
汽车铝合金轮毂翻新修复工艺.pdf

冷霜****魔王

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
汽车铝合金轮毂翻新修复工艺.pdf
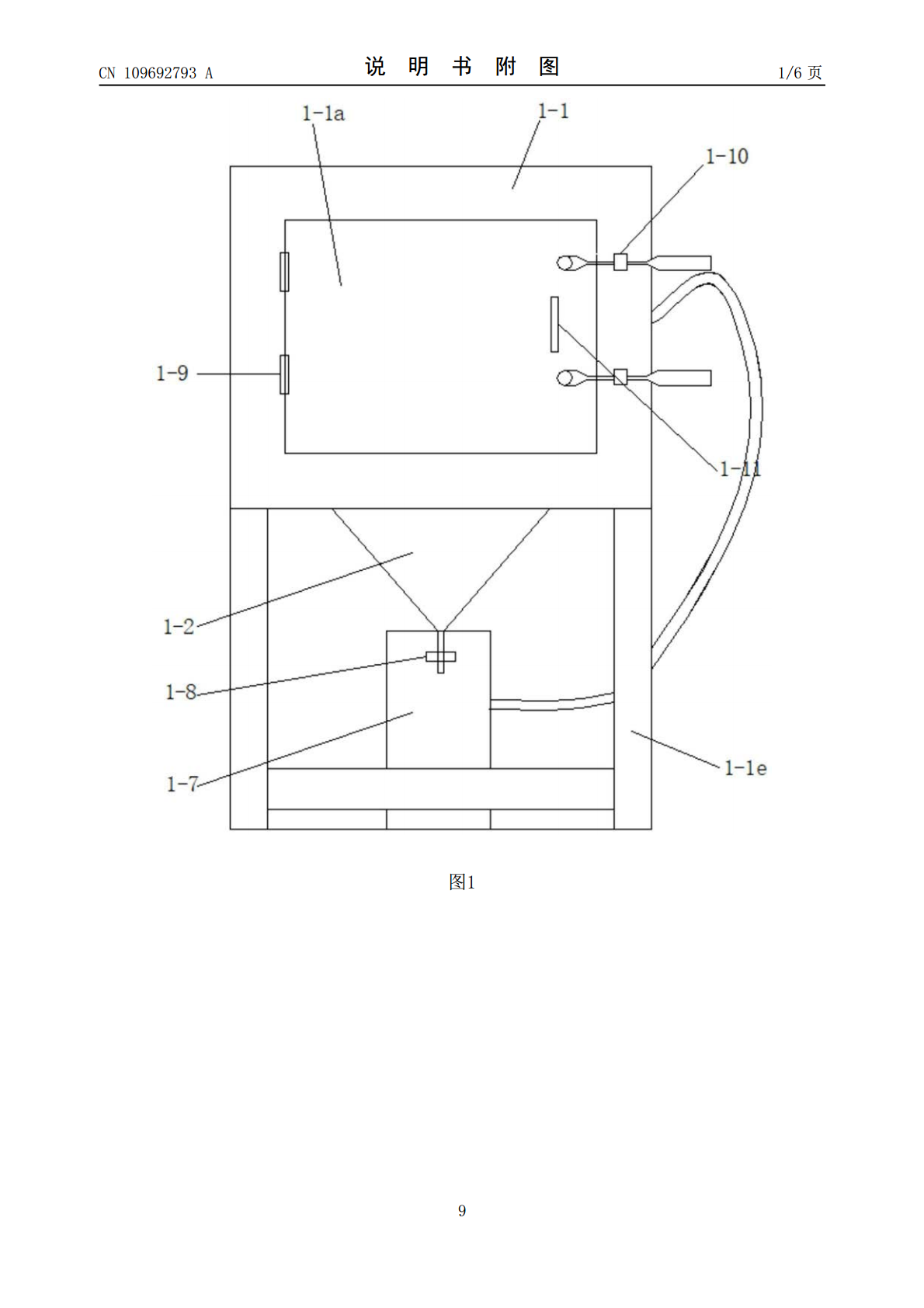
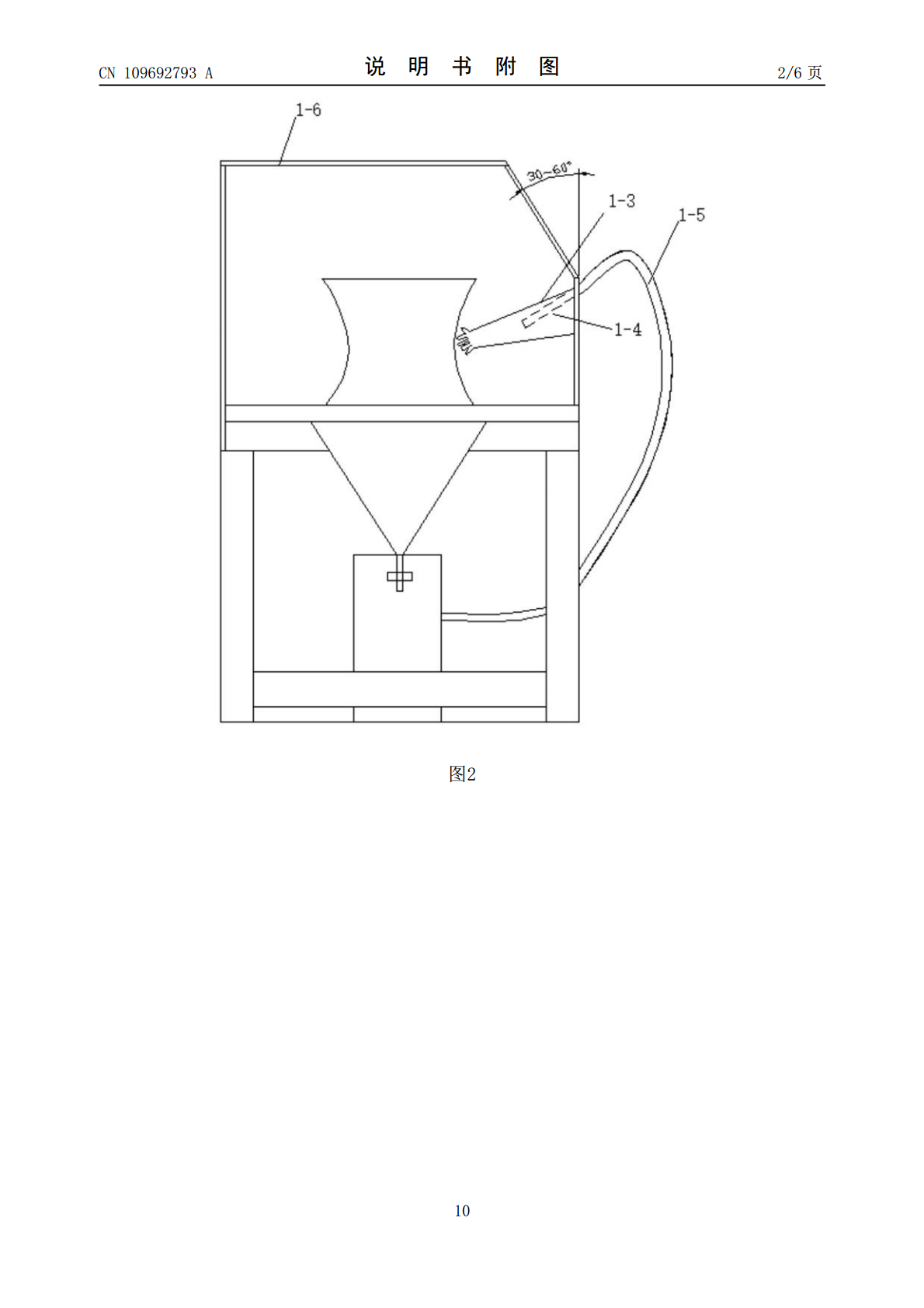
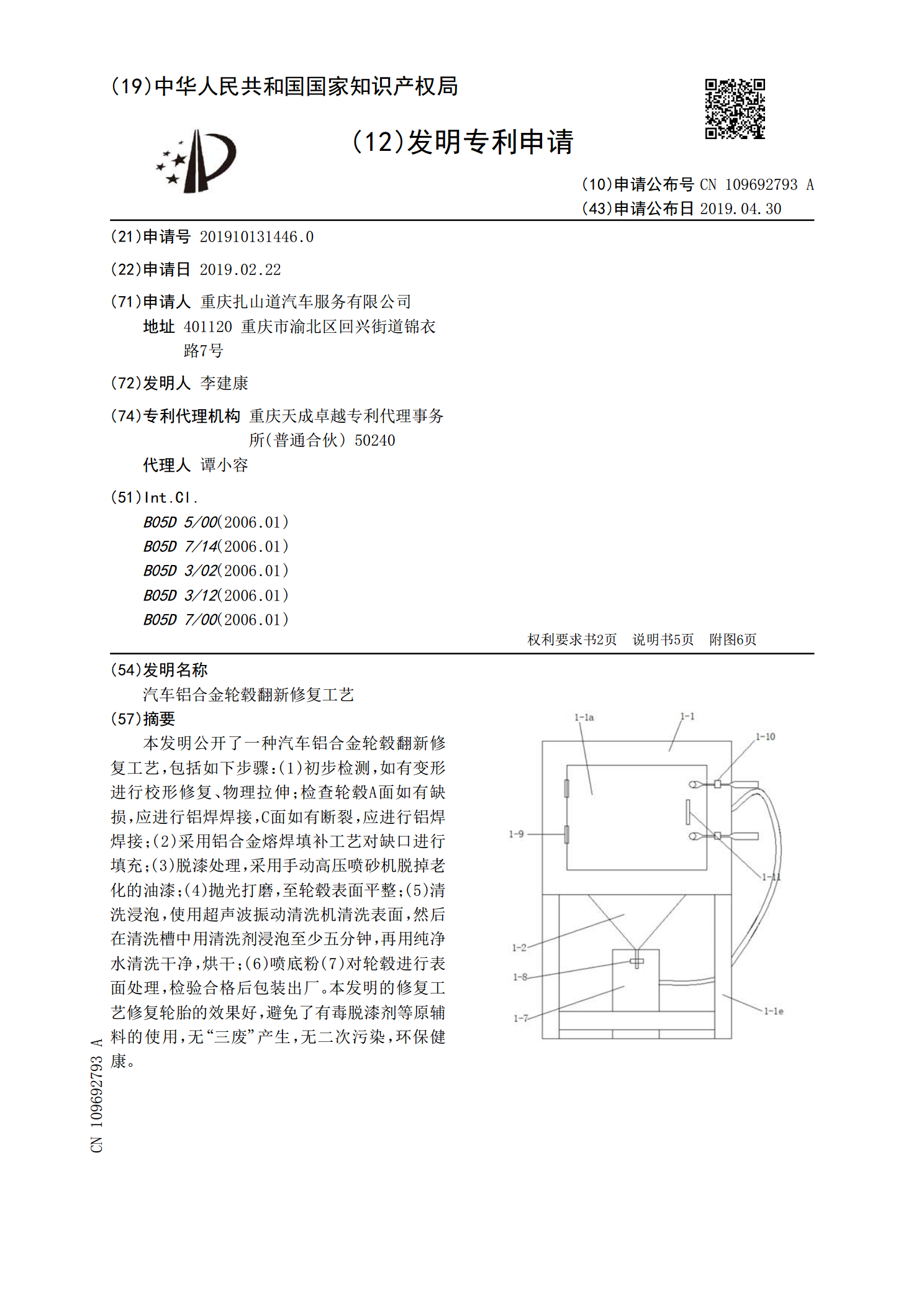
本发明公开了一种汽车铝合金轮毂翻新修复工艺,包括如下步骤:(1)初步检测,如有变形进行校形修复、物理拉