
轻量化蹄铁及其制造工艺.pdf

是湛****21

1/6

2/6

3/6

4/6
5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

轻量化蹄铁及其制造工艺.pdf
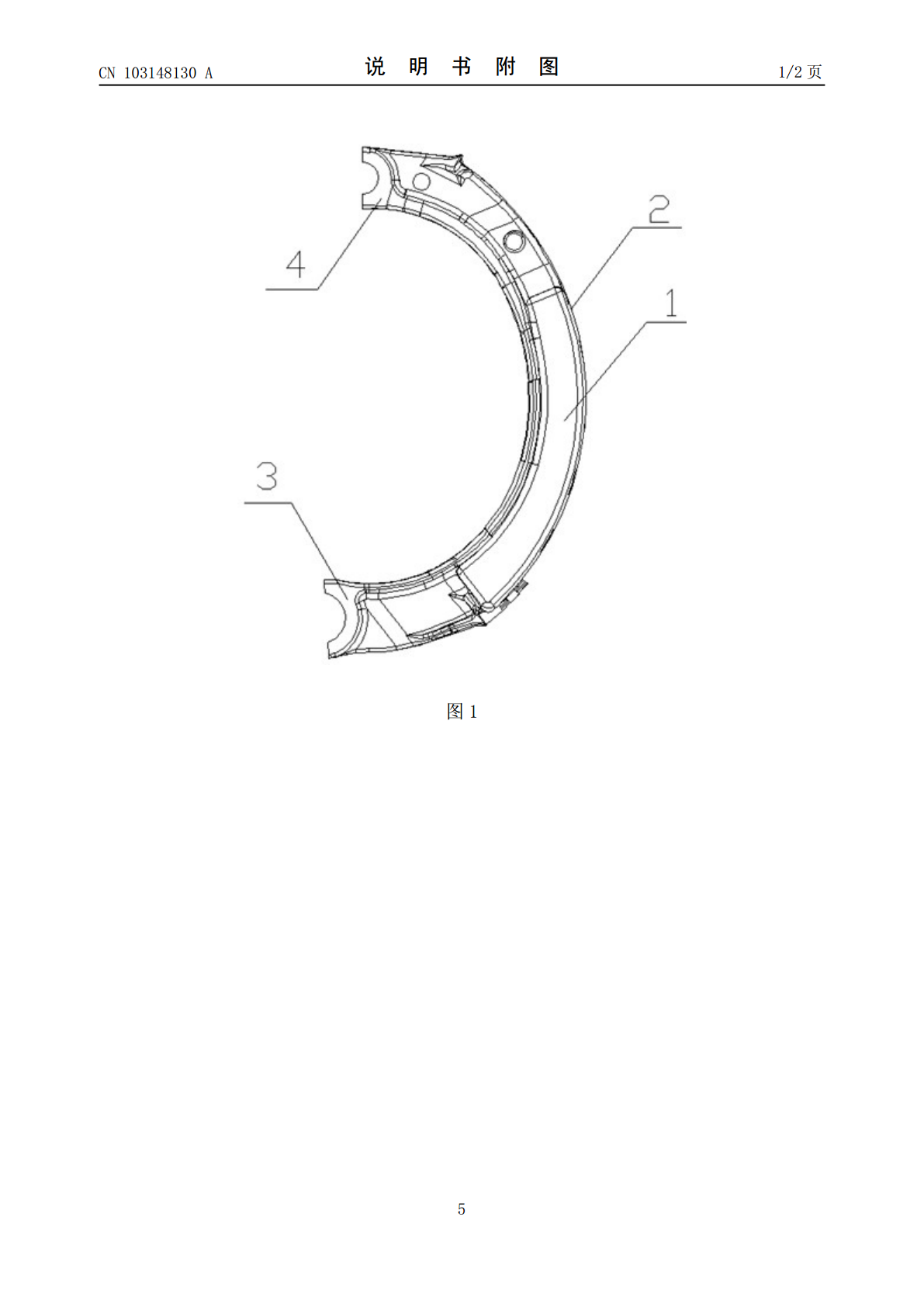
本发明公开了一种轻量化蹄铁及其制造工艺,将蹄铁的两端销轴孔支撑部分和滚轮轴孔支撑部分由原来的圆柱改为半圆结构,同时对蹄铁进行局部淬火,增强蹄铁的强度,并降低蹄铁的弧面厚度到5.5mm,从而减少用料。通过这样的设计和方法,可以大大降低蹄铁的重量,同时通过对材料的淬火工艺,加强了材料的强度,在降低了材料厚度减轻重量的情况下,还能提高产品的强度性能。
