
真空玻璃立式抽真空载车、抽真空装置、制备方法及真空玻璃.pdf

玉环****找我


1/8

2/8

3/8
4/8
5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
真空玻璃立式抽真空载车、抽真空装置、制备方法及真空玻璃.pdf
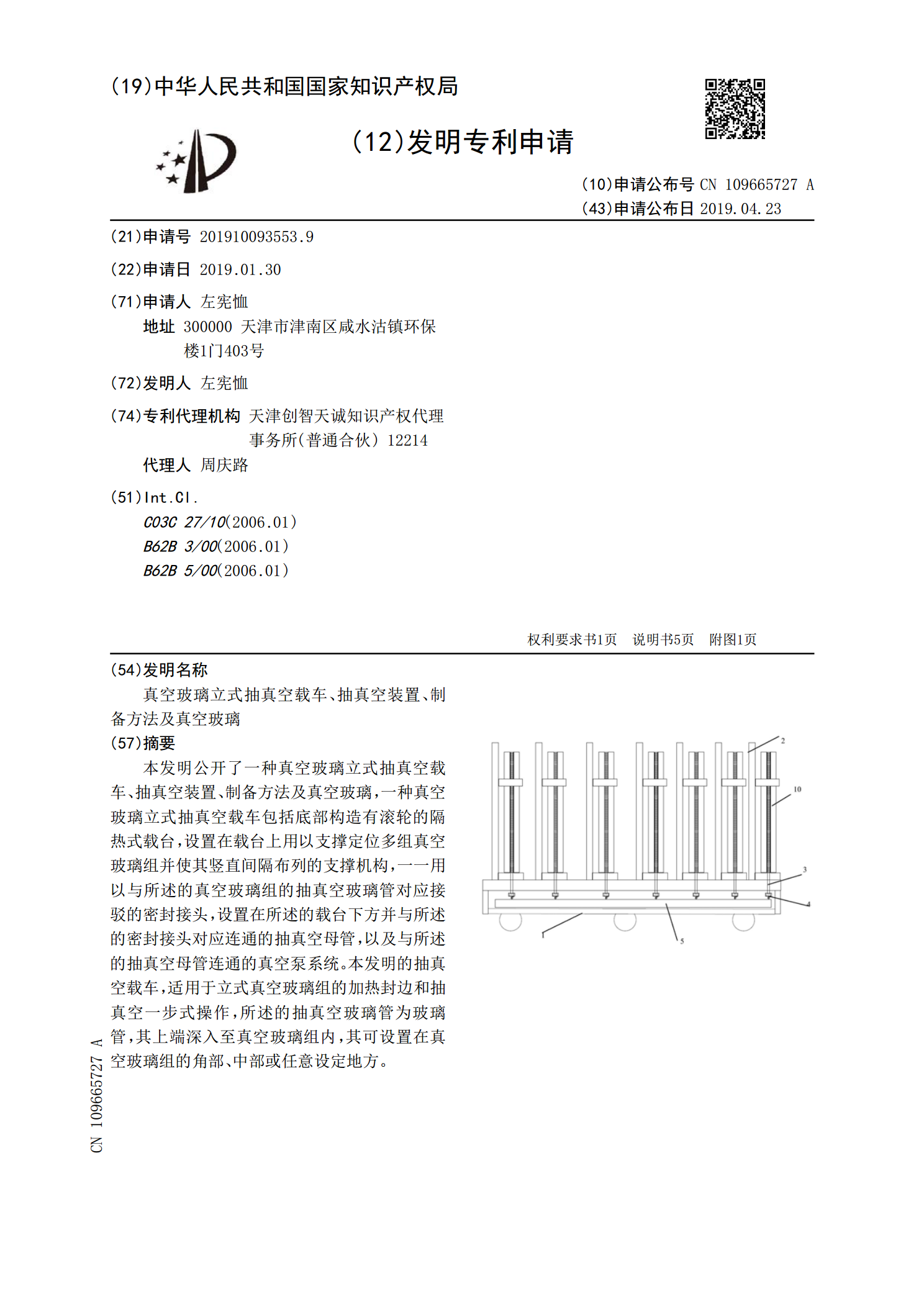
本发明公开了一种真空玻璃立式抽真空载车、抽真空装置、制备方法及真空玻璃,一种真空玻璃立式抽真空载车包括底部构造有滚轮的隔热式载台,设置在载台上用以支撑定位多组真空玻璃组并使其竖直间隔布列的支撑机构,一一用以与所述的真空玻璃组的抽真空玻璃管对应接驳的密封接