伸;检查轮毂A面如有缺损,应进行铝焊焊接,C面如有断裂,应进行铝焊焊接;(2)采用铝合金熔焊填补工艺对缺口进行填充;(3)脱漆处理,采用手动高压喷砂机脱掉老化的油漆;(4)抛光打磨,至轮毂表面平整;(5)清洗浸泡,使用超声波振动清洗机清洗表面,然后在清洗槽中用清洗剂浸泡至少五分钟,再用纯净水清洗干净,烘干;(6)喷底粉(7)对轮毂进行表面处理,检验合格后包装出厂。本发明的修复工艺修复轮胎的效果好,避免了有
一种汽车铝合金轮毂修复装置.pdf
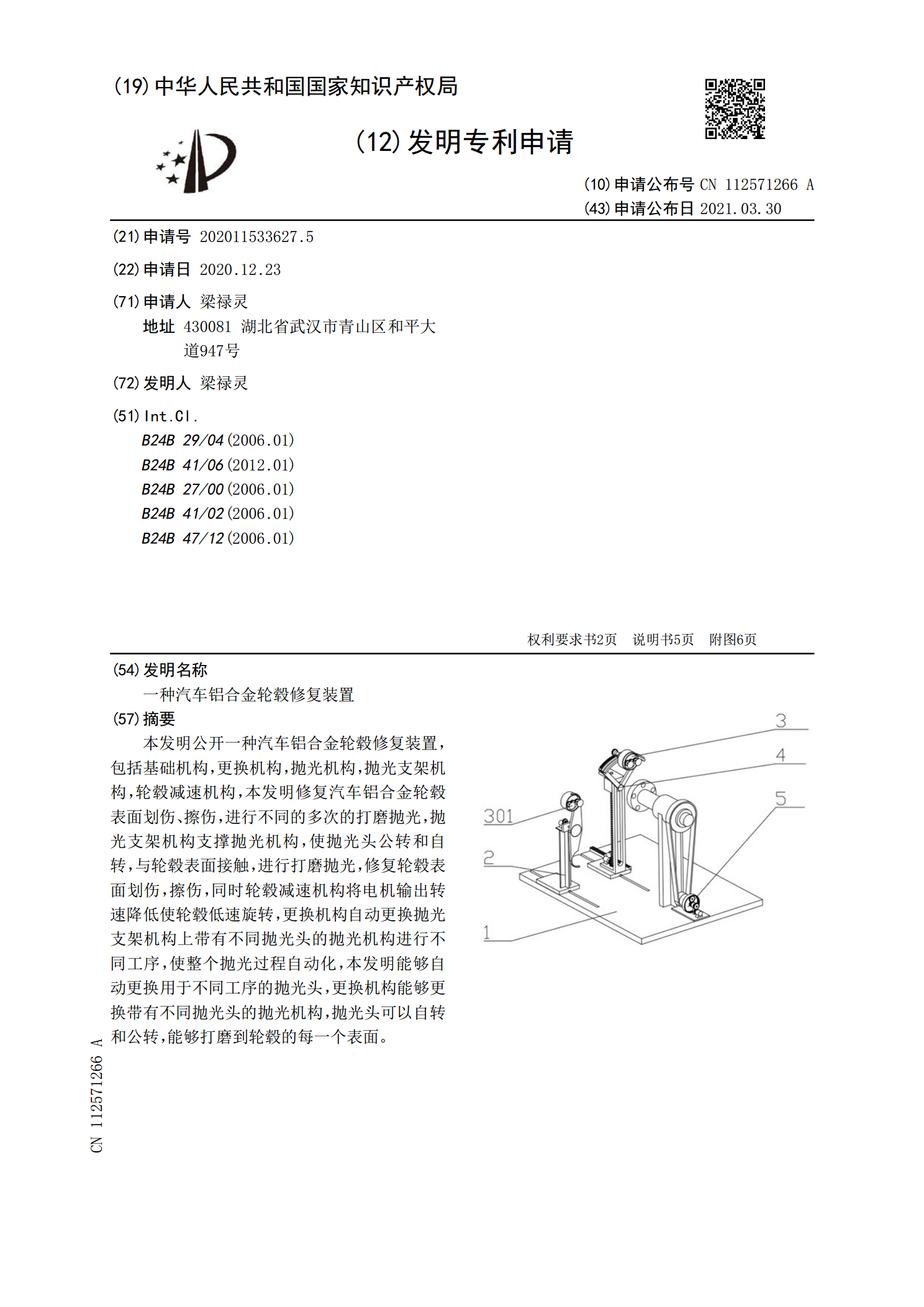
