
无心磨的加工方法[自动保存的].doc

和蔼****娘子


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

无心磨的加工方法[自动保存的].doc
无心磨1加工原理:无心磨床是不用通过加持工件的轴心,依靠中心刀片支撑,导轮旋转前进,砂轮磨削的一种加工方法。我们平时所说的无心磨床是指无心外圆磨床。2无心磨的分类:普通型,导轮的传动部分是齿轮传动。如果要变速的话,必须先停止导轮,然后手动变速。S型,导轮的传动部分是伺服马达带动涡轮蜗杆传动。比普通型更灵活,不用停止导轮即可变速。NC或CNC型,进刀部分是伺服马达传动,传动精度高,操作更精准。机器的控制部分人机界面和PLC。3构成要素及其作用无心磨床主要由砂轮,导轮(调整轮),支撑刀片,三个要素构成。砂轮,

(完整word版)无心磨的加工方法[自动保存的].doc
无心磨1加工原理:无心磨床是不用通过加持工件的轴心,依靠中心刀片支撑,导轮旋转前进,砂轮磨削的一种加工方法。我们平时所说的无心磨床是指无心外圆磨床。2无心磨的分类:普通型,导轮的传动部分是齿轮传动。如果要变速的话,必须先停止导轮,然后手动变速。S型,导轮的传动部分是伺服马达带动涡轮蜗杆传动。比普通型更灵活,不用停止导轮即可变速。NC或CNC型,进刀部分是伺服马达传动,传动精度高,操作更精准。机器的控制部分人机界面和PLC。3构成要素及其作用无心磨床主要由砂轮,导轮(调整轮),支撑刀片,三个要素构成。砂轮,