一种整体式轻量化齿轮轴及其制造工艺.pdf
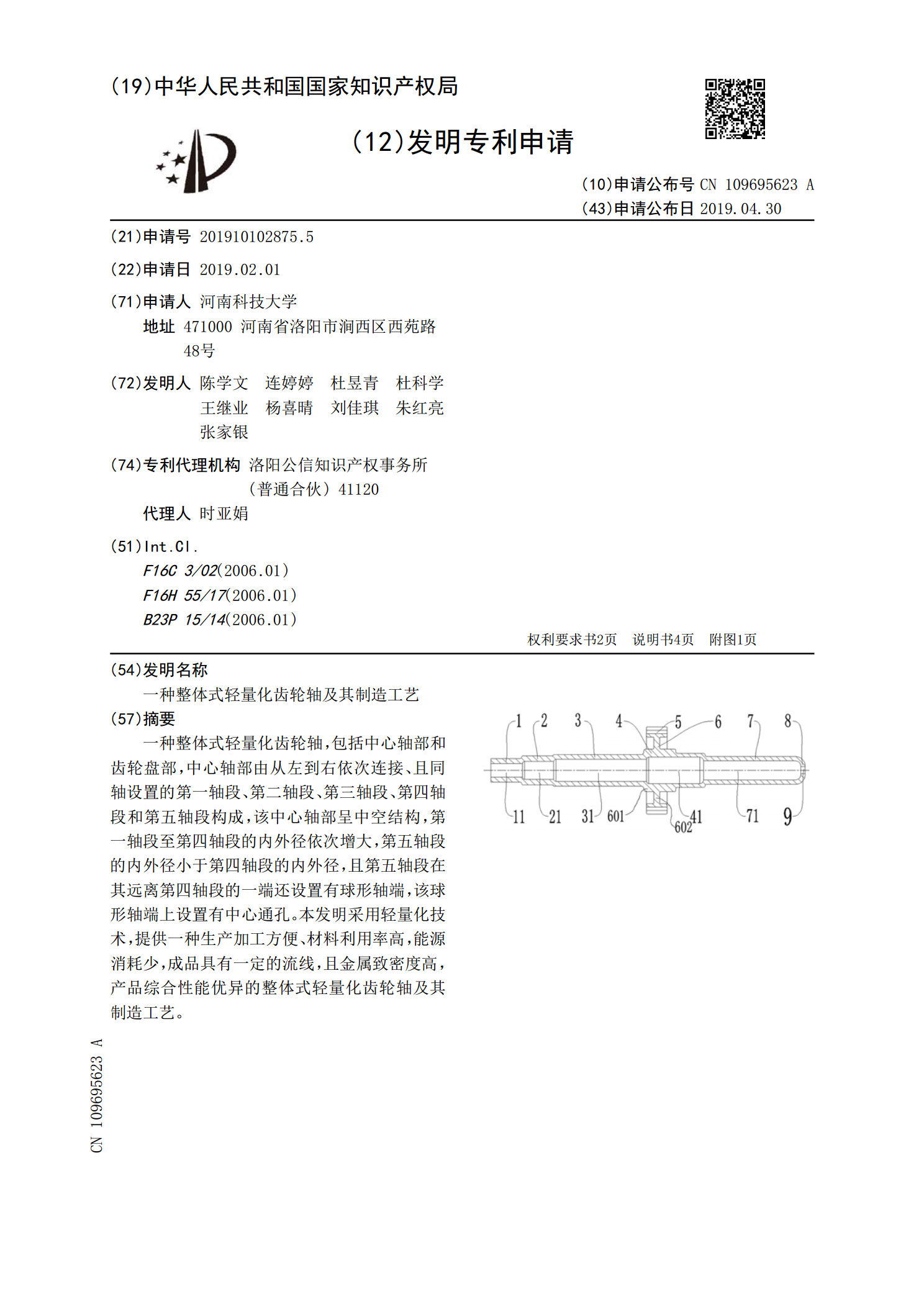
一种整体式轻量化齿轮轴,包括中心轴部和齿轮盘部,中心轴部由从左到右依次连接、且同轴设置的第一轴段、第二轴段、第三轴段、第四轴段和第五轴段构成,该中心轴部呈中空结构,第一轴段至第四轴段的内外径依次增大,第五轴段的内外径小于第四轴段的内外径,且第五轴段在其远离第四轴段的一端还设置有球形轴端,该球形轴端上设置有中心通孔。本发明采用轻量化技术,提供一种生产加工方便、材料利用率高,能源消耗少,成品具有一定的流线,且金属致密度高,产品综合性能优异的整体式轻量化齿轮轴及其制造工艺。

