
一种整体式轻量化齿轮轴及其制造工艺.pdf

春兰****89


1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种整体式轻量化齿轮轴及其制造工艺.pdf
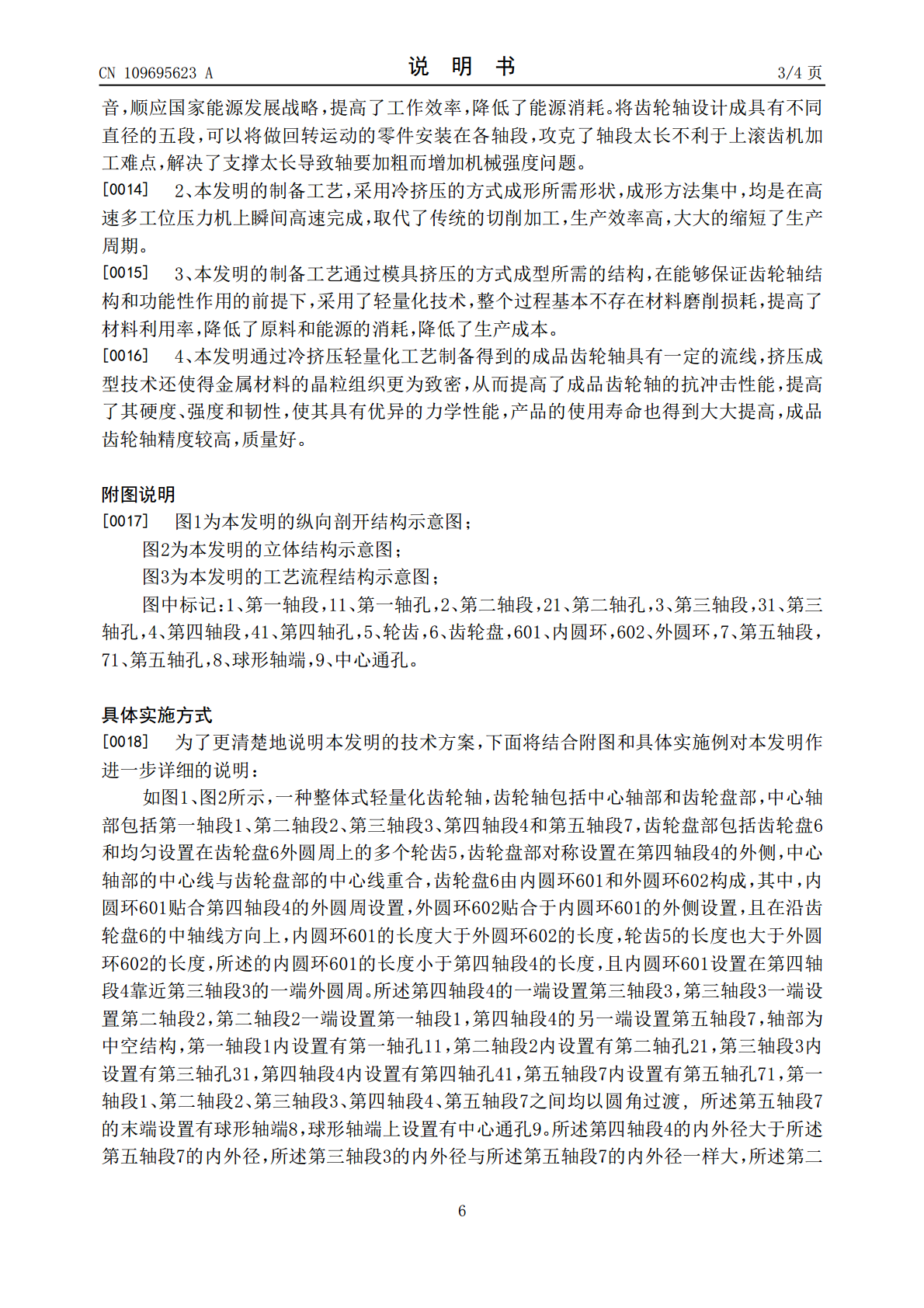
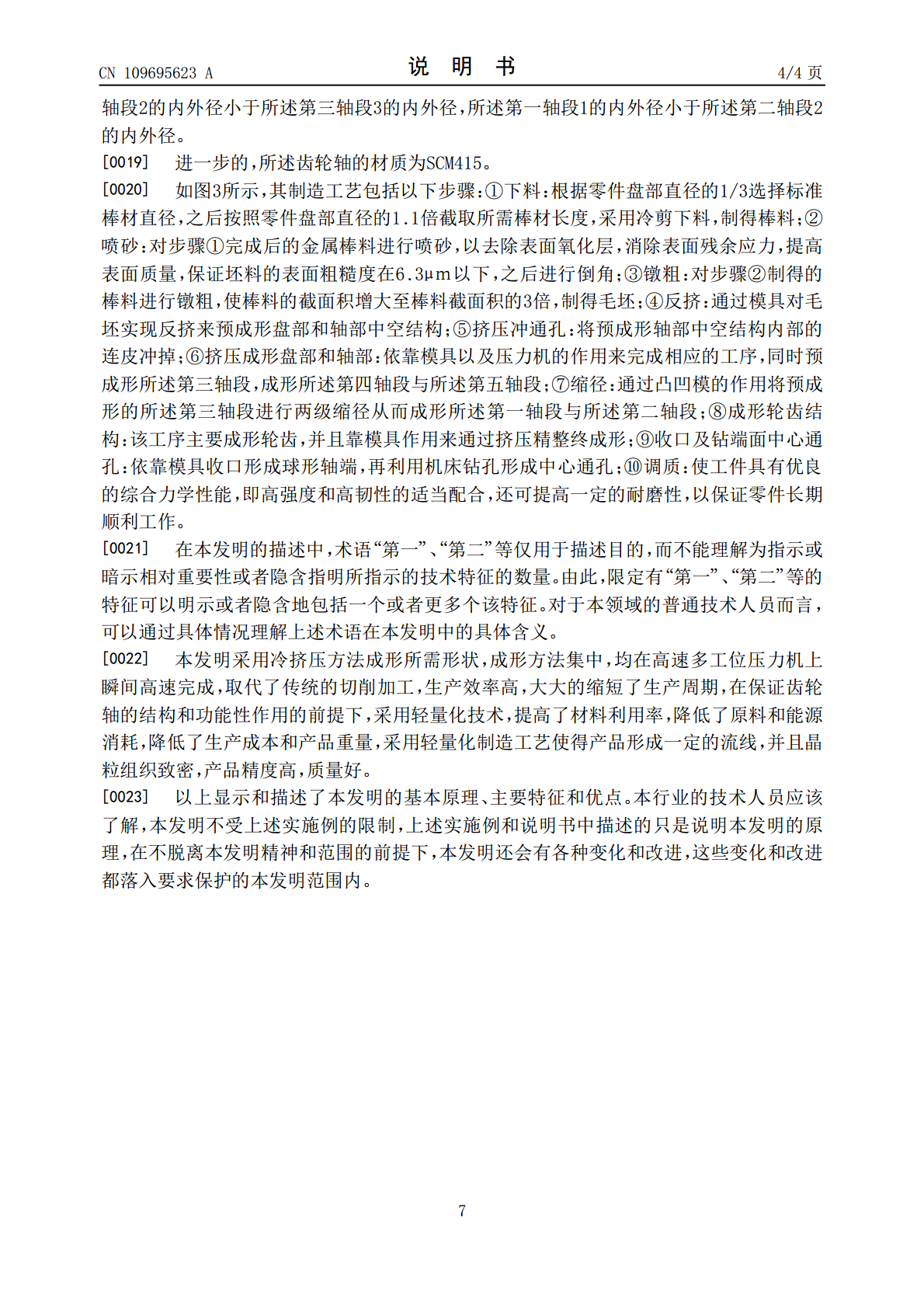
一种整体式轻量化齿轮轴,包括中心轴部和齿轮盘部,中心轴部由从左到右依次连接、且同轴设置的第一轴段、第二轴段、第三轴段、第四轴段和第五轴段构成,该中心轴部呈中空结构,第一轴段至第四轴段的内外径依次增大,第五轴段的内