本发明公开一种汽车铝合金轮毂修复装置,包括基础机构,更换机构,抛光机构,抛光支架机构,轮毂减速机构,本发明修复汽车铝合金轮毂表面划伤、擦伤,进行不同的多次的打磨抛光,抛光支架机构支撑抛光机构,使抛光头公转和自转,与轮毂表面接触,进行打磨抛光,修复轮毂表面划伤,擦伤,同时轮毂减速机构将电机输出转速降低使轮毂低速旋转,更换机构自动更换抛光支架机构上带有不同抛光头的抛光机构进行不同工序,使整个抛光过程自动化,本发明能够自动更换用于不同工序的抛光头,更换机构能够更换带有不同抛光头的抛光机构,抛光头可以自转和公转,

铝合金汽车轮毂的喷涂工艺.docx
铝合金汽车轮毂的喷涂工艺一、前言随着现代汽车工业的不断发展,轮毂作为汽车重要部件之一,其轻量化、强度和美观性的要求越来越高。铝合金轮毂因其具有优异的性能特点,被越来越多的车辆所采用。铝合金轮毂喷涂工艺是铝合金轮毂生产过程中不可或缺的一环,不仅影响着轮毂的使用寿命,还直接关系到车辆的美观性,其重要性不言而喻。因此,本文将从铝合金轮毂喷涂工艺的原理、诱因、过程和控制等方面来进行深度探讨。二、铝合金轮毂喷涂工艺的原理1.基本原理铝合金轮毂的喷涂工艺是通过在轮毂表面均匀喷涂涂料,形成一层保护层来延长轮毂的使用寿命
汽车铝合金轮毂旋压工艺.pdf
