
一种导流罩旋压成型装置.pdf

努力****冰心

1/7

2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种导流罩旋压成型装置.pdf
本发明提供了一种导流罩旋压成型装置,所述导流罩旋压成型装置包括用于带动工件旋转运动的床头箱传动旋转机构、用于压制工件成型的旋压轮机构、用于将固定工件的尾顶机构、用于对工件进行切边的切边切削机构、用于取出工件的自动顶出机构和与导流罩内壁形状匹配的芯模;所述床头箱传动旋转机构、自动顶出机构、芯模和尾顶机构沿同一条水平轴线依次设置在旋压成型装置的底座上,所述旋压轮机构和切边切削机构均水平设置在旋压成型装置的底座上,并且分别设置在芯模周向两侧。本发明提供的导流罩旋压成型装置可以使风机半球体导流罩一次成型,制造成本
一种射孔弹聚能罩自动旋压装置与成型方法.pdf
一种射孔弹聚能罩自动旋压装置与成型方法,属于油气田用射孔弹开采的生产领域。该自动旋压装置由安装在液压机上的上模和下模两部分组成,上模由凸模轴承座、凸模轴承端盖、第一深沟球轴承、凸模、凸模连接板、上托板、导套和螺钉组成;下模由启模气缸、启模气缸座、液压马达、小齿轮、下托板、主轴轴承座、导套、凹模、主轴、主轴轴承端盖、启模弹簧、启模杆、第二深沟球轴承、套筒、角接触轴承、大齿轮、圆螺母、顶起长杆、旋转接头、螺纹和螺钉组成;成型时,边旋转边压制,压制完毕后,保压后回车复位,完成下一个聚能罩的旋压循环。本
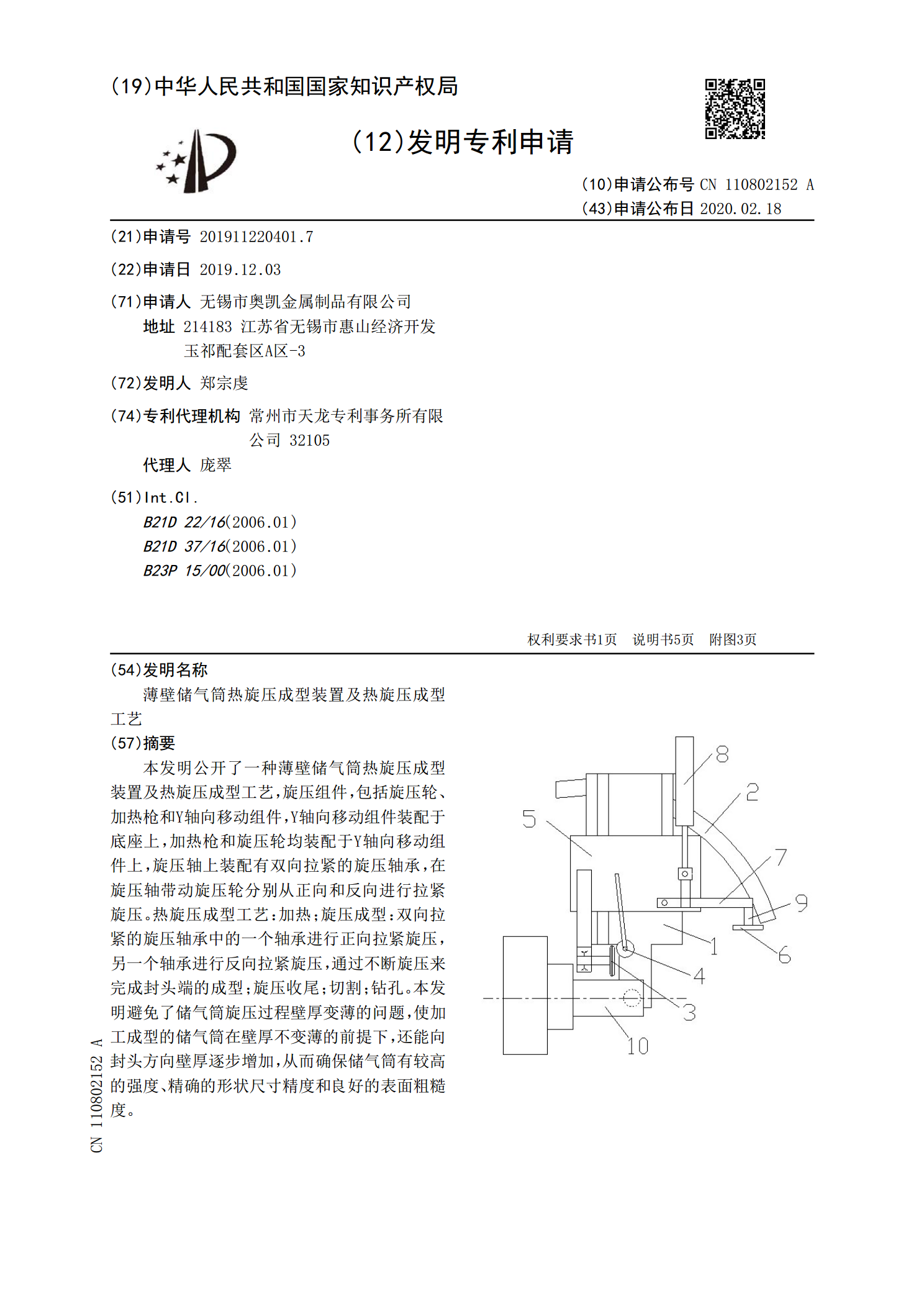
薄壁储气筒热旋压成型装置及热旋压成型工艺.pdf
本发明公开了一种薄壁储气筒热旋压成型装置及热旋压成型工艺,旋压组件,包括旋压轮、加热枪和Y轴向移动组件,Y轴向移动组件装配于底座上,加热枪和旋压轮均装配于Y轴向移动组件上,旋压轴上装配有双向拉紧的旋压轴承,在旋压轴带动旋压轮分别从正向和反向进行拉紧旋压。