外径小于第四轴段的内外径,且第五轴段在其远离第四轴段的一端还设置有球形轴端,该球形轴端上设置有中心通孔。本发明采用轻量化技术,提供一种生产加工方便、材料利用率高,能源消耗少,成品具有一定的流线,且金属致密度高,产品综合性能优异的整体式轻量化齿轮轴及其制造工艺。

轻量化蹄铁及其制造工艺.pdf
本发明公开了一种轻量化蹄铁及其制造工艺,将蹄铁的两端销轴孔支撑部分和滚轮轴孔支撑部分由原来的圆柱改为半圆结构,同时对蹄铁进行局部淬火,增强蹄铁的强度,并降低蹄铁的弧面厚度到5.5mm,从而减少用料。通过这样的设计和方法,可以大大降低蹄铁的重量,同时通过对材料的淬火工艺,加强了材料的强度,在降低了材料厚度减轻重量的情况下,还能提高产品的强度性能。
一种整体式抗菌牙刷及其成型制造工艺.pdf
本发明涉及是一种整体式抗菌牙刷及其成型制造工艺,牙刷包括刷柄和具有刷毛的刷头,刷柄、刷头和刷毛为一体成型结构,刷头上设置的刷毛数量为75~210根/cm2;刷毛顶端呈尖锥形,刷毛底端与刷头连接处为方形或圆形,刷头与刷毛部分由抗菌无毒软胶注塑成型,刷柄部分由PP或无毒塑料注塑成型。本发明通过复合胶工艺使刷头表面无缝隙无孔洞,从根本上杜绝细菌的滋生,刷头和刷颈部分采用抗菌软胶包覆成型的工艺让使用的舒适性和卫生性大大提高,其超高密度的尖锥形刷毛能够更大范围的清洁口腔中的细小缝隙。本发明在注塑工艺中,克服了细小刷