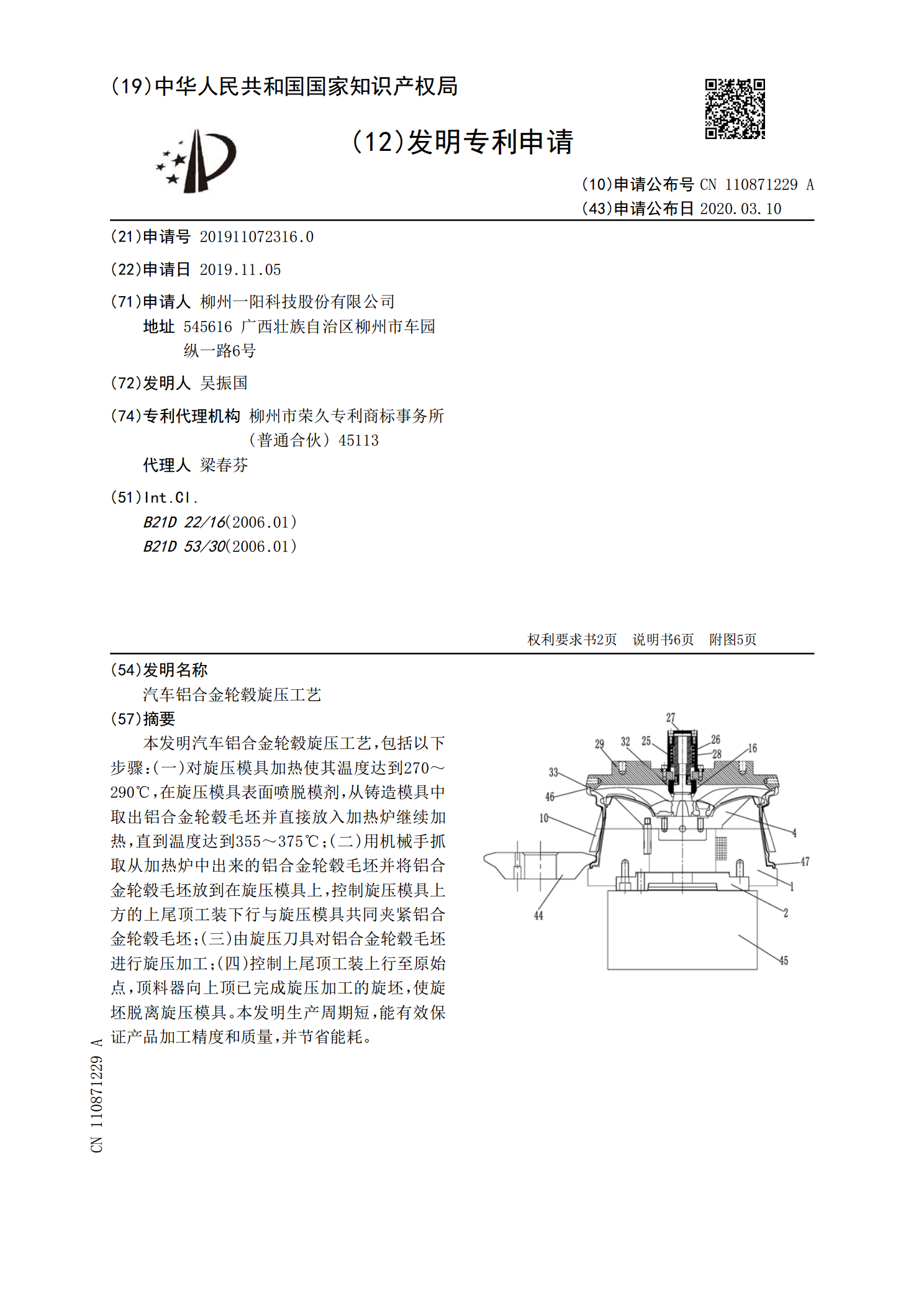
本发明汽车铝合金轮毂旋压工艺,包括以下步骤:(一)对旋压模具加热使其温度达到270~290℃,在旋压模具表面喷脱模剂,从铸造模具中取出铝合金轮毂毛坯并直接放入加热炉继续加热,直到温度达到355~375℃;(二)用机械手抓取从加热炉中出来的铝合金轮毂毛坯并将铝合金轮毂毛坯放到在旋压模具上,控制旋压模具上方的上尾顶工装下行与旋压模具共同夹紧铝合金轮毂毛坯;(三)由旋压刀具对铝合金轮毂毛坯进行旋压加工;(四)控制上尾顶工装上行至原始点,顶料器向上顶已完成旋压加工的旋坯,使旋坯脱离旋压模具。本发明生产周期短,能有

汽车铝合金轮毂低温铸造工艺.pdf
本发明汽车铝合金轮毂低温铸造工艺,涉及一种铸造工艺,将液态铝合金转注入保温炉后,再进行升液、充型、增压、保压、自然冷却,保温炉内液态铝合金的体积不得低于保温炉容积的三分之一,每一次将液态铝合金转注入保温炉的时间为30‑60秒,保温炉内的液态铝合金温度控制在660℃‑675℃范围内,升液的压力为150‑250mbar,每一次压铸一个轮毂的升液的时间为5‑11秒,保压压力为680‑730mbar,保压时间为100‑140s。采用本发明工艺后,保温炉内的液态铝合金温度较业内一般工艺控制的液态铝合金温度要低20