热旋压成型工艺:加热;旋压成型:双向拉紧的旋压轴承中的一个轴承进行正向拉紧旋压,另一个轴承进行反向拉紧旋压,通过不断旋压来完成封头端的成型;旋压收尾;切割;钻孔。本发明避免了储气筒旋压过程壁厚变薄的问题,使加工成型的储气筒在壁厚不变薄的前提下,还能向封头方
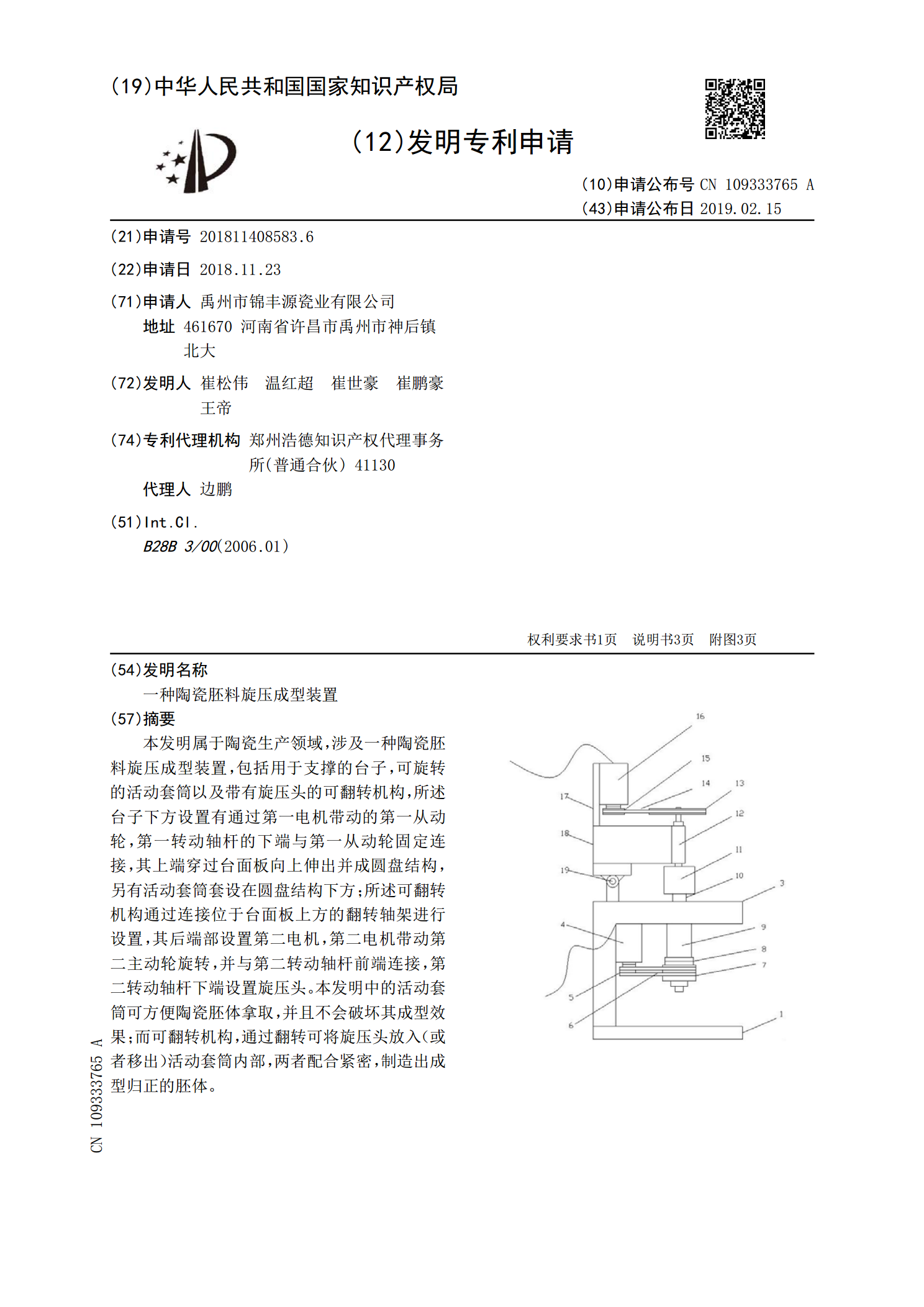
一种陶瓷胚料旋压成型装置.pdf
本发明属于陶瓷生产领域,涉及一种陶瓷胚料旋压成型装置,包括用于支撑的台子,可旋转的活动套筒以及带有旋压头的可翻转机构,所述台子下方设置有通过第一电机带动的第一从动轮,第一转动轴杆的下端与第一从动轮固定连接,其上端穿过台面板向上伸出并成圆盘结构,另有活动套筒套设在圆盘结构下方;所述可翻转机构通过连接位于