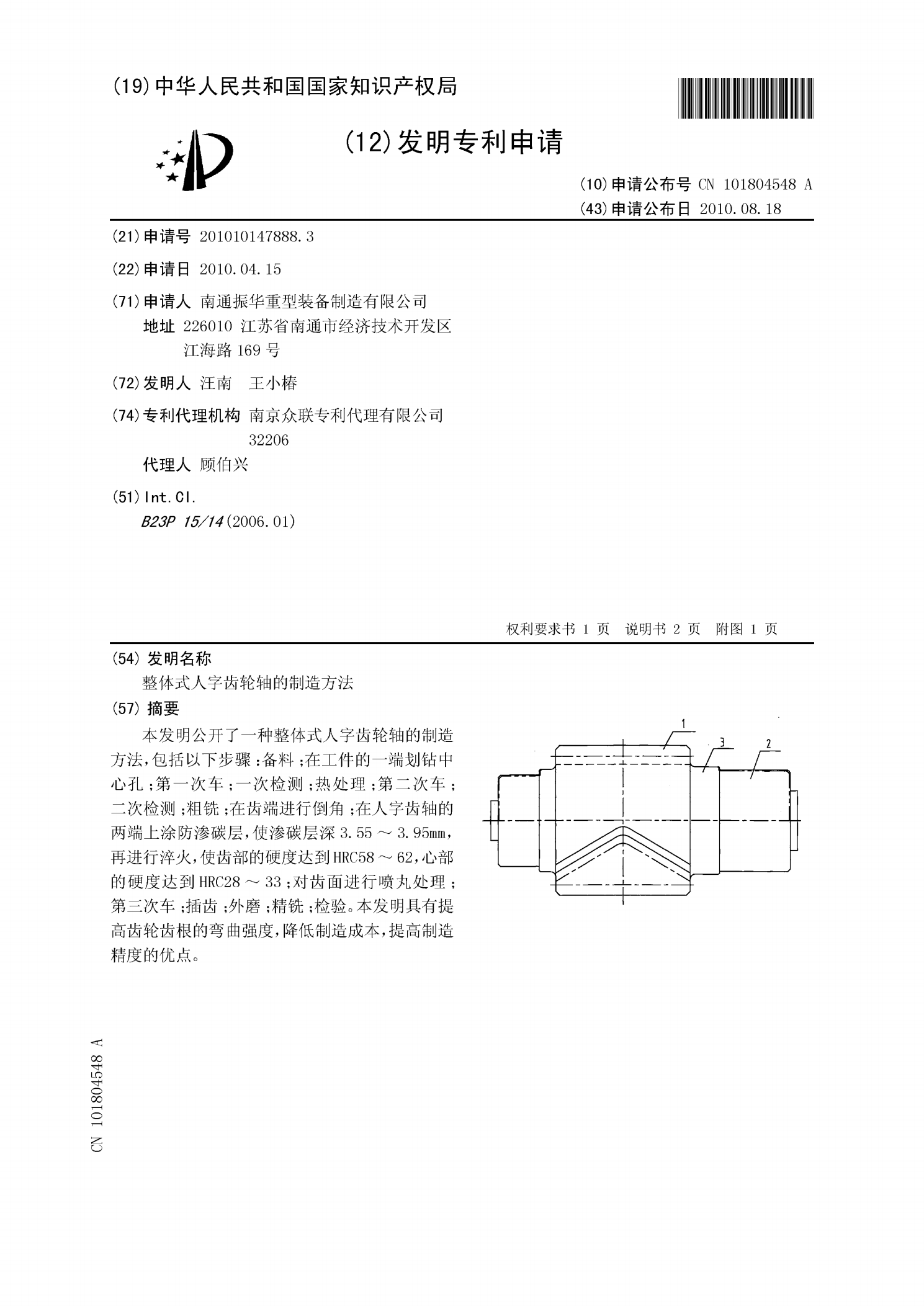
整体式人字齿轮轴的制造方法.pdf
本发明公开了一种整体式人字齿轮轴的制造方法,包括以下步骤:备料;在工件的一端划钻中心孔;第一次车;一次检测;热处理;第二次车;二次检测;粗铣;在齿端进行倒角;在人字齿轴的两端上涂防渗碳层,使渗碳层深3.55~3.95mm,再进行淬火,使齿部的硬度达到HRC58~62,心部的硬度达到HRC28~33;对齿面进行喷丸处理;第三次车;插齿;外磨;精铣;检验。本发明具有提高齿轮齿根的弯曲强度,降低制造成本,提高制造精度的优点。
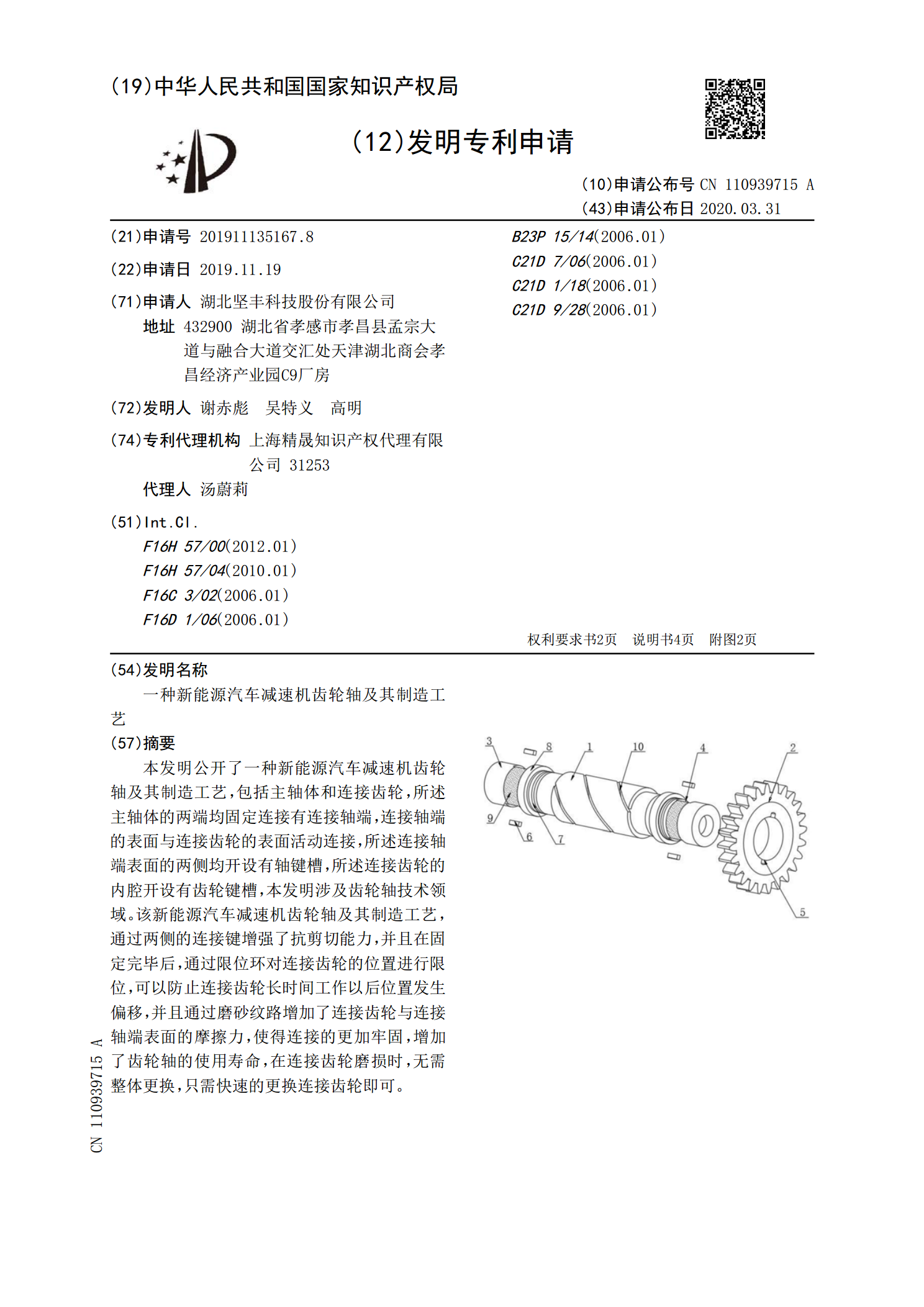
一种新能源汽车减速机齿轮轴及其制造工艺.pdf
本发明公开了一种新能源汽车减速机齿轮轴及其制造工艺,包括主轴体和连接齿轮,所述主轴体的两端均固定连接有连接轴端,连接轴端的表面与连接齿轮的表面活动连接,所述连接轴端表面的两侧均开设有轴键槽,所述连接齿轮的内腔开设有齿轮键槽,本发明涉及齿轮轴技术领域。该新能源汽车减速机齿轮轴及其制造工艺,通过两侧的连接键增强了抗剪切能力,并且在固定完毕后,通过限位环对连接齿轮的位置进行限位,可以防止连接齿轮长时间工作以后位置发生偏移,并且通过磨砂纹路增加了连接齿轮与连接轴端表面的摩擦力,使得连接的更加牢固,增加了齿轮轴的使