(完整word版)无心磨的加工方法[自动保存的].doc
无心磨1加工原理:无心磨床是不用通过加持工件的轴心,依靠中心刀片支撑,导轮旋转前进,砂轮磨削的一种加工方法。我们平时所说的无心磨床是指无心外圆磨床。2无心磨的分类:普通型,导轮的传动部分是齿轮传动。如果要变速的话,必须先停止导轮,然后手动变速。S型,导轮的传动部分是伺服马达带动涡轮蜗杆传动。比普通型更灵活,不用停止导轮即可变速。NC或CNC型,进刀部分是伺服马达传动,传动精度高,操作更精准。机器的控制部分人机界面和PLC。3构成要素及其作用无心磨床主要由砂轮,导轮(调整轮),支撑刀片,三个要素构成。砂轮,
一种无心磨自动托架和无心磨自动上下料方法.pdf
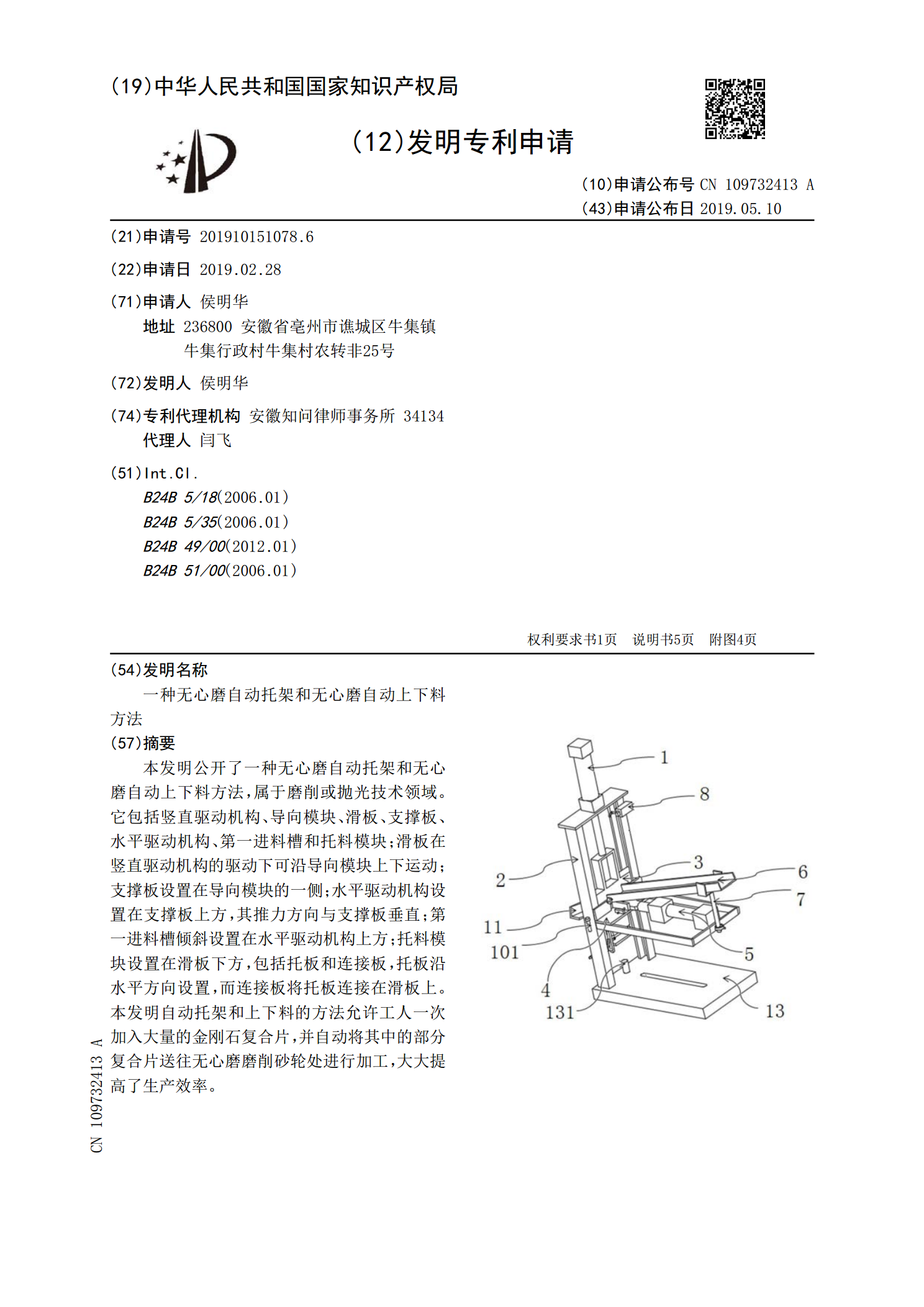
本发明公开了一种无心磨自动托架和无心磨自动上下料方法,属于磨削或抛光技术领域。它包括竖直驱动机构、导向模块、滑板、支撑板、水平驱动机构、第一进料槽和托料模块;滑板在竖直驱动机构的驱动下可沿导向模块上下运动;支撑板设置在导向模块的一侧;水平驱动机构设置在支撑板上方,其推力方向与支撑板垂直;第一进料槽倾斜设置在水平驱动机构上方;托料模块设置在滑板下方,包括托板和连接板,托板沿水平方向设置,而连接板将托板连接在滑板上。本发明自动托架和上下料的方法允许工人一次加入大量的金刚石复合片,并自动将其中的部分复合片送往无

长杆零件无心磨加工方法.pdf
本发明公开了一种长杆零件无心磨加工方法,包括以下步骤:1)在无心磨床的托板(1)上安装辅助机构;2)将工件(5)装夹在无心磨床上,工件(5)由多个托轮装置(4)和托板(1)顶部的斜面共同支撑;3)控制磨削轮(6)和导向轮(7)同向转动,同时驱动工件(5)在水平面上转动着从前往后移动,通过磨削轮(6)对工件(5)的外圆进行粗磨;4)重复步骤3),直至工件(5)外圆的余量为0.03-0.05mm;5)对工件(5)进行精磨,直至工件(5)的外圆加工至设计的尺寸。本发明工艺简单,操作方便,能有效减小磨削过程中的摆