
一种汽车轮毂轴承单元铆接预紧力检测方法.pdf

阳炎****找我

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种汽车轮毂轴承单元铆接预紧力检测方法.pdf
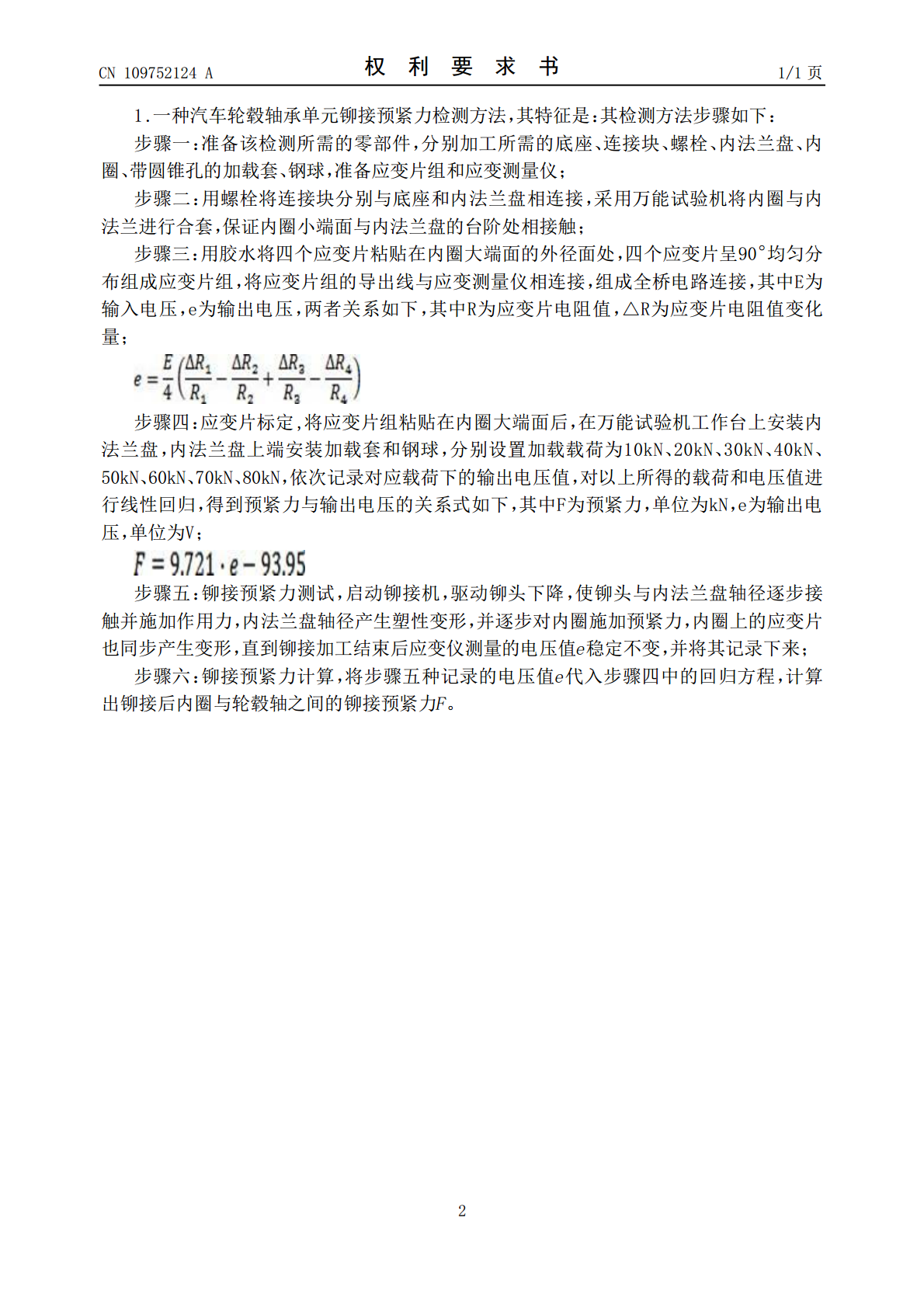
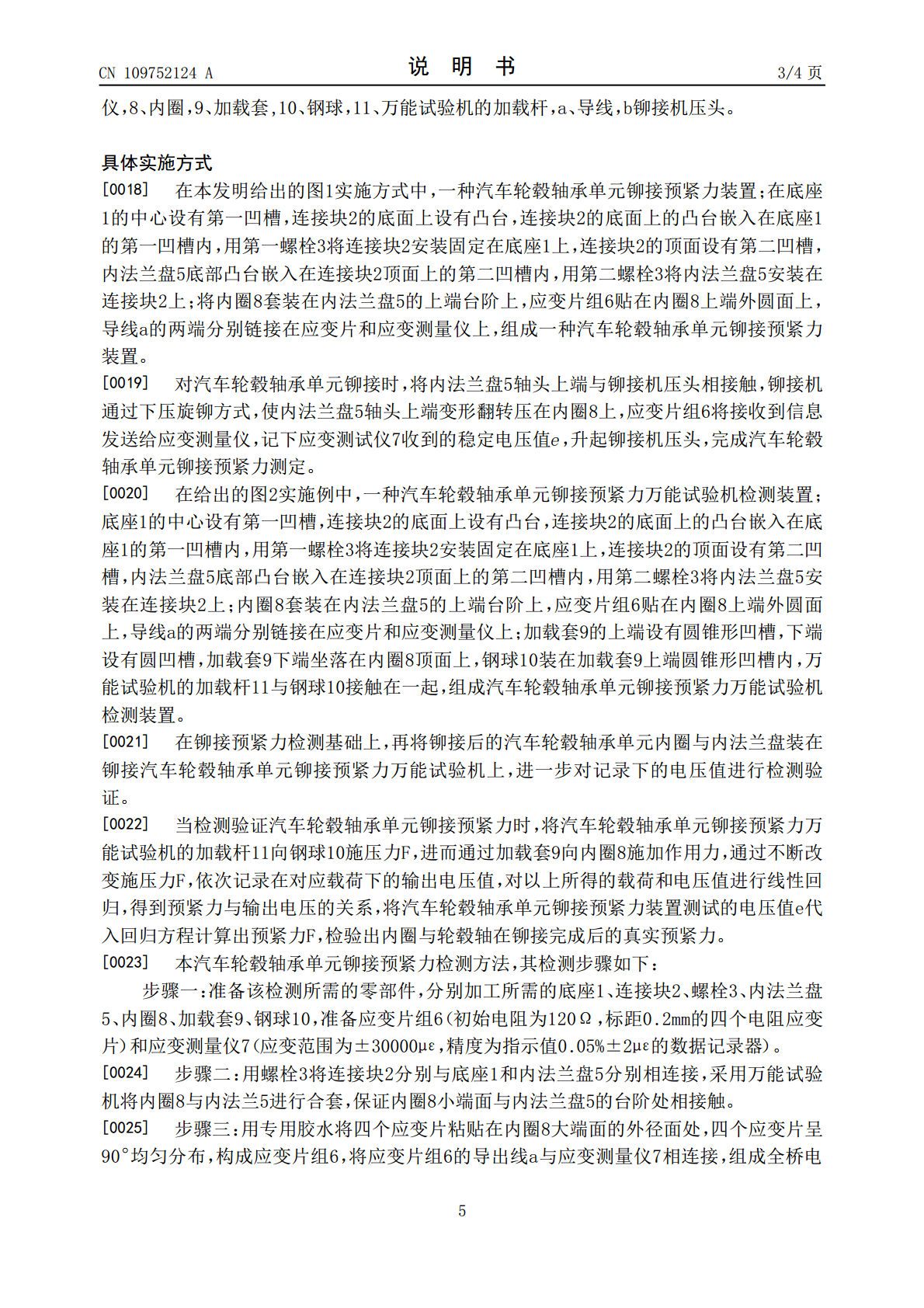
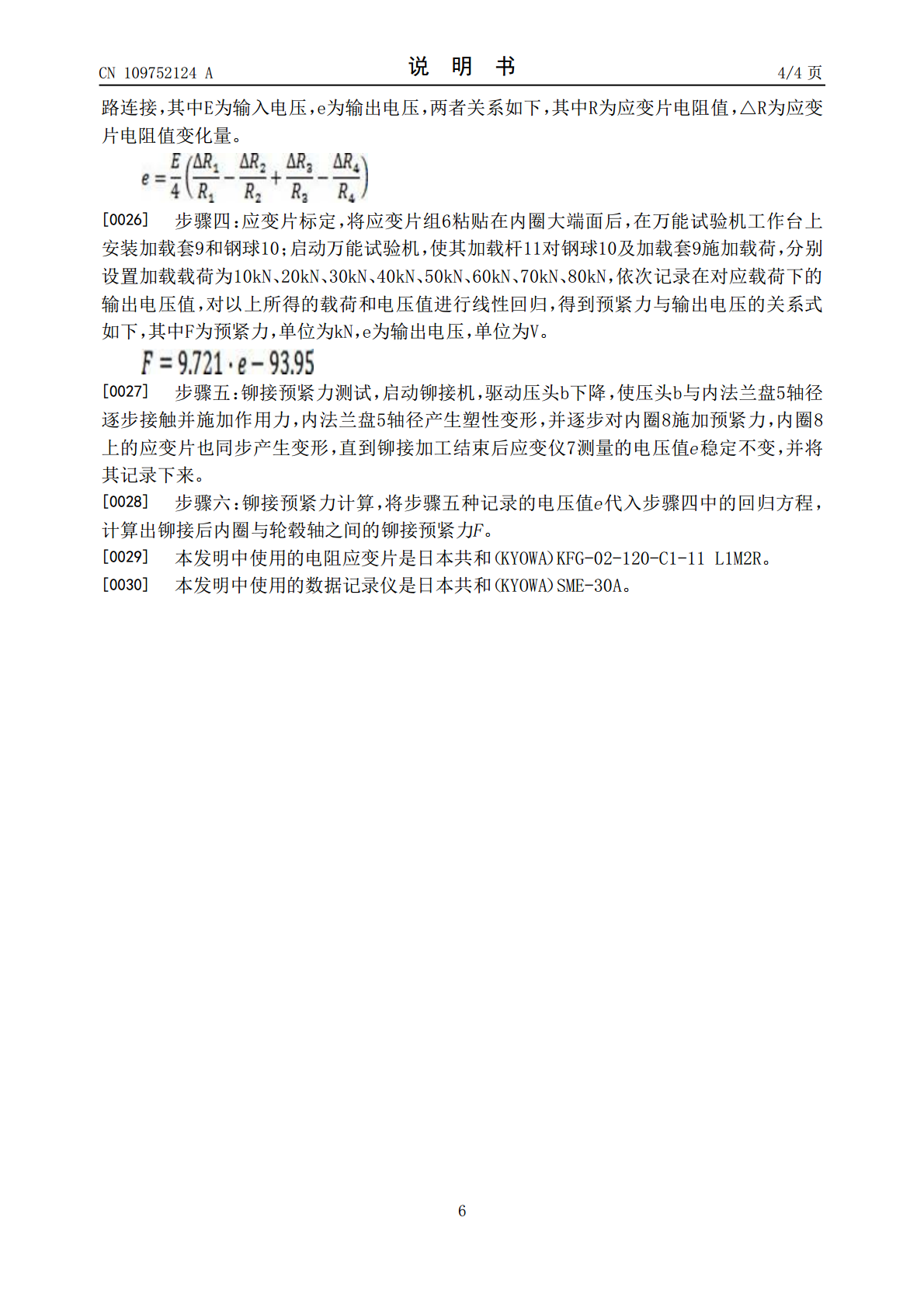
