
一种无心磨自动托架和无心磨自动上下料方法.pdf

一条****杉淑

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种无心磨自动托架和无心磨自动上下料方法.pdf
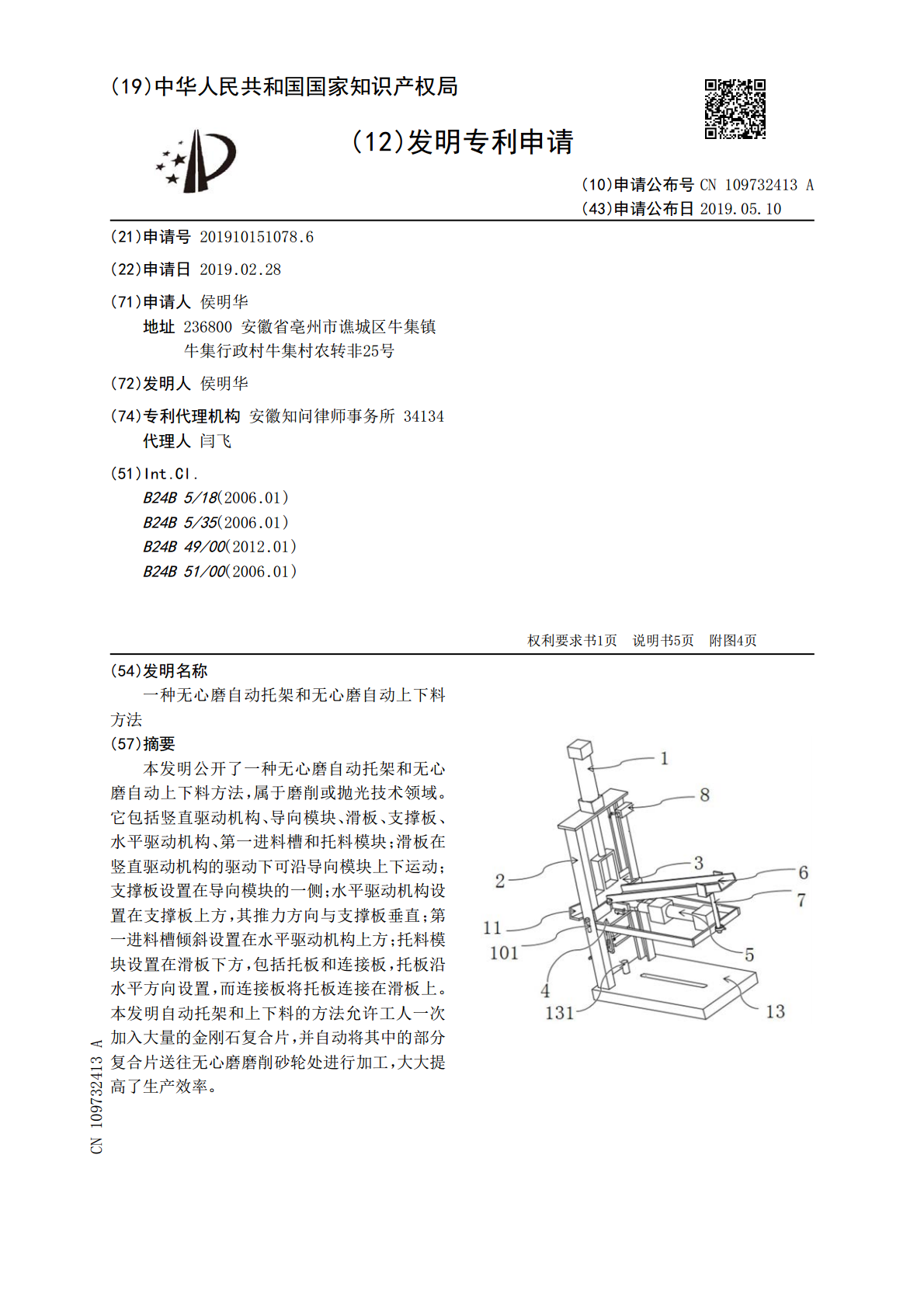
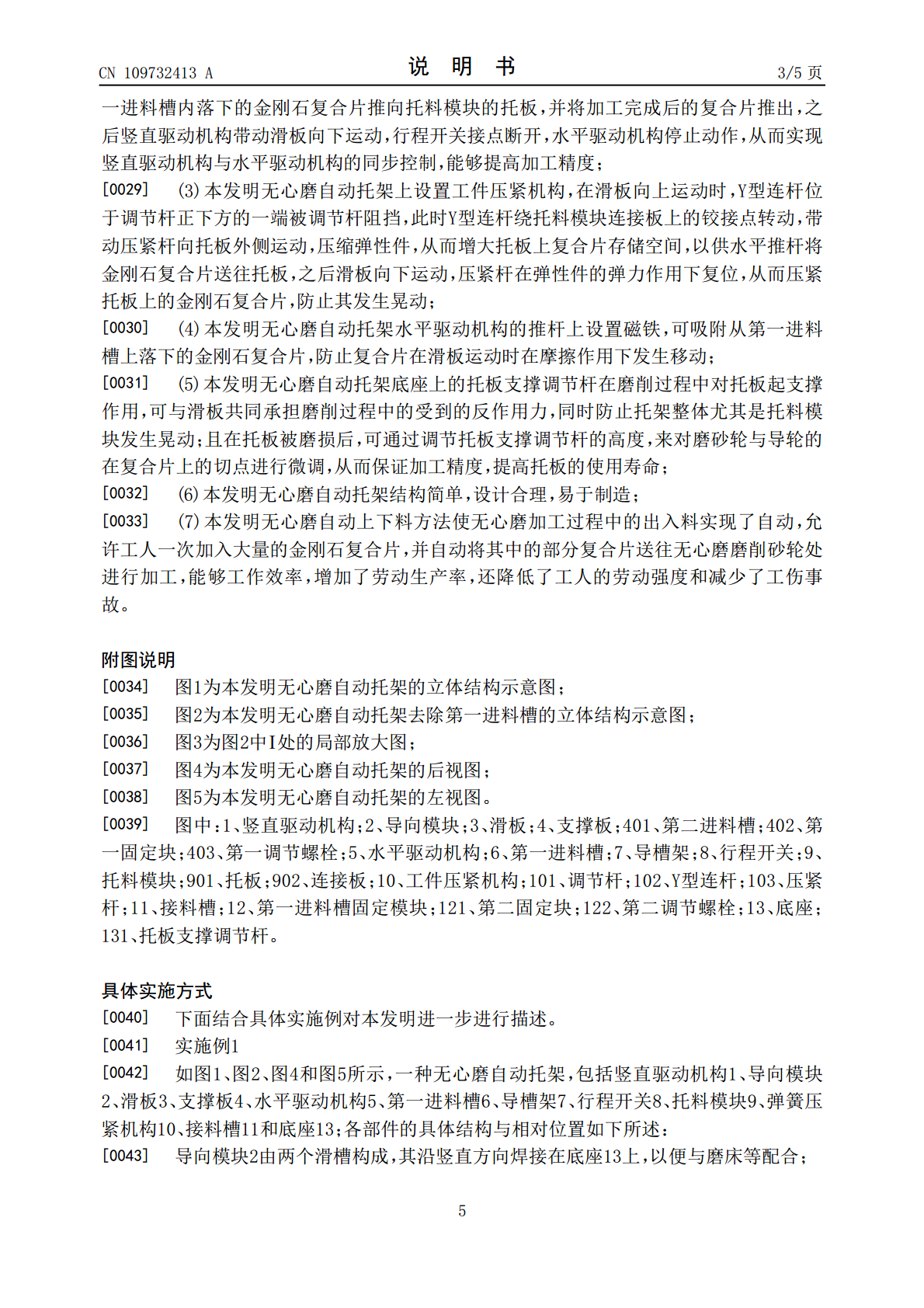
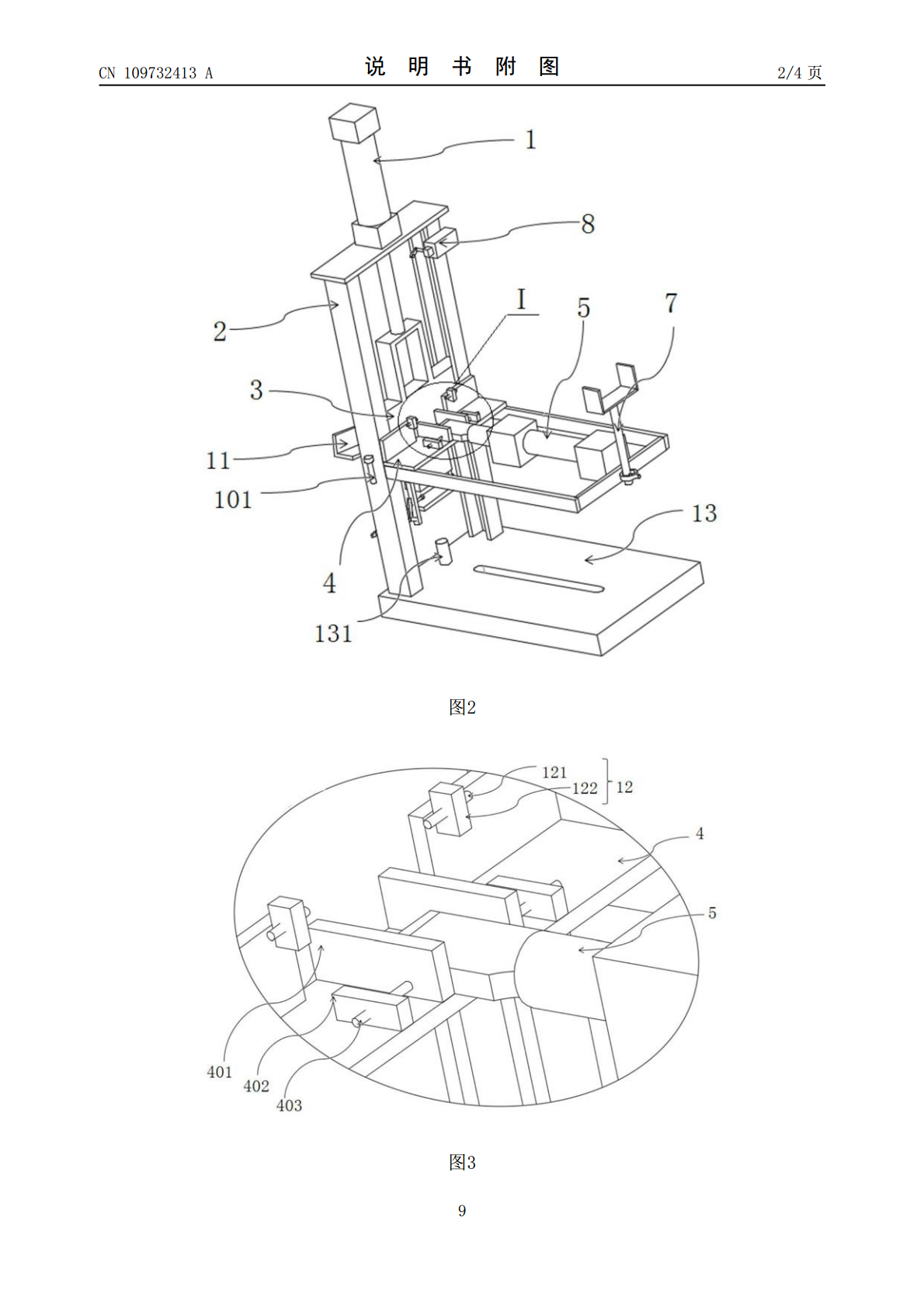