头,设置在所述的载台下方并与所述的密封接头对应连通的抽真空母管,以及与所述的抽真空母管连通的真空泵系统。本发明的抽真空载车,适用于立式真空玻璃组的加热封边和抽真空一步式操作,所述的抽真空玻璃管为玻璃管,其上端深入至真空玻璃组内,其可设置在真空玻璃组的角部、
一种真空玻璃立式连续抽真空设备.pdf
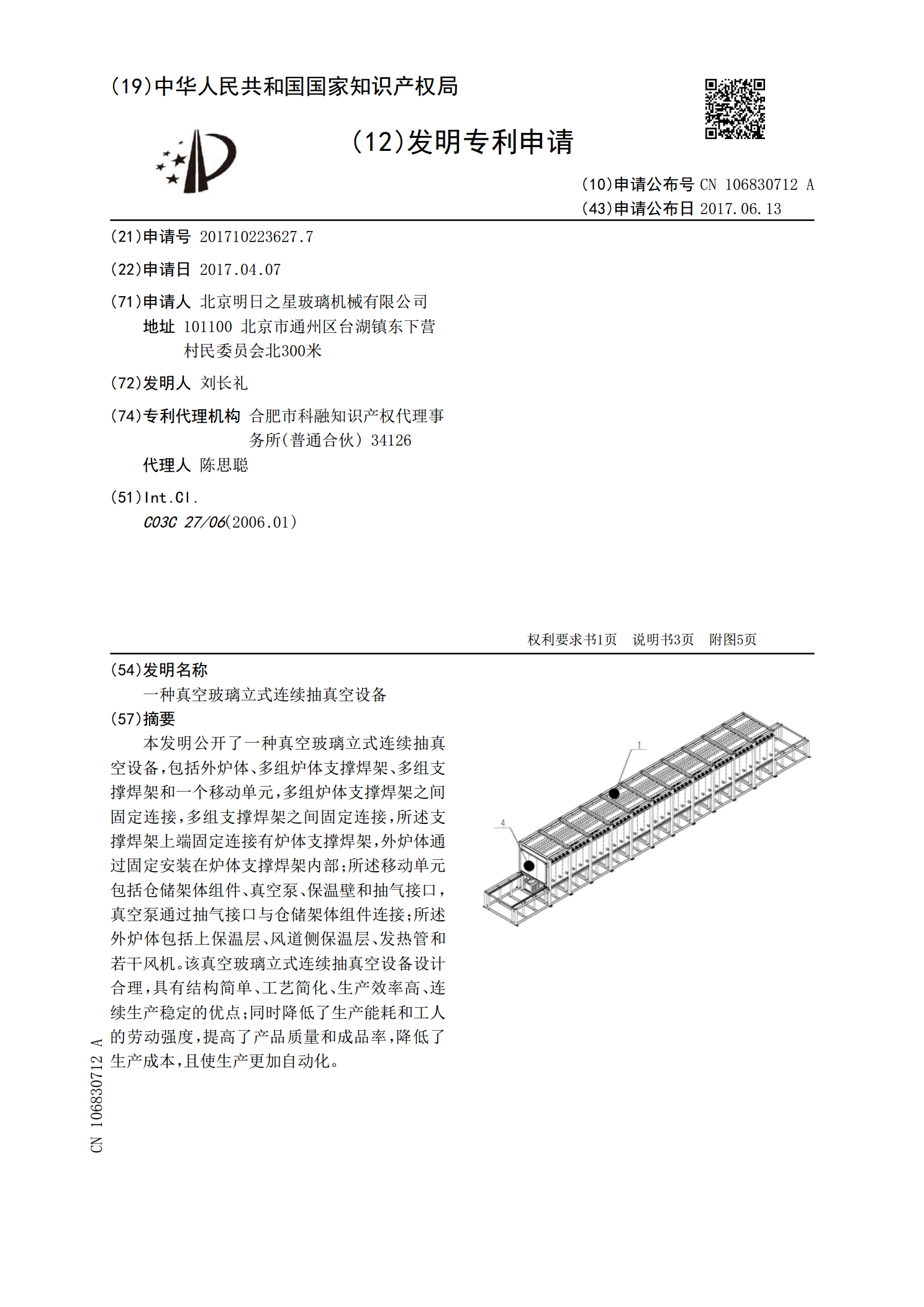
本发明公开了一种真空玻璃立式连续抽真空设备,包括外炉体、多组炉体支撑焊架、多组支撑焊架和一个移动单元,多组炉体支撑焊架之间固定连接,多组支撑焊架之间固定连接,所述支撑焊架上端固定连接有炉体支撑焊架,外炉体通过固定安装在炉体支撑焊架内部;所述移动单元包括仓储架