一种汽车轮毂轴承单元铆接预紧力检测方法,首先在汽车轮毂轴承单元铆接预紧力装置上对汽车轮毂轴承单元铆接,通过应变组将获得信息发送给应变测量仪后记下应变测试仪记下电压值;在铆接预紧力检测基础上,再在万能试验机上通过步骤一至步骤六对记下电压值进行验证,检验出内圈与轮毂轴在铆接完成后的真实预紧力。与现有检测技术相比,该检测方法可以在不破坏任何配合零件的情况下,快速、准确地测量出铆接预紧力,且检测方法简便易行、可靠性和检测精度高。

一种轮毂轴承螺栓预紧力检测装置.pdf
本发明公开了一种轮毂轴承螺栓预紧力检测装置,包括基座、连接块,连接块与基座连接,连接块的上面安装有轮毂轴承螺栓,轮毂轴承螺栓的螺柱朝上并与基座垂直,轮毂轴承螺栓外侧套设有支撑套,支撑套的下端与轮毂轴承螺栓的台阶处接触,轮毂轴承螺栓的上端设有锁紧螺母,所述的锁紧螺母与支撑套的上端接触,支撑套与轮毂轴承螺栓间隙配合,支撑套的外侧面上贴有应变片组,应变片组与应变适配器连接,应变适配器与工控机连接,芯轴螺栓的上端设有套筒,套筒与扭矩扳手连接。因此,本发明具有在不破坏螺栓自身结构的情况下,快速、准确的检测螺栓预紧力

汽车前桥轮毂轴承预紧力调节装置.pdf
本发明是一种汽车前桥轮毂轴承预紧力调节装置,属汽车转向装置,其特征是该转向节主轴的左圆柱端段带有外螺纹,在转向节主轴的左圆柱端段上前后对称地开设左右