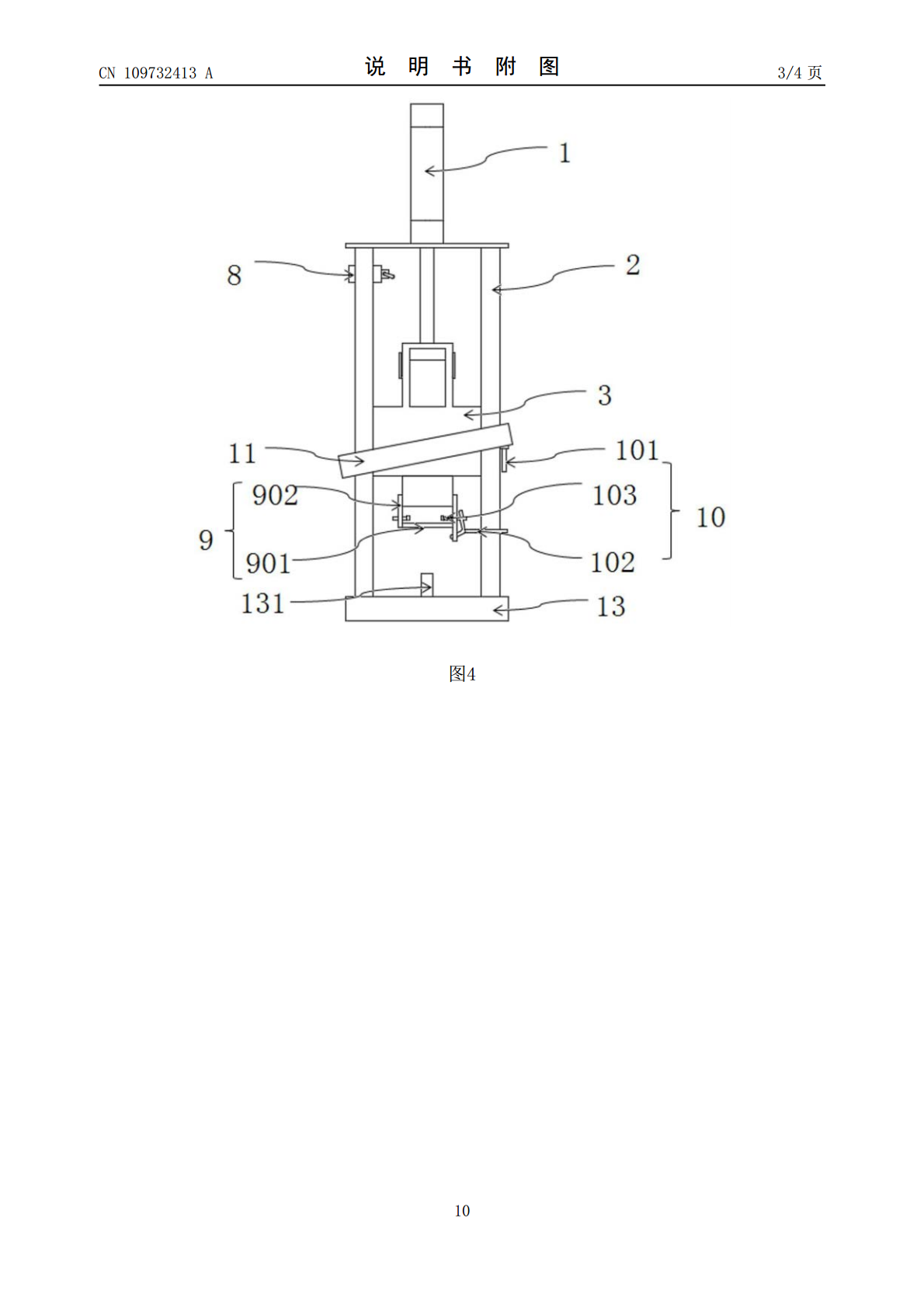
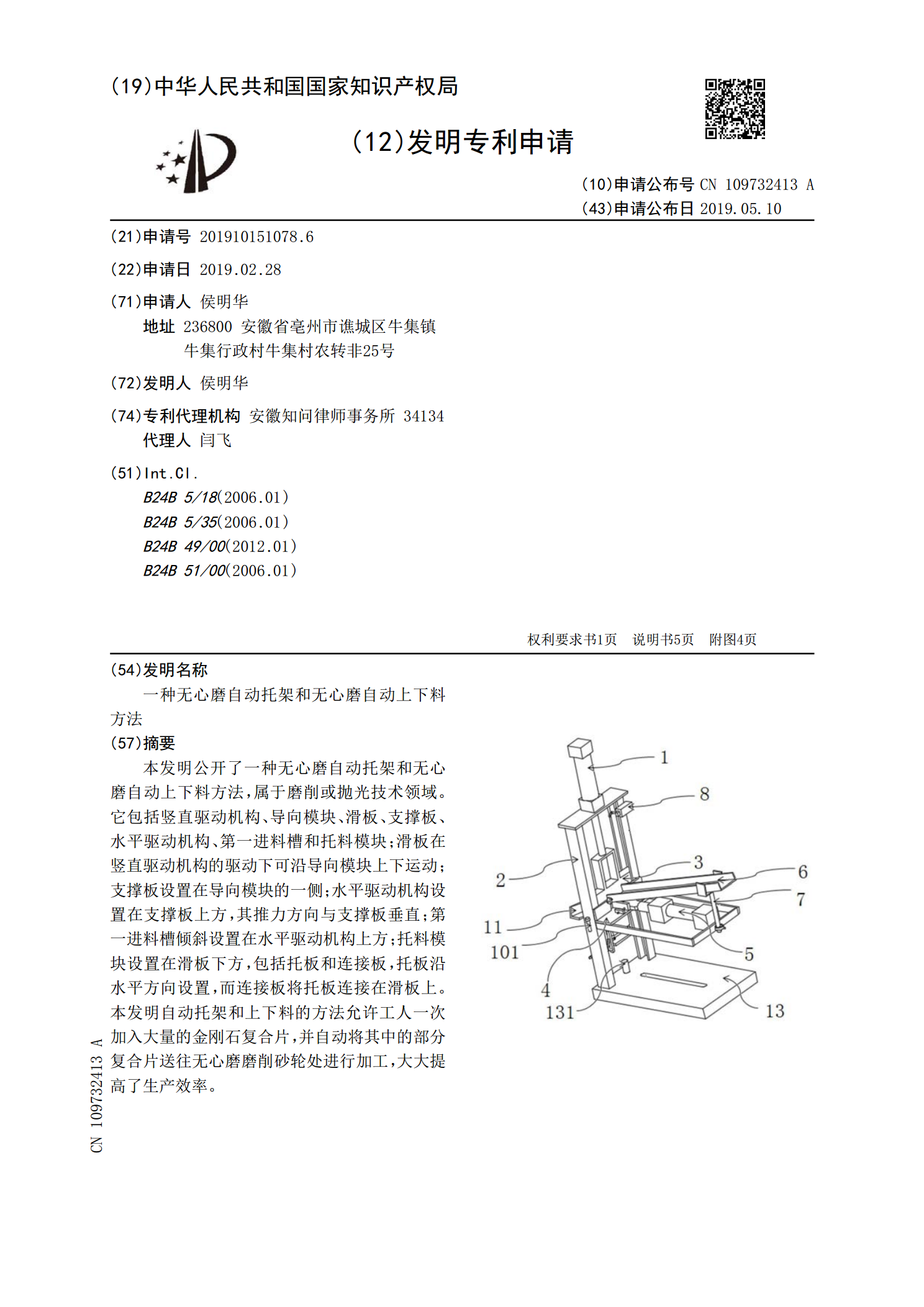
本发明公开了一种无心磨自动托架和无心磨自动上下料方法,属于磨削或抛光技术领域。它包括竖直驱动机构、导向模块、滑板、支撑板、水平驱动机构、第一进料槽和托料模块;滑板在竖直驱动机构的驱动下可沿导向模块上下运动;支撑板设置在导向模块的一侧;水平驱动机构设置在支撑板