
一种叶片型面横向数控抛光方法.pdf

映雁****魔王


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种叶片型面横向数控抛光方法.pdf
本发明提出了一种叶片型面横向数控抛光方法,首先选择软质接触轮,接触轮的接触面上开有斜槽,斜槽与接触轮轴向方向夹角为30°~60°;然后规划数控抛光轨迹,最后对叶片进行抛光,抛光时接触轮沿自身轴线方向移动,接触轮轴线方向沿v方向。本发明所提出的方法采用横向抛光,抛光时接触轮沿自身轴线方向移动,且由于采用软质接触轮,使得对抛光轮施加一定压力后,抛光轮会变形砂带点抛光变为面抛光,从而可明显消除横向振纹,使叶片的表面质量稳定,并且大大提高了抛光的效果和精度,不仅可以用于叶片的抛光,而且可以用于整体叶盘叶片的抛光。

一种用于数控抛光叶片型面的抛光轨迹确定方法.pdf
本发明提出了一种用于数控抛光叶片型面的抛光轨迹确定方法,首先建立叶片型面的参数化模型,在叶片型面上插入β条等分线,然后建立每一段参数化后的叶片型面的拟合直纹面,在拟合直纹面的等距面上插入P条等距线,在等距线上确定加工点坐标和加工轴法向。本发明提出的方法采用直纹面拟合逼近叶片型面,有效地保证了数控加工过程中,能够精确控制抛光轮与叶片型面的加工点,提高了加工精度和叶片质量的一致性,能够应用于对叶片型面的数控抛光工艺中。
一种双端带冠涡轮叶片全型面数控抛光加工工艺方法.pdf
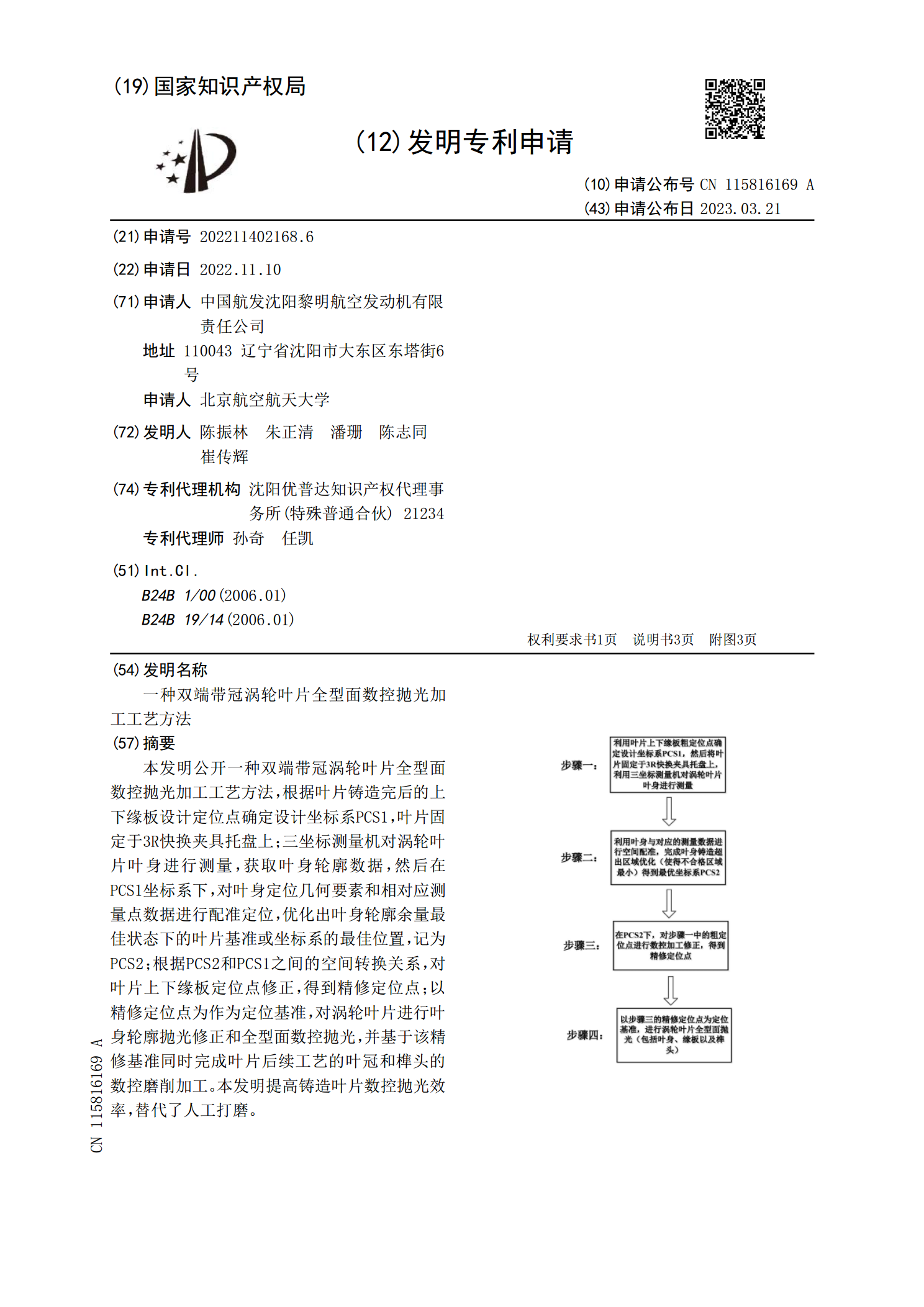
本发明公开一种双端带冠涡轮叶片全型面数控抛光加工工艺方法,根据叶片铸造完后的上下缘板设计定位点确定设计坐标系PCS1,叶片固定于3R快换夹具托盘上;三坐标测量机对涡轮叶片叶身进行测量,获取叶身轮廓数据,然后在PCS1坐标系下,对叶身定位几何要素和相对应测量点数据进行配准定位,优化出叶身轮廓余量最佳状态下的叶片基准或坐标系的最佳位置,记为PCS2;根据PCS2和PCS1之间的空间转换关系,对叶片上下缘板定位点修正,得到精修定位点;以精修定位点为作为定位基准,对涡轮叶片进行叶身轮廓抛光修正和全型面数控抛光,并