向的矩形止动直槽,在转向节主轴的左圆柱端段上套装内径带有矩形凸块的环形减磨挡片,减磨挡片的矩形凸块对应嵌装在转向节主轴左圆柱端段上的矩形止动长直槽中以限位,然后在转向节主轴的左圆柱端段上旋装六方尖角部对称地开设螺孔的调整螺母,拧紧并达到预紧力,接着在转向节主轴上位于调整螺母的左侧安装圆周均布开设通孔且内径上前后对称地带有矩形凸块的环形锁片,在锁片上的与调整螺母
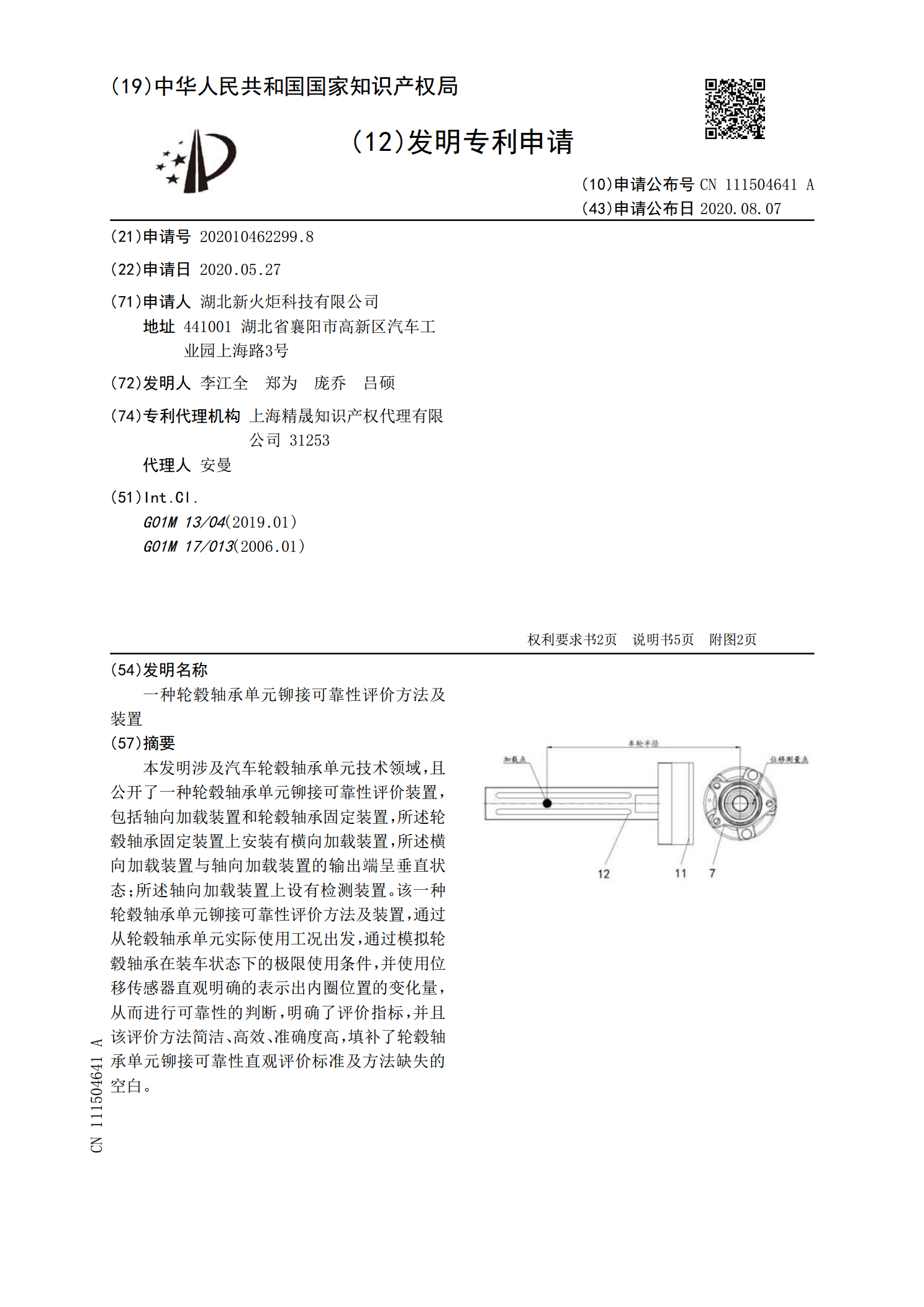
一种轮毂轴承单元铆接可靠性评价方法及装置.pdf