上方,其推力方向与支撑板垂直;第一进料槽倾斜设置在水平驱动机构上方;托料模块设置在滑板下方,包括托板和连接板,托板沿水平方向设置,而连接板将托板连接在滑板上。本发明自动托架和上下料的方法允许工人一次加入大量的金刚石复合片,并自动将其中的部分复合片送往无

无心磨的加工方法[自动保存的].doc
无心磨1加工原理:无心磨床是不用通过加持工件的轴心,依靠中心刀片支撑,导轮旋转前进,砂轮磨削的一种加工方法。我们平时所说的无心磨床是指无心外圆磨床。2无心磨的分类:普通型,导轮的传动部分是齿轮传动。如果要变速的话,必须先停止导轮,然后手动变速。S型,导轮的传动部分是伺服马达带动涡轮蜗杆传动。比普通型更灵活,不用停止导轮即可变速。NC或CNC型,进刀部分是伺服马达传动,传动精度高,操作更精准。机器的控制部分人机界面和PLC。3构成要素及其作用无心磨床主要由砂轮,导轮(调整轮),支撑刀片,三个要素构成。砂轮,
一种快速全自动无心磨送料机.pdf
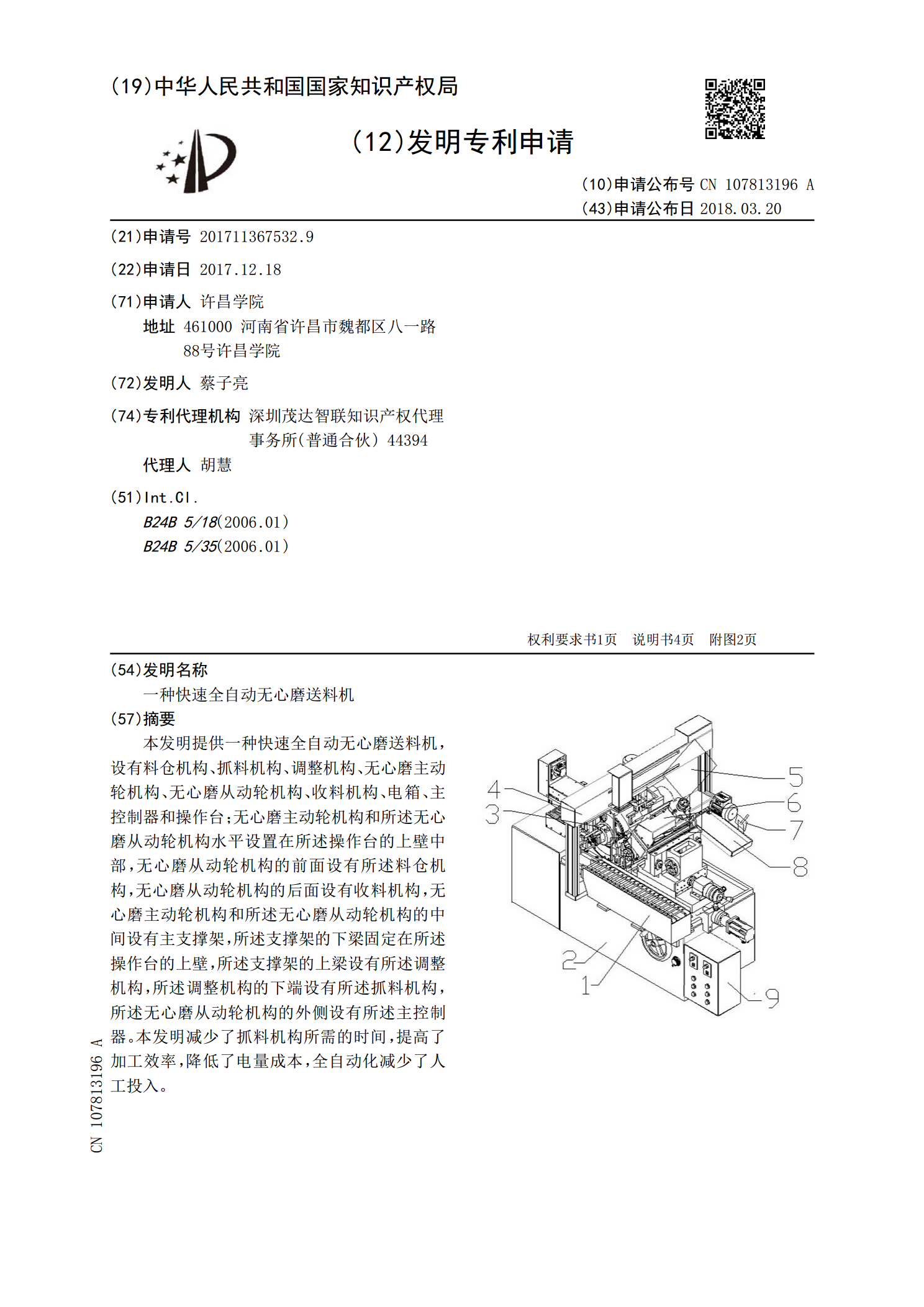
