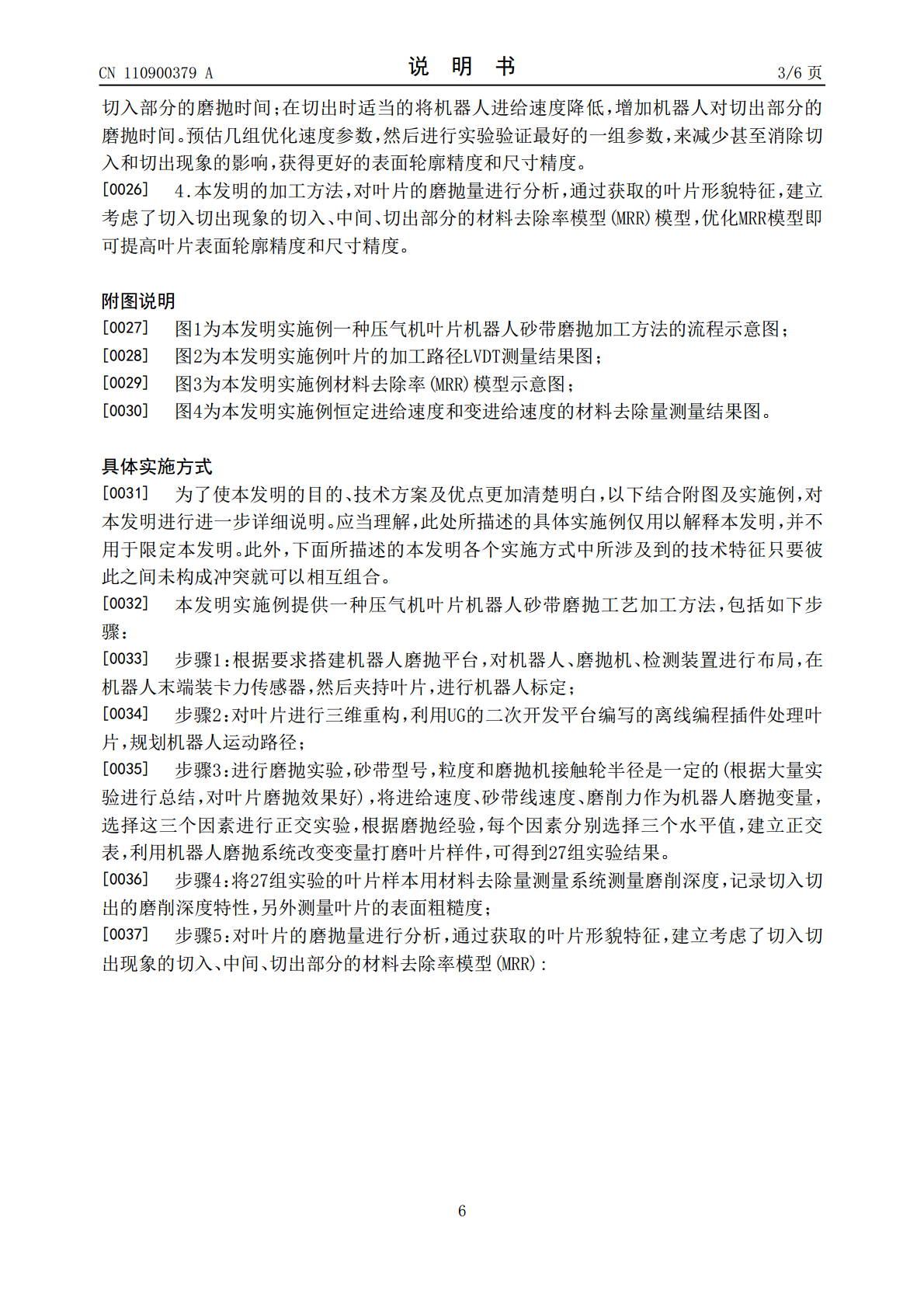
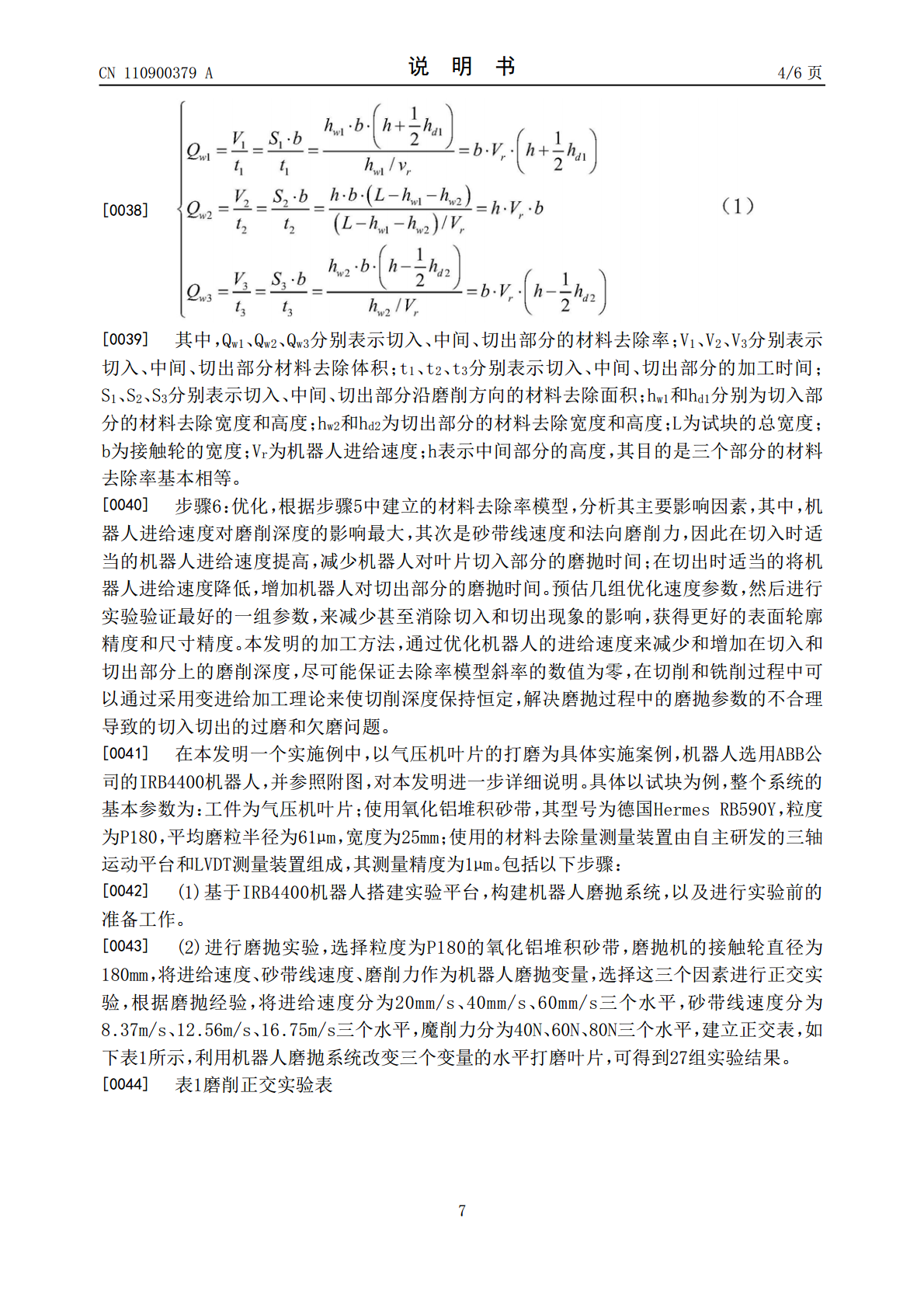
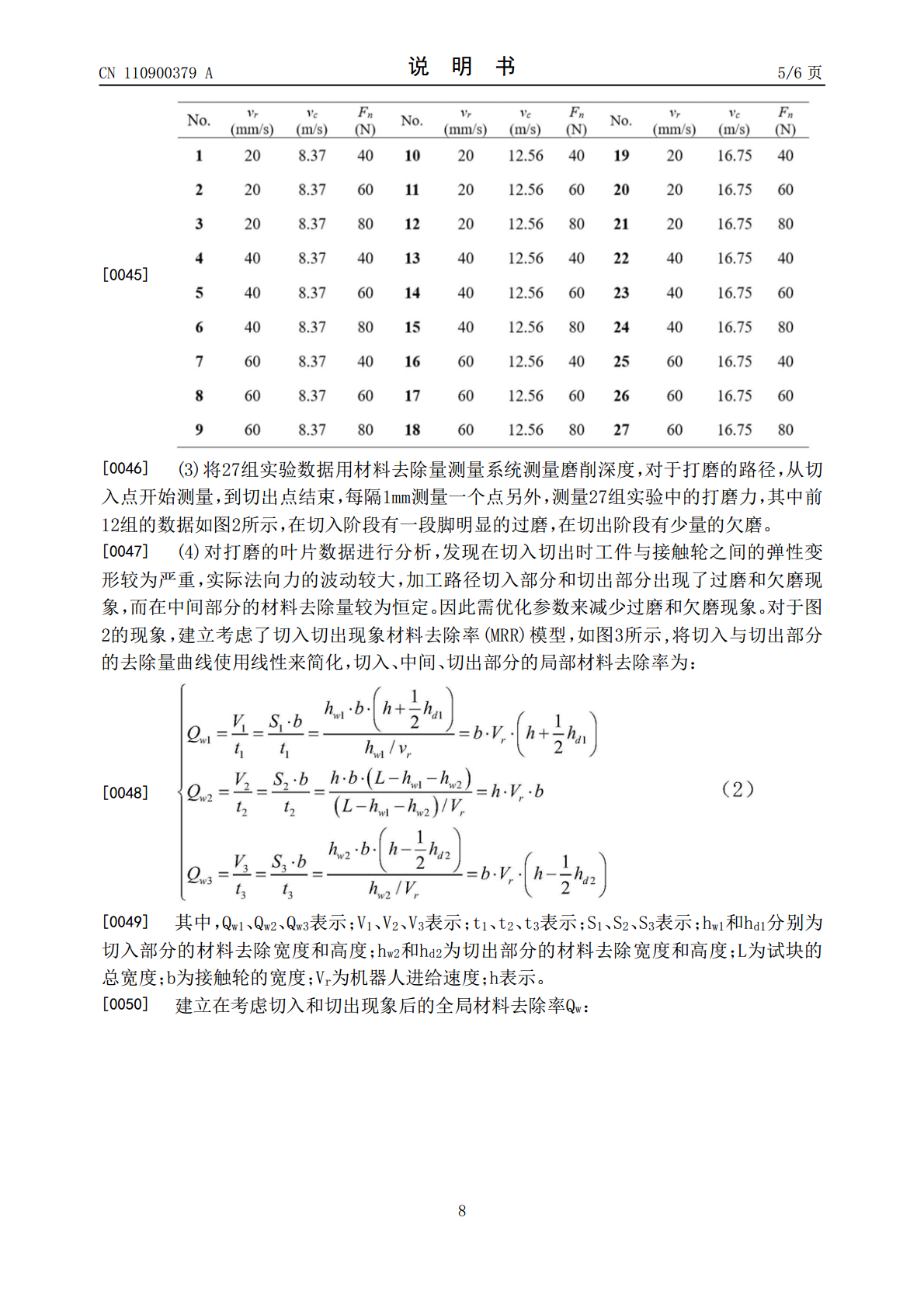
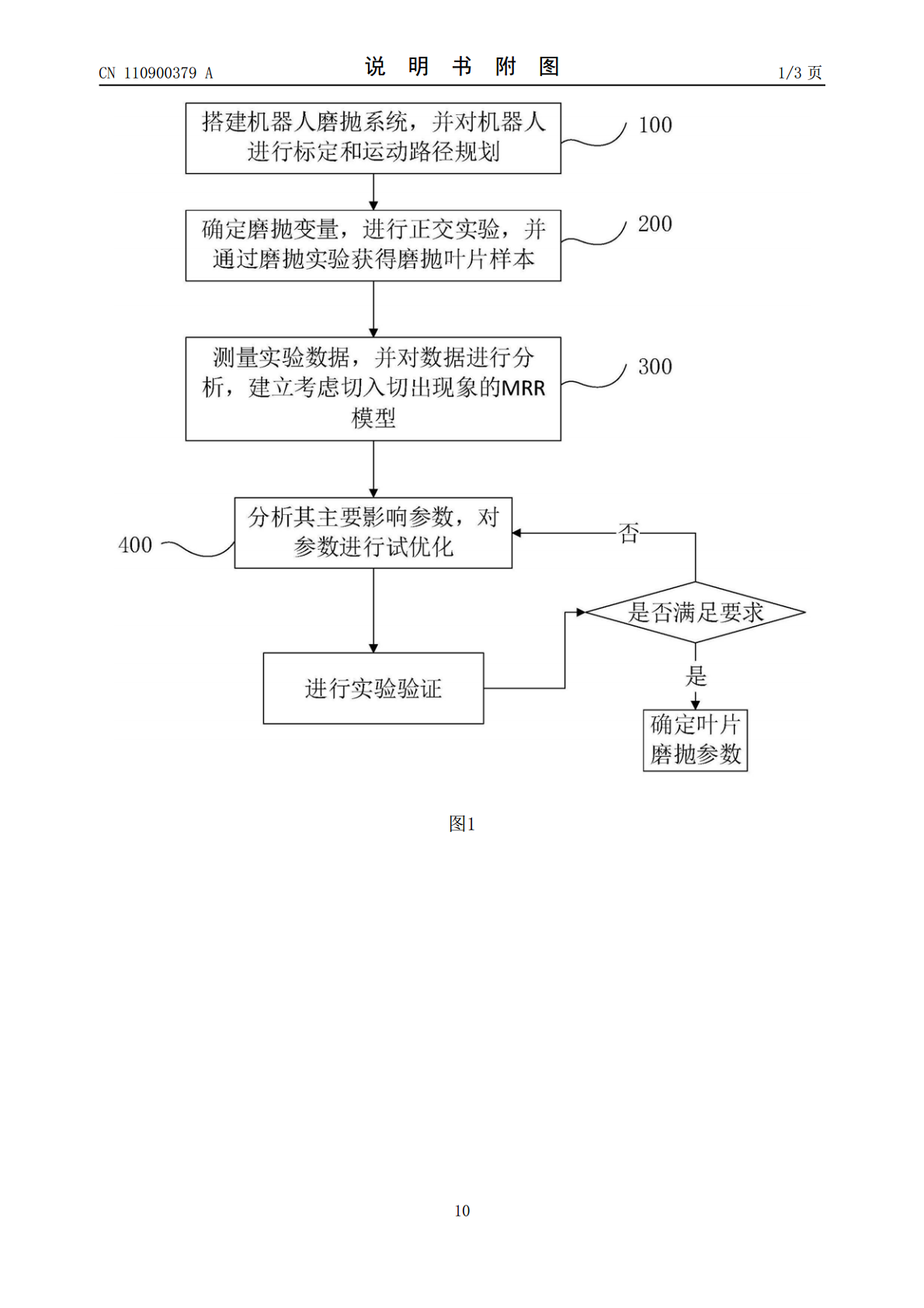
本发明公开了一种压气机叶片机器人砂带磨抛加工方法,包括S100:搭建机器人磨抛系统,并对机器人进行标定和运动路径规划;S200:以砂带型号、粒度和磨抛机接触轮半径为已知量,以机器人进给速度、砂带线速度和磨削力作为磨抛变量,进行正交实验,并通过机器人磨抛系统对叶片进行磨抛实验;获得磨抛叶片