
一种冷芯砂铸造装置及铸造工艺.pdf

夏萍****文章


1/10

2/10

3/10

4/10
5/10

6/10

7/10
8/10

9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种冷芯砂铸造装置及铸造工艺.pdf
本发明公开了一种冷芯砂铸造装置及铸造工艺,包括底座、固定板、第一滑槽、第二滑块和第二螺纹孔,所述底座顶端一侧安装有固定板,本发明结构科学合理,使用安全方便,底座底部四周均安装有万向轮,便于工作人员对其进行搬运和移动,将下砂箱安放在底座顶端,通过操作摇杆使螺纹杆进行转动,限位板对螺纹杆位置进行固定,螺纹杆转动带动第一滑块进行移动,从而使移动板进行移动,第一滑块与固定板对下砂箱进行夹紧,通过移动第二滑块使限位板进行移动,限位板对下砂箱两侧进行固定,并通过第二螺纹孔与紧固螺栓配合连接使限位板位置进行固定,最后工
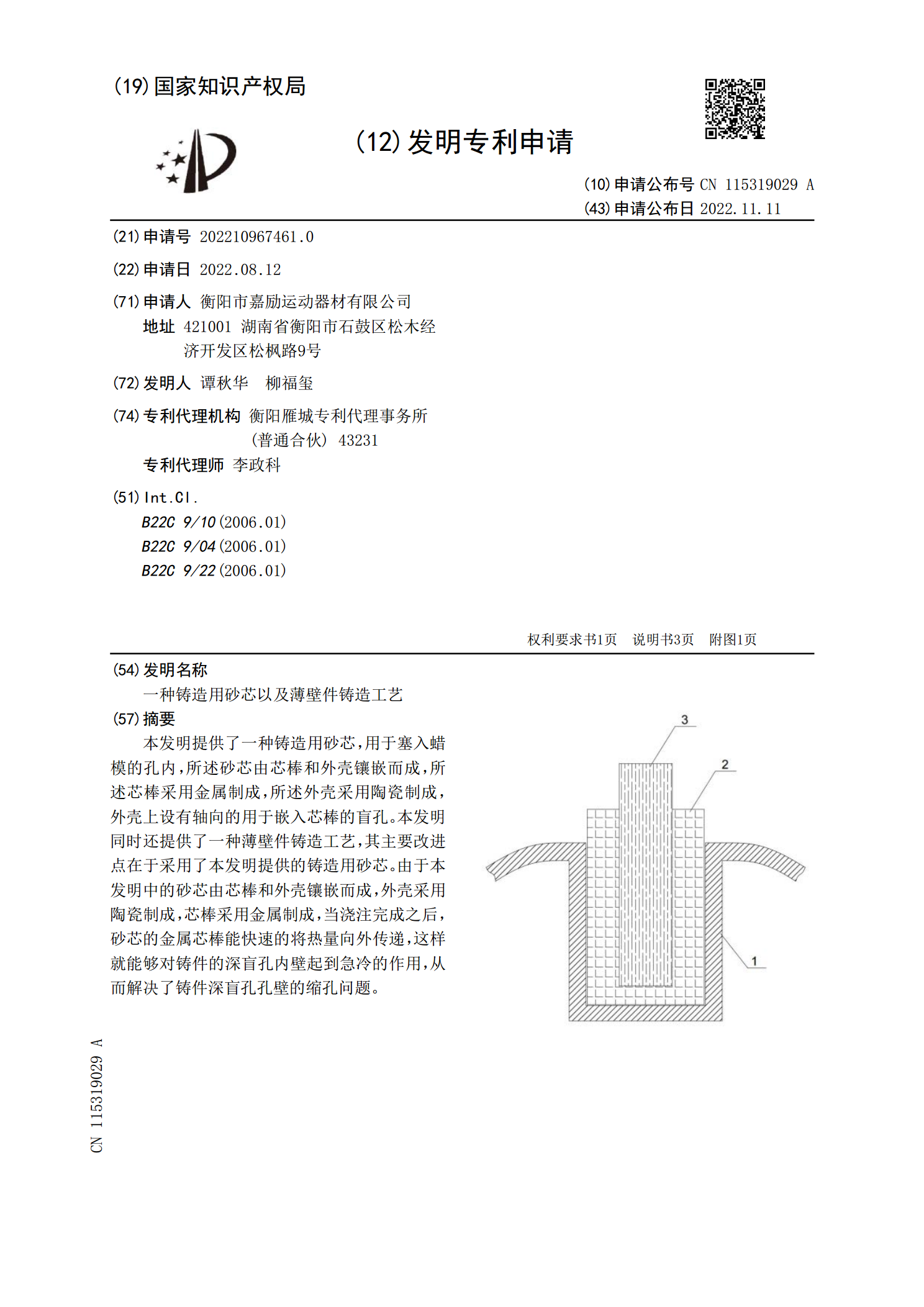
一种铸造用砂芯以及薄壁件铸造工艺.pdf