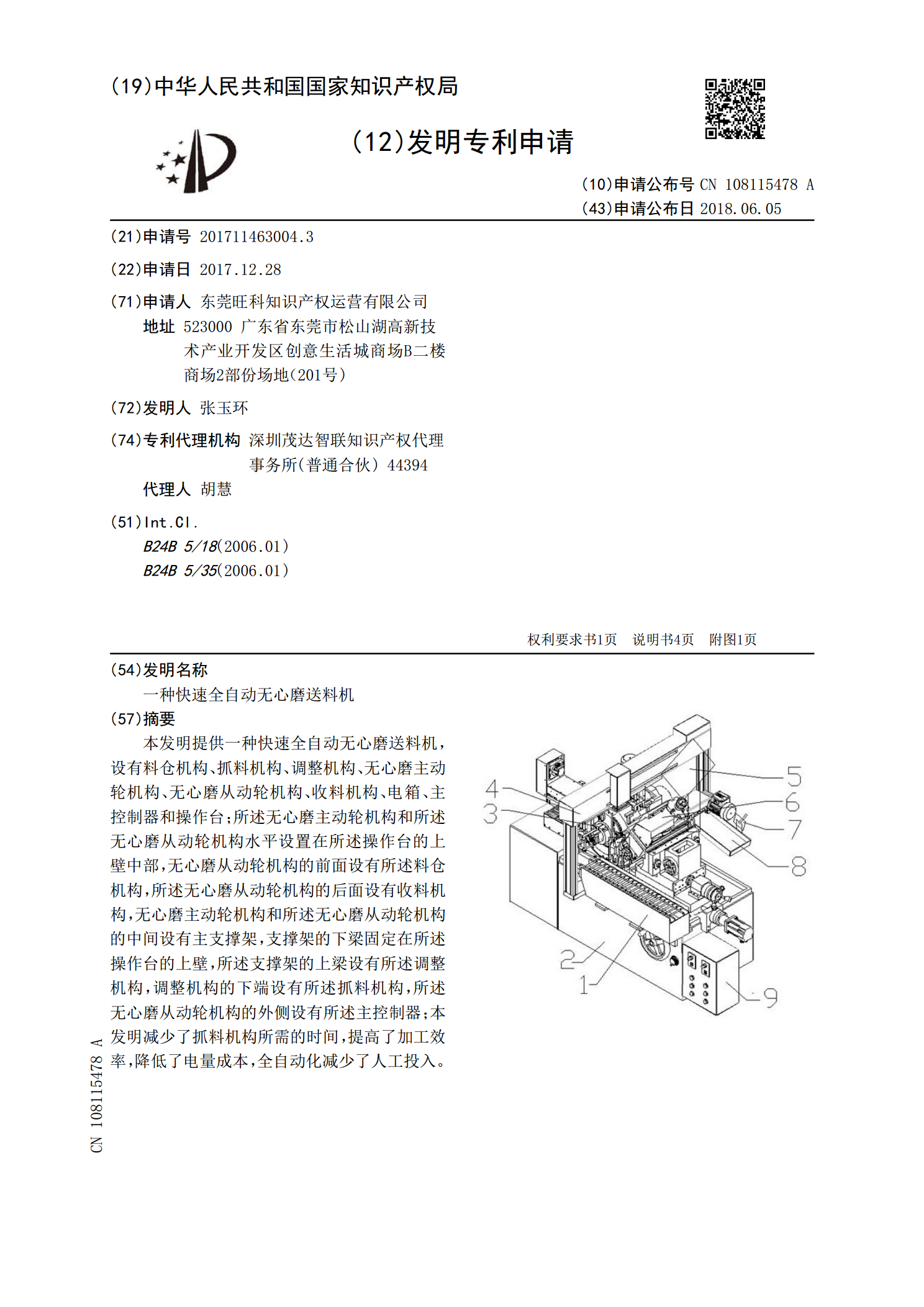
本发明提供一种快速全自动无心磨送料机,设有料仓机构、抓料机构、调整机构、无心磨主动轮机构、无心磨从动轮机构、收料机构、电箱、主控制器和操作台;无心磨主动轮机构和所述无心磨从动轮机构水平设置在所述操作台的上壁中部,无心磨从动轮机构的前面设有所述料仓机构,无心磨从动轮机构的后面设有收料机构,无心磨主动轮机构和所述无心磨从动轮机构的中间设有主