体组件、真空泵、保温壁和抽气接口,真空泵通过抽气接口与仓储架体组件连接;所述外炉体包括上保温层、风道侧保温层、发热管和若干风机。该真空玻璃立式连续抽真空设备设计合理,具有结构简单、工艺简化、生产效率高、连续生产稳定的优点;同时降低了生产能耗和工人的劳动

一种真空玻璃的常温抽真空方法.pdf
本发明涉及一种真空玻璃的常温抽真空方法,将布放好支撑体的基片玻璃、合片、安放一端为盲头的玻璃吸气管,用低熔点玻璃粉封边,进入常压加热炉内升温至350℃-500℃,保温20-40分钟,降温至接近室温时出炉,然后移至真空泵机组旁解封盲头管,将解封后的玻璃管同真空泵机组对接,室温下抽真空,当真空玻璃腔内负压达到要求时给玻璃管根部加热热熔封口,室温下获得真空玻璃。本发明在加热炉内烧结真空玻璃,对真空玻璃进行封边,然后露天抽真空,不受炉内空间的限制,抽气口对接及封口都带来很大的方便,大大减少了真空玻璃制造成本,节能
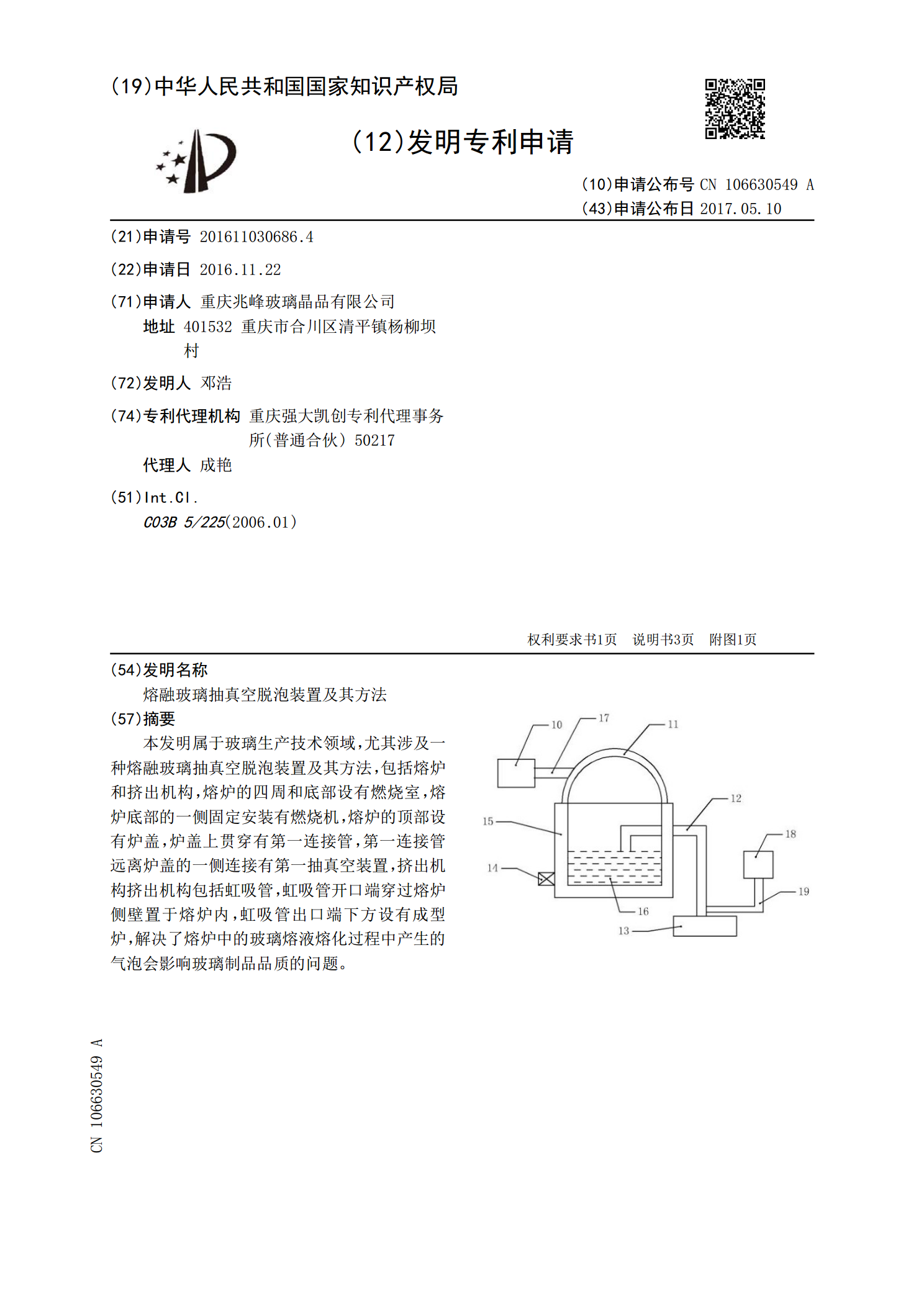
熔融玻璃抽真空脱泡装置及其方法.pdf
本发明属于玻璃生产技术领域,尤其涉及一种熔融玻璃抽真空脱泡装置及其方法,包括熔炉和挤出机构,熔炉的四周和底部设有燃烧室,熔炉底部的一侧固定安装有燃烧机,熔炉的顶部设有炉盖,炉盖上贯穿有第一连接管,第一连接管远离炉盖的一侧连接有第一抽真空装置,挤出机构挤出机构包括虹吸管,虹吸管开口端穿过熔炉侧壁置于熔炉内,虹吸管出口端下方设有成型炉,解决了熔炉中的玻璃熔液熔化过程中产生的气泡会影响玻璃制品品质的问题。