一种整体叶盘叶片型面的数控抛光方法.pdf
本发明公开了一种整体叶盘叶片型面的数控抛光方法,采用选择抛光轮;确定抛光行距;规划抛光路径;编制程序方法。数控编程采用的方法包含叶片参数化造型、叶片等距分割、拟合线段组和抛光轨迹确定的实施步骤。叶片型面参数化造型与流道线垂直的方向进行,叶片型面等距分割沿流道线方向进行,且分割距离为抛光轮直径的四分之一。在叶片型面的各分割线上等距插入分割点,依次选取相邻的分割线进行相邻位点的距离计算,得到拟合直纹面,最后由直纹面生成等距面确定抛光轨迹。本发明充分拟合了叶片型面的特征,保证了抛光轮与叶片型面间的良好接触,进而

一种压气机叶片全型面数控磨抛方法.pdf
本发明涉及机械加工方法,具体涉及一种压气机叶片全型面数控磨抛方法。本发明的技术方案如下:一种压气机叶片全型面数控磨抛方法,包括如下步骤:步骤一、划分磨抛区域;步骤二、确定磨抛工艺顺序;步骤三、编制磨抛加工程序;步骤四、磨抛加工。本发明提供的压气机叶片全型面数控磨抛方法,通过划分磨抛区域,固化数控加工程序、磨抛参数、砂带选择和磨抛工艺,实现磨抛去除量可控,轮廓尺寸以及粗糙度符合设计图纸要求,解决手工抛光带来的去除量不可控,过抛或欠抛、尖边、方头等问题。