本发明提供了一种铸造用砂芯,用于塞入蜡模的孔内,所述砂芯由芯棒和外壳镶嵌而成,所述芯棒采用金属制成,所述外壳采用陶瓷制成,外壳上设有轴向的用于嵌入芯棒的盲孔。本发明同时还提供了一种薄壁件铸造工艺,其主要改进点在于采用了本发明提供的铸造用砂芯。由于本发明中的砂芯由芯棒和外壳镶嵌而成,外壳采用陶瓷制成,芯棒采用金属制成,当浇注完成之后,砂芯的金属芯棒能快速的将热量向外传递,这样就能够对铸件的深盲孔内壁起到急冷的作用,从而解决了铸件深盲孔孔壁的缩孔问题。
一种铸造砂芯转运装置.pdf
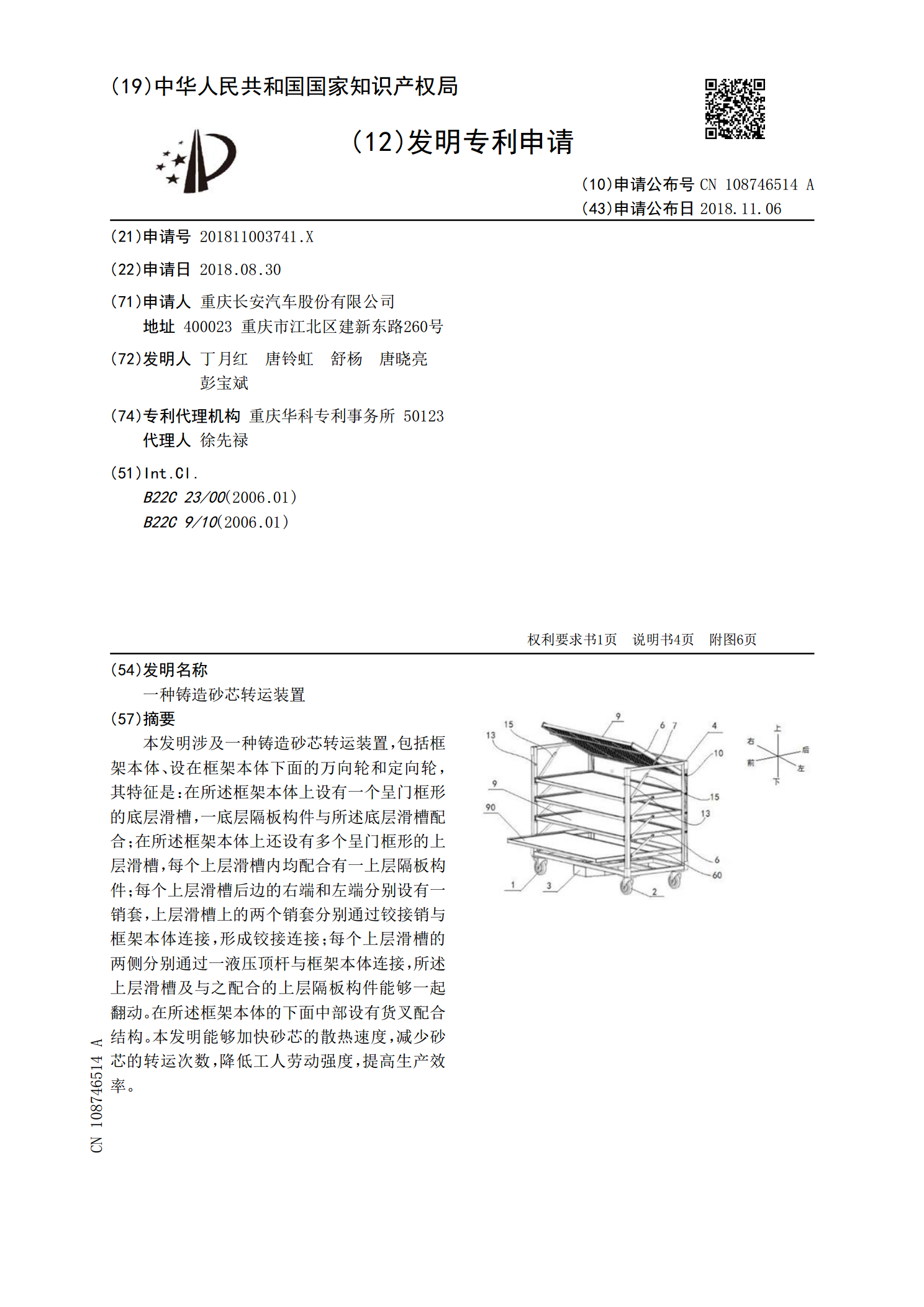
本发明涉及一种铸造砂芯转运装置,包括框架本体、设在框架本体下面的万向轮和定向轮,其特征是:在所述框架本体上设有一个呈门框形的底层滑槽,一底层隔板构件与所述底层滑槽配合;在所述框架本体上还设有多个呈门框形的上层滑槽,每个上层滑槽内均配合有一上层隔板构件;每个上层滑槽后边的右端和左端分别设有一销套,上层滑槽上的两个销套分别通过铰接销与框架本体连接,形成铰接连接;每个上层滑槽的两侧分别通过一液压顶杆与框架本体连接,所述上层滑槽及与之配合的上层隔板构件能够一起翻动。在所述框架本体的下面中部设有货叉配合结构。本发明