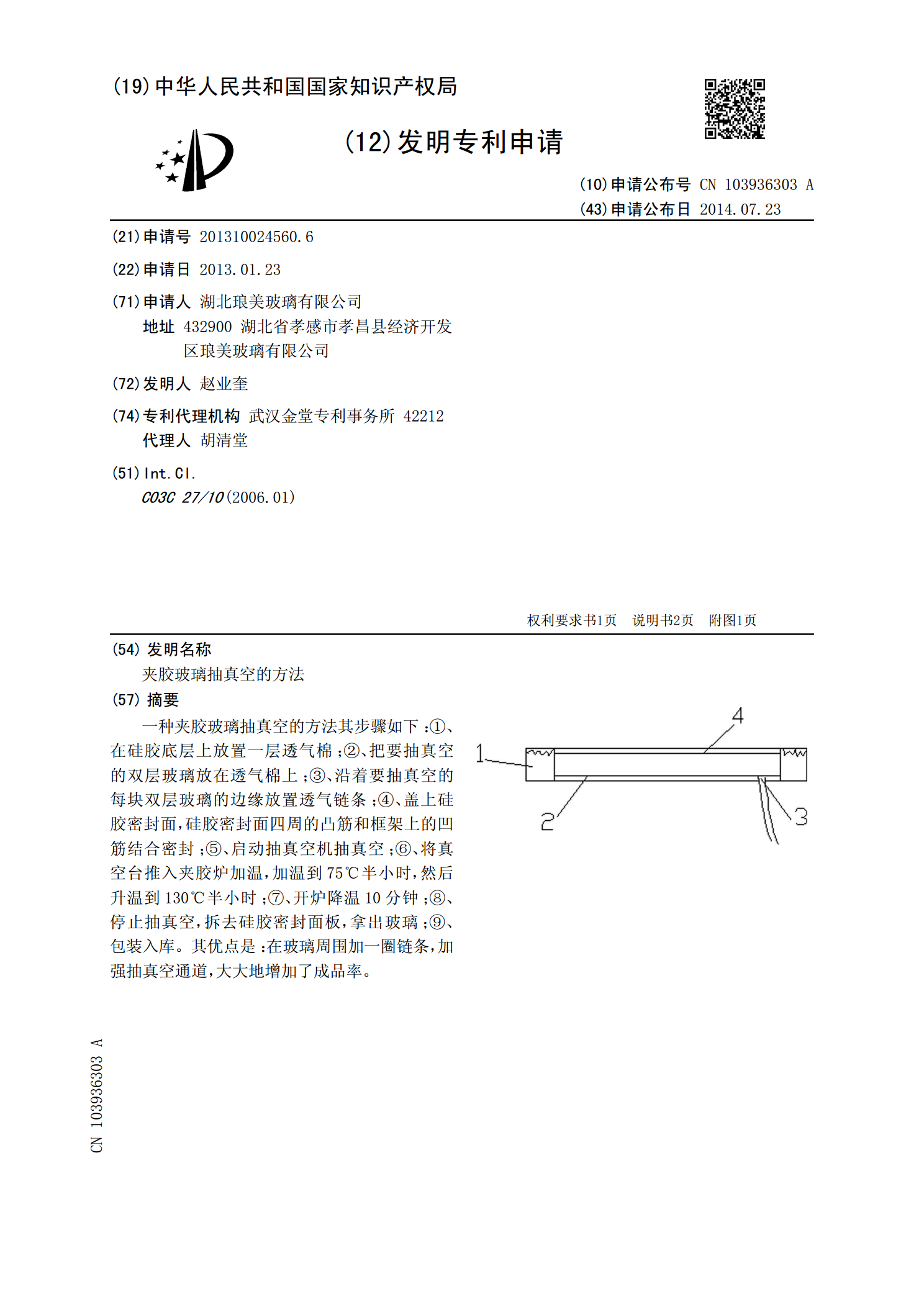
夹胶玻璃抽真空的方法.pdf
一种夹胶玻璃抽真空的方法其步骤如下:①、在硅胶底层上放置一层透气棉;②、把要抽真空的双层玻璃放在透气棉上;③、沿着要抽真空的每块双层玻璃的边缘放置透气链条;④、盖上硅胶密封面,硅胶密封面四周的凸筋和框架上的凹筋结合密封;⑤、启动抽真空机抽真空;⑥、将真空台推入夹胶炉加温,加温到75℃半小时,然后升温到130℃半小时;⑦、开炉降温10分钟;⑧、停止抽真空,拆去硅胶密封面板,拿出玻璃;⑨、包装入库。其优点是:在玻璃周围加一圈链条,加强抽真空通道,大大地增加了成品率。