
带式无级变速器用带轮轴的制造方法.pdf

骊英****bb


1/9

2/9

3/9
4/9

5/9
6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

带式无级变速器用带轮轴的制造方法.pdf
一种带式无级变速器用带轮轴的制造方法,该无级变速器用带轮轴通过锻造一体制造轴部、圆锥状带轮部和配设于圆锥状带轮部的背面侧的驻车齿轮,其中,在形成带轮部和驻车齿轮的精加工工序使材料充满驻车齿轮部。在形成圆锥状的带轮部(120)和驻车齿轮(130)的精加工工序前实施形成具备比带轮部(120)的圆锥的顶角θ3小的顶角θ1的圆锥状的带轮准备部(14c)的准备工序。
无级变速器用带轮及无级变速器用带轮的制造方法.pdf
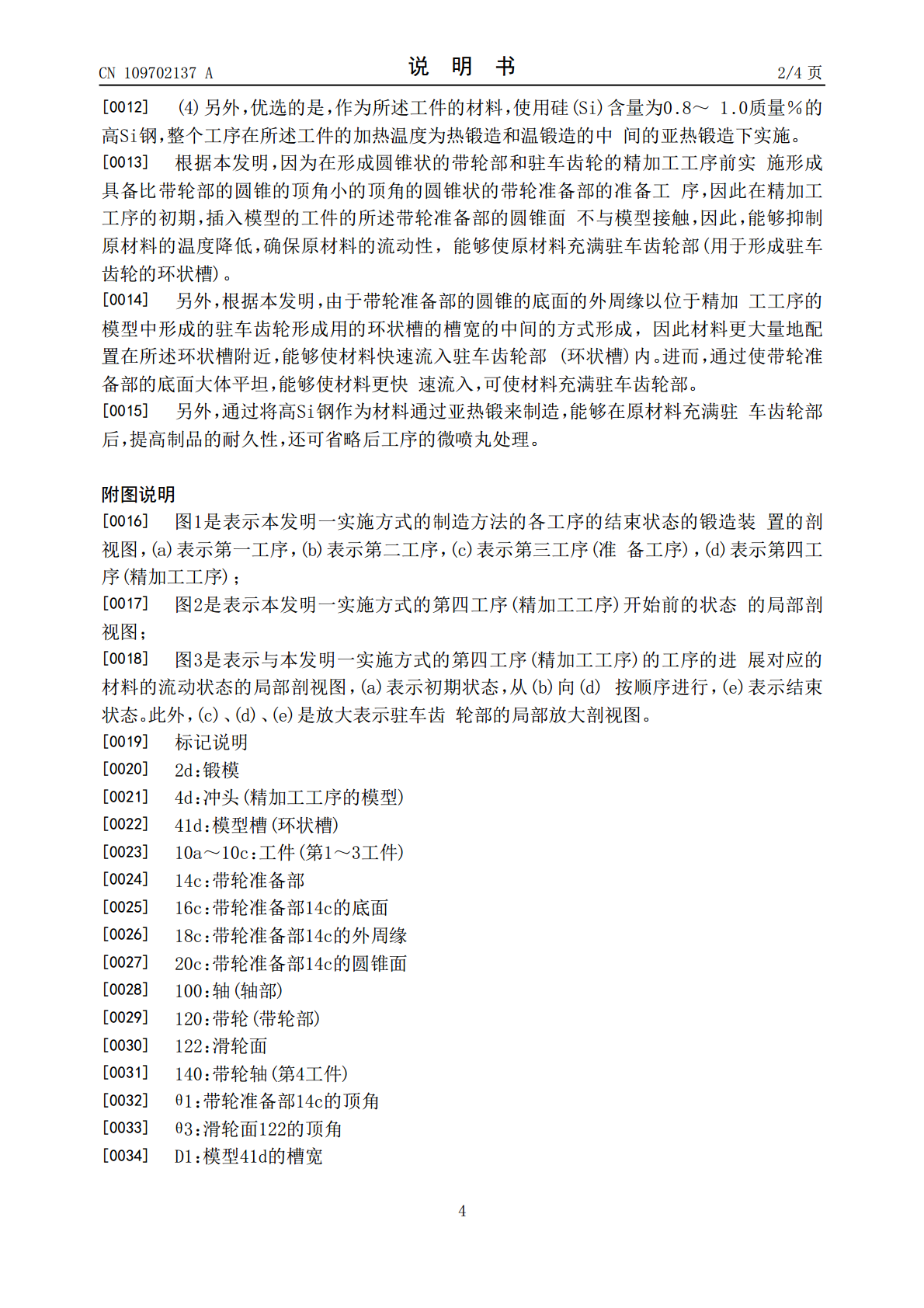
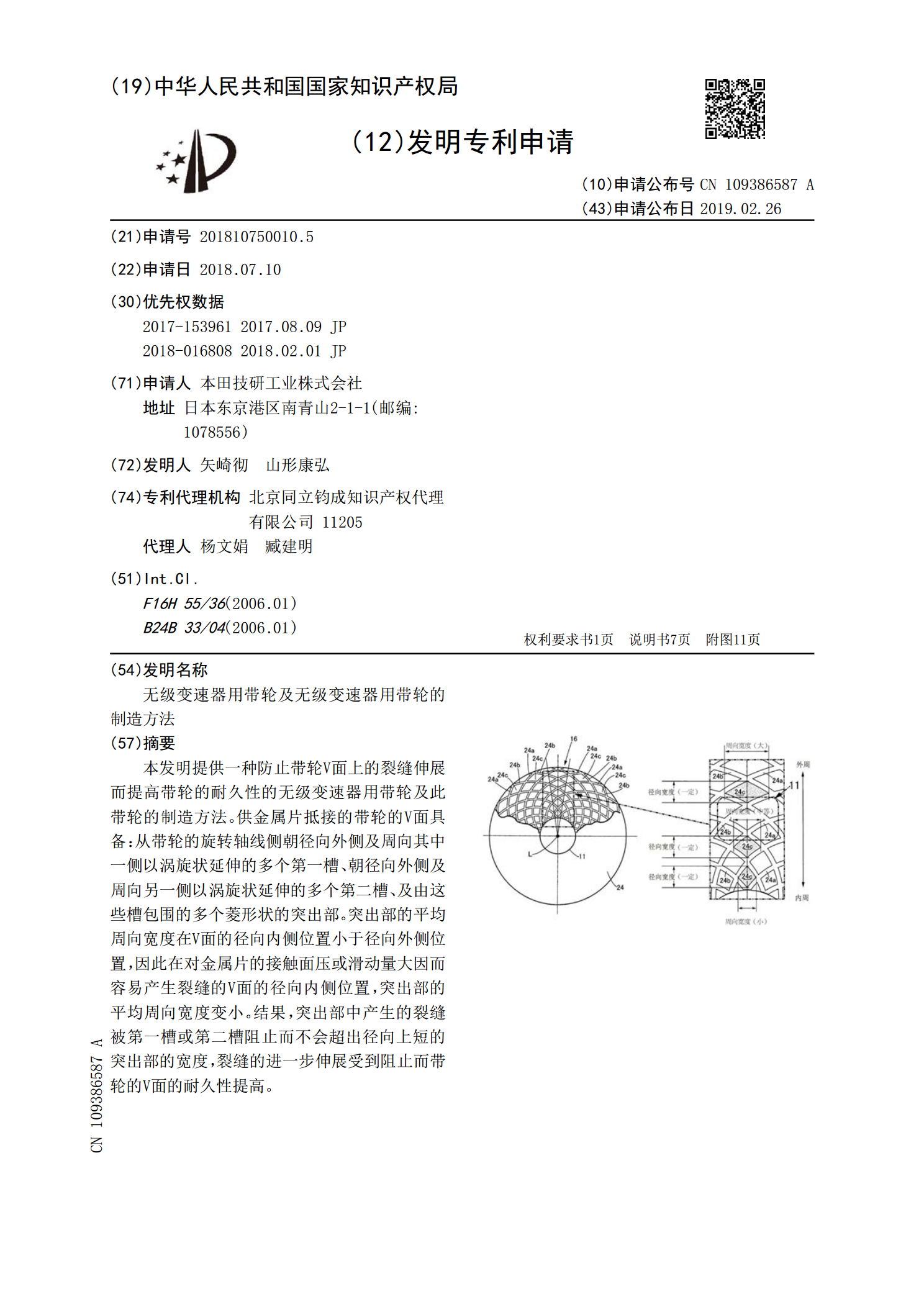
本发明提供一种防止带轮V面上的裂缝伸展而提高带轮的耐久性的无级变速器用带轮及此带轮的制造方法。供金属片抵接的带轮的V面具备:从带轮的旋转轴线侧朝径向外侧及周向其中一侧以涡旋状延伸的多个第一槽、朝径向外侧及周向另一侧以涡旋状延伸的多个第二槽、及由这些槽包围的多个菱形状的突出部。突出部的平均周向宽度在V面的径向内侧位置小于径向外侧位置,因此在对金属片的接触面压或滑动量大因而容易产生裂缝的V面的径向内侧位置,突出部的平均周向宽度变小。结果,突出部中产生的裂缝被第一槽或第二槽阻止而不会超出径向上短的突出部的宽度,