支撑架,所述支撑架的下梁固定在所述操作台的上壁,所述支撑架的上梁设有所述调整机构,所述调整机构的下端设有所述抓料机构,所述无心磨从动轮机构的外侧设有所述主控制器。本发明减少
一种快速全自动无心磨送料机.pdf
本发明提供一种快速全自动无心磨送料机,设有料仓机构、抓料机构、调整机构、无心磨主动轮机构、无心磨从动轮机构、收料机构、电箱、主控制器和操作台;所述无心磨主动轮机构和所述无心磨从动轮机构水平设置在所述操作台的上壁中部,无心磨从动轮机构的前面设有所述料仓机构,所述无心磨从动轮机构的后面设有收料机构,无心磨主动轮机构和所述无心磨从动轮机构的中间设有主支撑架,支撑架的下梁固定在所述操作台的上壁,所述支撑架的上梁设有所述调整机构,调整机构的下端设有所述抓料机构,所述无心磨从动轮机构的外侧设有所述主控制器;本发明减少
一种可自动上料的无心磨.pdf
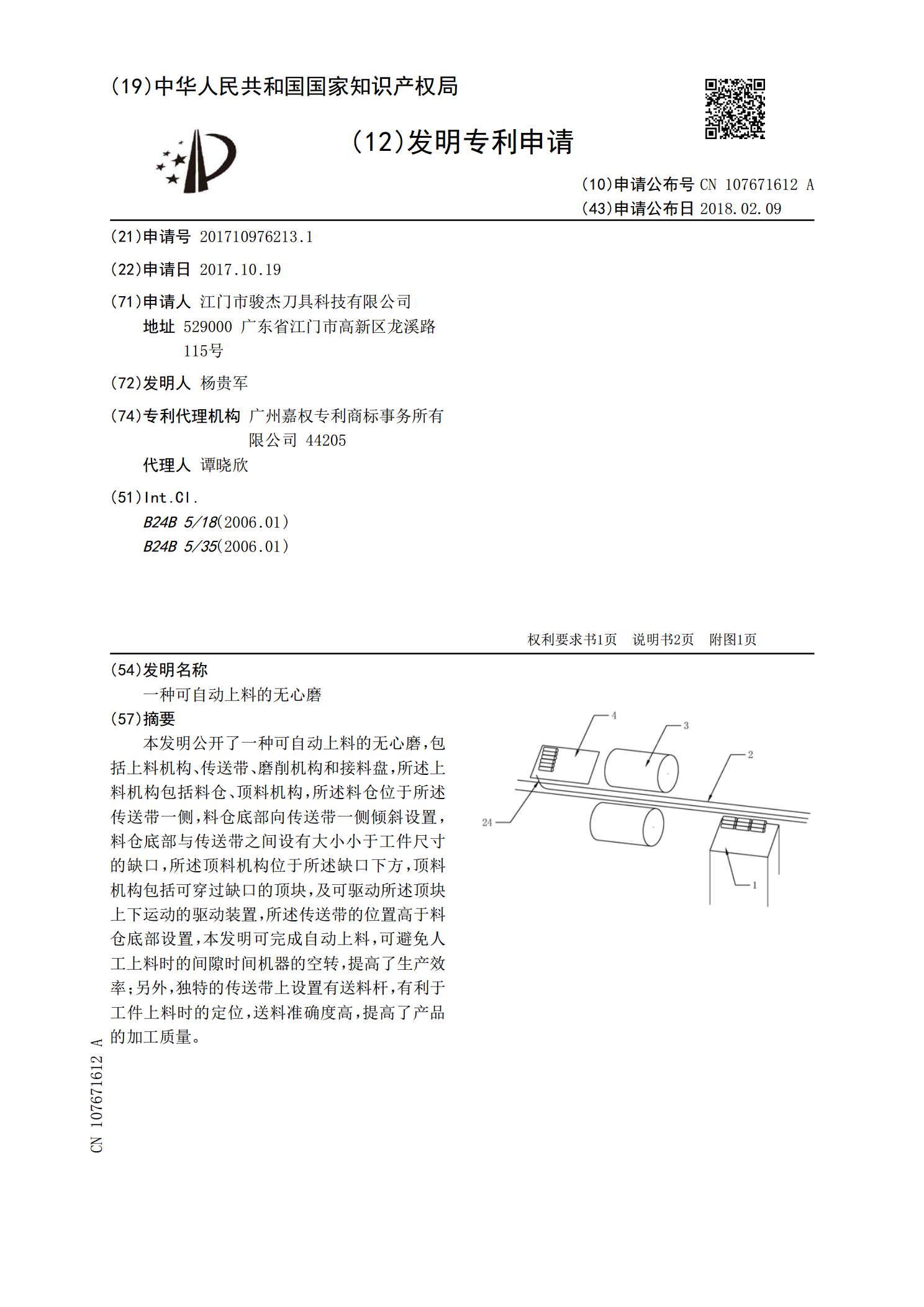
本发明公开了一种可自动上料的无心磨,包括上料机构、传送带、磨削机构和接料盘,所述上料机构包括料仓、顶料机构,所述料仓位于所述传送带一侧,料仓底部向传送带一侧倾斜设置,料仓底部与传送带之间设有大小小于工件尺寸的缺口,所述顶料机构位于所述缺口下方,顶料机构包括可穿过缺口的顶块,及可驱动所述顶块上下运动的驱动装置,所述传送带的位置高于料仓底部设置,本发明可完成自动上料,可避免人工上料时的间隙时间机器的空转,提高了生产效率;另外,独特的传送带上设置有送料杆,有利于工件上料时的定位,送料准确度高,提高了产品的加工质