汽车轻量化材料及制造工艺分析.docx
汽车轻量化材料及制造工艺分析汽车轻量化是现代汽车技术发展的重要趋势之一,它可以显著提高汽车的燃油经济性、降低排放,同时还能提高车辆的性能和安全性。在实现汽车轻量化的过程中,材料的选择和制造工艺的优化是两个关键因素。本文将对汽车轻量化材料及制造工艺进行分析,探讨其在汽车工业中的应用和发展。一、材料选择在汽车轻量化过程中,常用的材料有:1.铝合金:铝合金具有良好的强度和韧性,同时具备较低的密度,是一种常用的轻量化材料。它可以广泛应用于车身、发动机和底盘等部件。2.高强度钢:高强度钢具有良好的强度和韧性,能够实

一种轻量化隔音垫的制造工艺及其离心注塑模具.pdf
本发明公开了一种轻量化隔音垫的制造工艺及其离心注塑模具,涉及汽车隔音垫制造领域;本模具外模为圆环柱,外模固定连接在固定板二上,成型模通过轴固定连接在固定板一上,固定板一上设有与外模配合的模压槽,轴贯穿固定板一与支架一轴承连接,轴的端面设有进料口,进料口端部通过轴承与连接嘴连接,进料口贯穿轴,成型模与轴连接的一端设有径向分布的浇道;支架一的底部与液压装置的活塞杆固定连接;成型模与设在固定板二中心的转动轴的一端滑动插接,转动轴贯穿固定板二与支架二轴承连接,转动轴的另一端端部与带轮机构固定连接;本发明的优点在于
汽车轻量化材料及制造工艺研究现状.pdf
汽车轻量化材料及制造工艺研究现状随着汽车工业的不断发展,汽车轻量化已成为提高燃油效率和减少环境污染的重要手段。本文将介绍汽车轻量化材料及制造工艺的研究现状,以期为相关领域的研究提供参考。关键词:汽车轻量化材料,制造工艺,铝合金,高强度钢,复合材料,激光焊接,挤压成型,塑料材质在汽车轻量化进程中,轻量化材料的选择和应用至关重要。目前,汽车轻量化材料主要包括铝合金、高强度钢、复合材料、塑料材质等。其中,铝合金具有质量轻、强度高、耐腐蚀等优点,是应用最广泛的轻量化材料之一;高强度钢则具有出色的抗拉强度和延展性,