
一种发动机飞轮壳潮模砂内置功能化覆膜砂芯铸造工艺.pdf

一吃****昕靓


1/10

2/10
3/10
4/10
5/10

6/10

7/10

8/10
9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种发动机飞轮壳潮模砂内置功能化覆膜砂芯铸造工艺.pdf
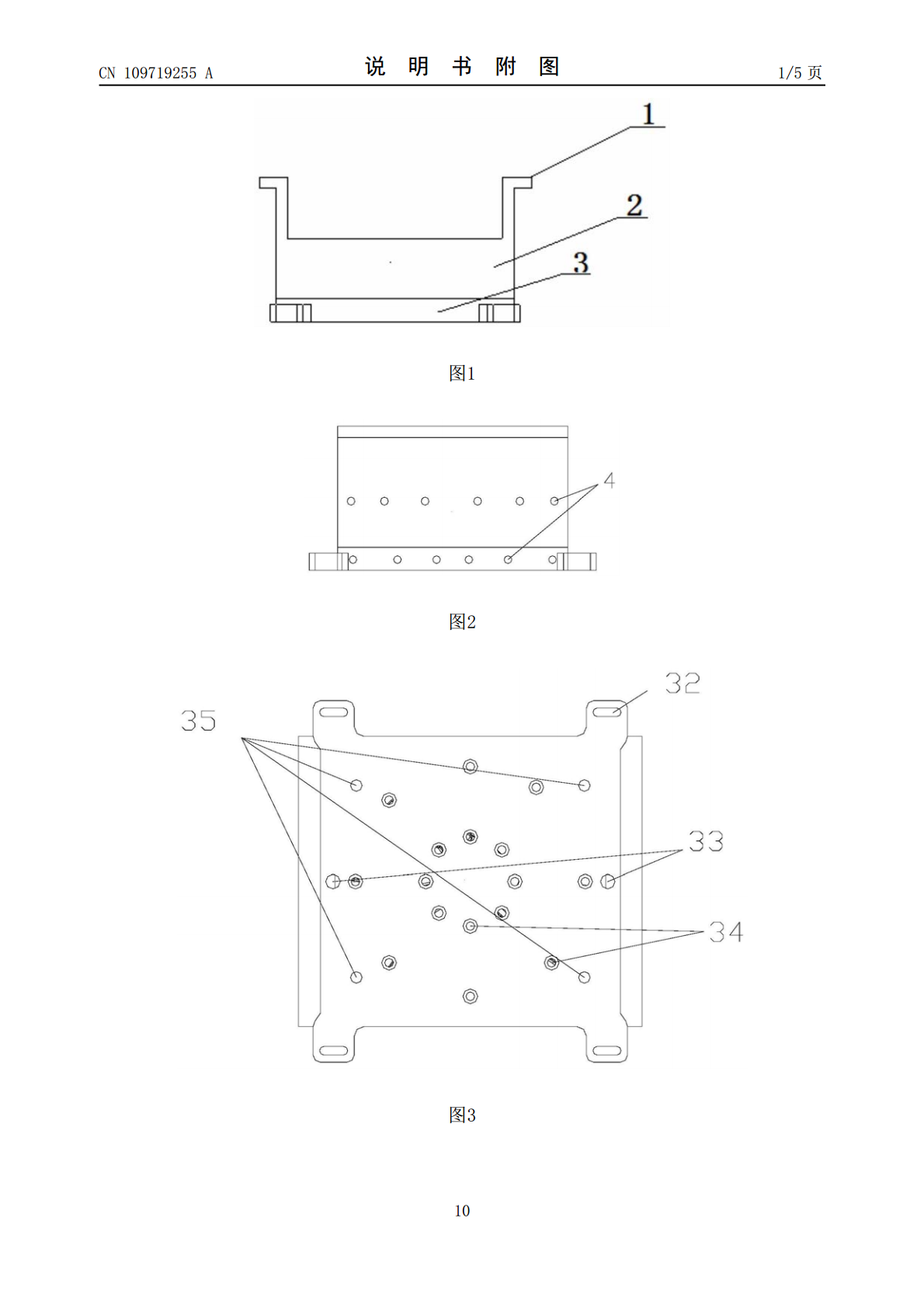
本发明公开了一种发动机飞轮壳潮模砂内置功能化覆膜砂芯铸造工艺,该工艺通过发动机飞轮壳潮模砂内置功能化覆膜砂芯铸造模具实现,模具包括上型板模、下型板模及浇注系统,上型板模上设有与上型板模对应的上型块,下型板模上设有与下型板模对应的下型块,上型板模与下型板模通过湿型砂造型对合形成模腔,浇注系统与模腔连通,模腔内设置有热芯盒制成的与模腔相匹配的覆膜砂芯,该铸造工艺,包括以下步骤:(1)制芯‑(2)造型‑(3)将合好的上下型箱用箱卡锁紧‑(4)熔炼浇注‑(5)打磨;该铸造工艺简单易行,降低了工人的劳动强度,提高了
一种发动机飞轮壳潮模砂内置功能化覆膜砂芯铸造模具.pdf
本发明公开了一种发动机飞轮壳潮模砂内置功能化覆膜砂芯铸造模具,模具包括上型板模、下型板模及浇注系统,上型板模上设有与上型板模对应的上型块,下型板模上设有与下型板模对应的下型块,上型板模与下型板模通过湿型砂造型对合形成模腔,浇注系统与模腔连通,模腔内设置有热芯盒制成的与模腔相匹配的覆膜砂芯,本发明该模具结构简单紧凑,使用方便,降低了工人的劳动强度,提高了制芯的效率,减少了铸件砂孔缺陷,铸造出的组件表面质量高,大幅度降低了铸造成本。