样本;S300:测量所述磨抛叶片样本的磨削深度、表面粗糙度及表面形貌特征,并建立考虑切入切出过磨或欠磨现象的切入、中间、切出部分材料去除率模型;S400:根据所述材料去除率模型,分析其主要影响因素,优化调整切入、切出时所述

一种叶片前后缘机器人砂带磨抛步长优化方法.pdf
本发明公开了一种叶片前后缘机器人砂带磨抛步长优化方法。首先基于等弦高误差步长法计算加工步长;接着将加工步长转换为曲线参数域上对应的差值从而确定下一刀位点位置;然后基于点到直线的距离的原理计算实际的弦高误差并与标准值进行比较,判断是否出现弦高误差超差现象;最后针对出现超差现象的曲线段重新计算当前刀位点曲率半径和加工步长并更新下一刀位点位置;如此循环直至路径规划结束。本发明主要针对等弦高误差步长法在用于叶片类复杂曲面工件的刀位点规划中出现的弦高误差超差的情况进行改善,尤其是在叶片前后缘曲率变化较大区域,通过自

面向叶片加工的数控砂带抛磨系统的研究.docx
面向叶片加工的数控砂带抛磨系统的研究摘要:本文研究了面向叶片加工的数控砂带抛磨系统,旨在提高叶片的加工精度和表面质量。本文首先介绍了砂带抛磨的工艺流程和主要设备组成,然后探讨了叶片加工中常见的表面质量问题和原因,最后针对这些问题提出了针对性的解决方案,并进行了仿真分析和试验验证。关键词:数控砂带抛磨系统,叶片加工,表面质量,解决方案,试验验证一、引言叶片作为高速机械的核心部件之一,其加工质量直接影响到机械的运行效率和稳定性。