台面板上方的翻转轴架进行设置,其后端部设置第二电机,第二电机带动第二主动轮旋转,并与第二转动轴杆前端连接,第二转动轴杆下端设置旋压头。本发明中的活动套筒可方便陶瓷胚体拿取,并且不会破坏其成型效果;而可翻转机构
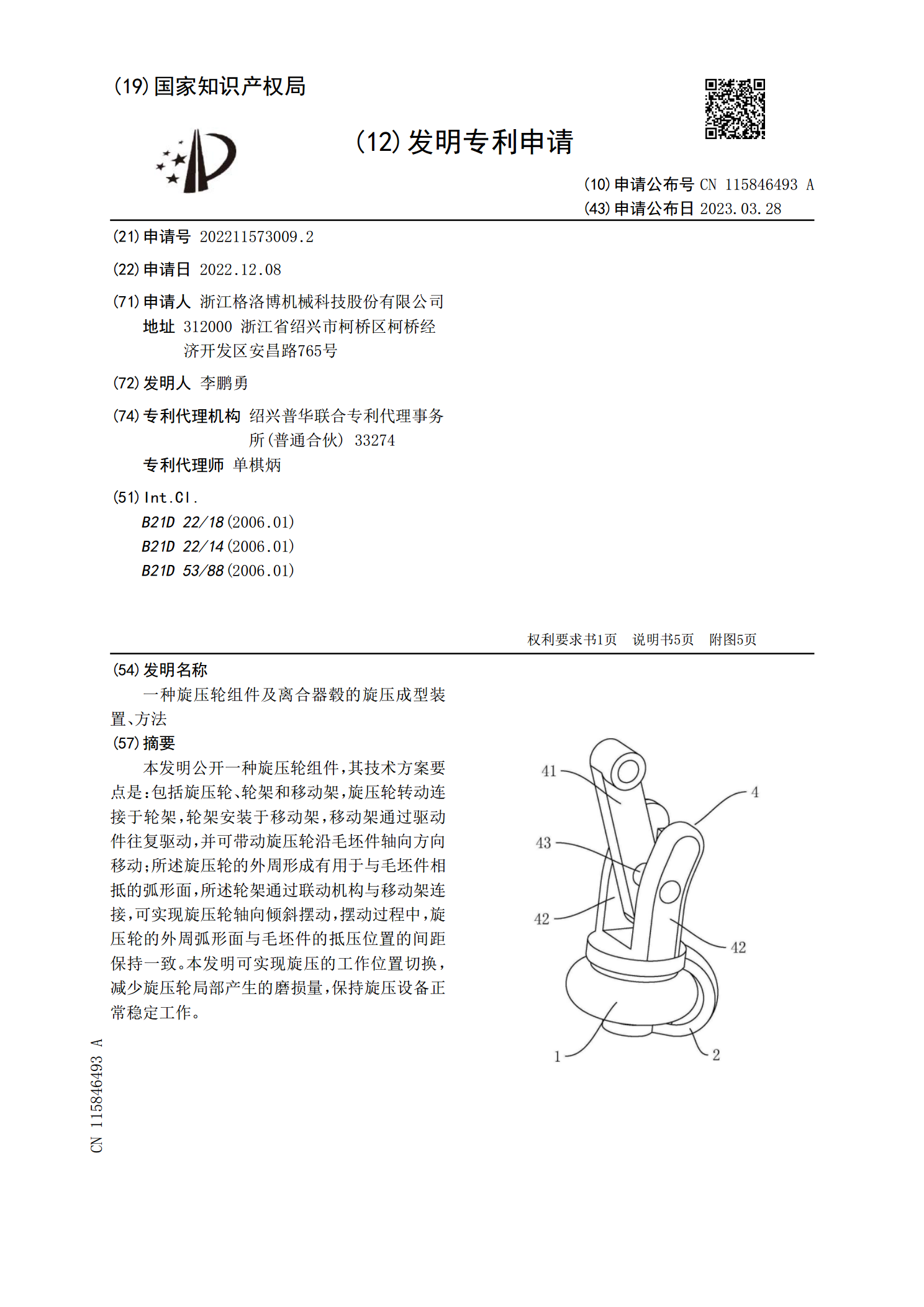
一种旋压轮组件及离合器毂的旋压成型装置、方法.pdf
本发明公开一种旋压轮组件,其技术方案要点是:包括旋压轮、轮架和移动架,旋压轮转动连接于轮架,轮架安装于移动架,移动架通过驱动件往复驱动,并可带动旋压轮沿毛坯件轴向方向移动;所述旋压轮的外周形成有用于与毛坯件相抵的弧形面,所述轮架通过联动机构与移动架连接,可实现旋压轮轴向倾斜摆动,摆动过程中,旋压轮的外周弧形面与毛坯件的抵压位置的间距保持一致。本发明可实现旋压的工作位置切换,减少旋压轮局部产生的磨损量,保持旋压设备正常稳定工作。