本发明涉及汽车轮毂轴承单元技术领域,且公开了一种轮毂轴承单元铆接可靠性评价装置,包括轴向加载装置和轮毂轴承固定装置,所述轮毂轴承固定装置上安装有横向加载装置,所述横向加载装置与轴向加载装置的输出端呈垂直状态;所述轴向加载装置上设有检测装置。该一种轮毂轴承单元铆接可靠性评价方法及装置,通过从轮毂轴承单元实际使用工况出发,通过模拟轮毂轴承在装车状态下的极限使用条件,并使用位移传感器直观明确的表示出内圈位置的变化量,从而进行可靠性的判断,明确了评价指标,并且该评价方法简洁、高效、准确度高,填补了轮毂轴承单元铆接
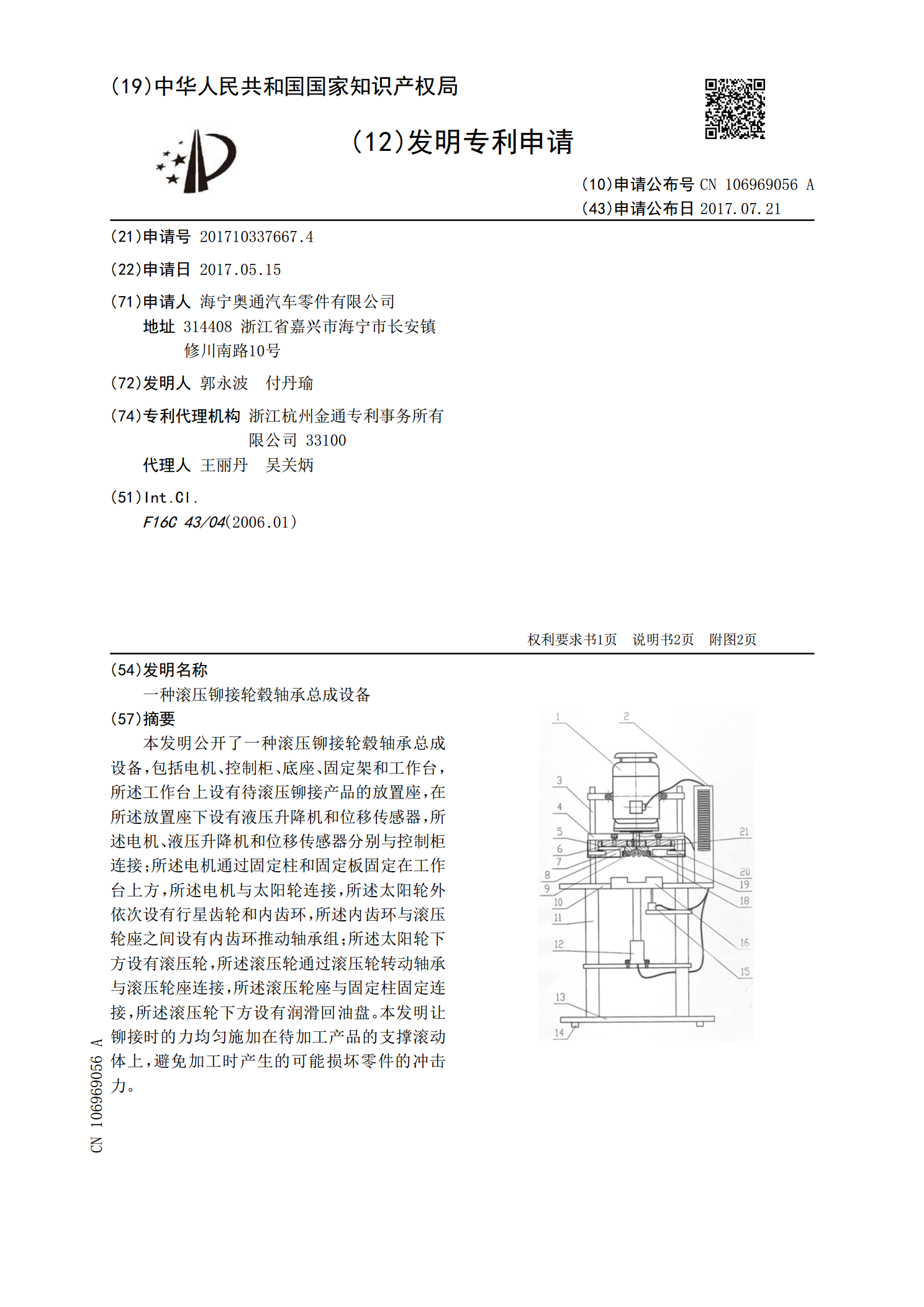
一种滚压铆接轮毂轴承总成设备.pdf
本发明公开了一种滚压铆接轮毂轴承总成设备,包括电机、控制柜、底座、固定架和工作台,所述工作台上设有待滚压铆接产品的放置座,在所述放置座下设有液压升降机和位移传感器,所述电机、液压升降机和位移传感器分别与控制柜连接;所述电机通过固定柱和固定板固定在工作台上方,所述电机与太阳轮连接,所述太阳轮外依次设有行星齿轮和内齿环,所述内齿环与滚压轮座之间设有内齿环推动轴承组;所述太阳轮下方设有滚压轮,所述滚压轮通过滚压轮转动轴承与滚压轮座连接,所述滚压轮座与固定柱固定连接,所述滚压轮下方设有润滑回油盘。本发明让铆接时的