砂芯铸造低压成型工艺.pdf
一种砂芯铸造低压成型工艺,包括以下工艺过程:1)模具清理,用钢丝轮对模具表面进行打磨清理,使模具表面光滑,铸件脱模容易脱开;2)预热,模具温度一般控制在95‑105℃;3)喷专用涂料,对模具内腔表面用喷枪涂上一层专用的耐热涂料,以起到隔热和保护模具的作用。涂料喷好后还需对模具进行加热烘干,以去除涂料中的水分;4)将预先制作好的砂芯按底座定位装入低压铸造钢模腔内,并清理干净模腔内周边浮砂;5)将低压铸件的浇注温度控制在700‑720℃之间,通过降低铸件在浇注后凝固过程中不同壁厚处的温度差。本发明通过通过小批

砂芯铸造低压成型工艺.pdf
一种砂芯铸造低压成型工艺,包括以下工艺过程:1)模具清理,用钢丝轮对模具表面进行打磨清理,使模具表面光滑,铸件脱模容易脱开;2)预热,模具温度一般控制在95-105℃;3)喷专用涂料,对模具内腔表面用喷枪涂上一层专用的耐热涂料,以起到隔热和保护模具的作用。涂料喷好后还需对模具进行加热烘干,以去除涂料中的水分;4)将预先制作好的砂芯按底座定位装入低压铸造钢模腔内,并清理干净模腔内周边浮砂;5)将低压铸件的浇注温度控制在700-720℃之间,通过降低铸件在浇注后凝固过程中不同壁厚处的温度差。本发明通过小批量的