目前,叶片加工常用的方法有磨削、抛光和喷涂等,其中砂带抛磨是一种常见的加工方式。砂

叶片机器人砂带磨抛的轨迹规划研究.docx
叶片机器人砂带磨抛的轨迹规划研究叶片机器人是一种用于清理风电叶片表面的机器人,它的主要作用是去除叶片表面的污垢和杂物,使风力发电机的发电效率更高。这种机器人通常配备了砂带磨抛设备,它可以利用砂带在叶片表面磨除一定深度的腐蚀、氧化和颜色变化,让叶片看上去更加光滑和美观。在叶片机器人砂带磨抛的轨迹规划中,主要的问题是如何确定机器人的路径和轨迹,使其能够对叶片表面进行高效和准确的磨抛。下面我们将介绍几种常见的路径规划方法,以及它们的优缺点和应用场景。1.基于人工导航的路径规划在这种方法中,机器人通过人类操作员的

整体螺旋桨叶片型面机器人砂带抛磨方法.docx
整体螺旋桨叶片型面机器人砂带抛磨方法摘要本篇论文研究了整体螺旋桨叶片型面机器人砂带抛磨方法。整体螺旋桨是一种重要的航空发动机零部件,其质量直接影响到飞行安全。机器人砂带抛磨是一种高效且精度高的叶片表面处理方法。本文介绍了机器人砂带抛磨方法的基本原理和流程,并提出了一种基于视觉导引的自动控制系统。最后,通过实验验证了这种方法的可行性和有效性。关键词:整体螺旋桨;叶片型面;机器人砂带抛磨;视觉导引;自动控制系统AbstractThispaperstudiestherobotsandingandpolishin