一种覆膜砂壳型铸造工艺.pdf
本发明公开了一种覆膜砂壳型铸造工艺,包括如下步骤:S1、用覆膜砂制成壳型,所述壳型包括合模后可形成型腔的第一半模、第二半模,所述壳型上预留有连通型腔内外的排气孔;S2、将第一半模、第二半模合模,然后用热熔胶将排气管粘接固定在排气孔处,并在热熔胶表面包覆耐高温胶黏剂;S3、将S2中合模涂胶后的壳型固定到沙箱内并进行浇铸。本发明通过对壳型结构的改进并结合适宜的铸造工艺,既可以节省覆膜砂的用量,降低成本,又可以提高工作效率,解决漏铁水的问题,提高产品合格率。
覆膜 覆砂 实体芯 壳型 壳芯 芯盒温度 射砂压力 覆膜砂 制芯 造型.pdf
覆膜砂造型制芯时应注意哪些问题近年来,覆膜砂的应用越来越广,几乎用于所有的造型方法。无论是制芯还是造型,其基本工艺要求是(湿态手工类除外);加热温度计200~300度;固化时间表30~150秒;射砂压力0.15~0.6MPA。具体参数应根据设备型号,型芯重量及复杂程度,覆膜砂的种类等进调整,原则是:形状简单的砂芯、流动好(或粒度较粗)的覆膜砂可选择较低的射砂压力,细薄砂芯选择较低的加热温度,加热温度低时可适当延长固化时间等;反之亦然。以下分述几种不同的应用实例。1)制作实体芯从理论上讲,覆膜砂几乎可以生产

一种用于角件覆膜砂砂壳壳芯模具.pdf
本发明公开了一种用于角件覆膜砂砂壳壳芯模具,所述模具包括上模具和下模具,所述上模具和下模具合围形成多个上下对称分布的壳芯型容腔,上下对称设置的壳芯型容腔开设有方向相背离的射砂口,上下对称的壳芯型容腔之间为分模面,所述上模具的分模面与所述下模具的分模面通过长条状凹槽与长条状凸起穿插啮合相连接,且所述长条状凹槽和长条状凸起设于上下对称设置的射砂口之间。对壳芯模具进行改进,在两面射砂口之间,设置金属密封,有效地对两个独立型腔进行高压气体隔离密封,同时设置排气孔,将高压气体有效地排出模具。在射砂时互不干扰,使壳芯