无级变速器用带及其制造方法.pdf
利用层叠环状体将前后排列的多个金属元件支承为环状,卷挂在驱动用滑轮和从动用滑轮上,在两个滑轮间传递驱动力的无级变速器用带。金属元件的前端及后端形成为向前进方向的前后任一方的方向平滑突出的单一的弯曲形状。

无级变速器用带.pdf
本发明涉及一种无级变速器用带,通过伴随带和带轮的接触面积扩大而使面压降低,由面压降低导致磨损量减少,由磨损量减少确保槽部,能够长期维持高转矩传递。由层叠环(3、3)和多个元件(4)构成的无级变速器用带中,元件(4)在两侧的侧面(4a、4a)上沿带轮径向交替地排列形成经由油膜与带轮(1、2)接触的牙部(41)、和将润滑油向带轮周向排出的槽部(42),将牙宽度相对于牙部(41)和槽部(42)的牙宽度和槽宽度的合计宽度的比例即平面比率设定为几何学形状的制造性成立且油排出性成立的范围中最大比例区域的值

无级变速器用金属带.pdf
本发明提供一种无级变速器用金属带,降低了具有多个调整用金属元件组的金属带的振动。多个调整用金属元件组(29)的间隔被设定成:在卷绕于带式无级变速器(T)的驱动带轮(13)和从动带轮(14)上的金属带(15)的驱动侧的弦部(15a)上不同时存在2个以上的调整用金属元件组(29),因此,能够防止在金属带(15)的驱动侧的弦部(15a)上同时存在2个以上的调整用金属元件组(29)而产生较大的振动的情况。而且,通过将多个调整用金属元件(23′)分配配置到多个调整用金属元件组(29)中,与将这些调整用金属元件(23