
电解铣磨高效粗精加工一体化加工方法.pdf

努力****妙风

1/10
2/10
3/10
4/10
5/10
6/10

7/10
8/10
9/10
10/10
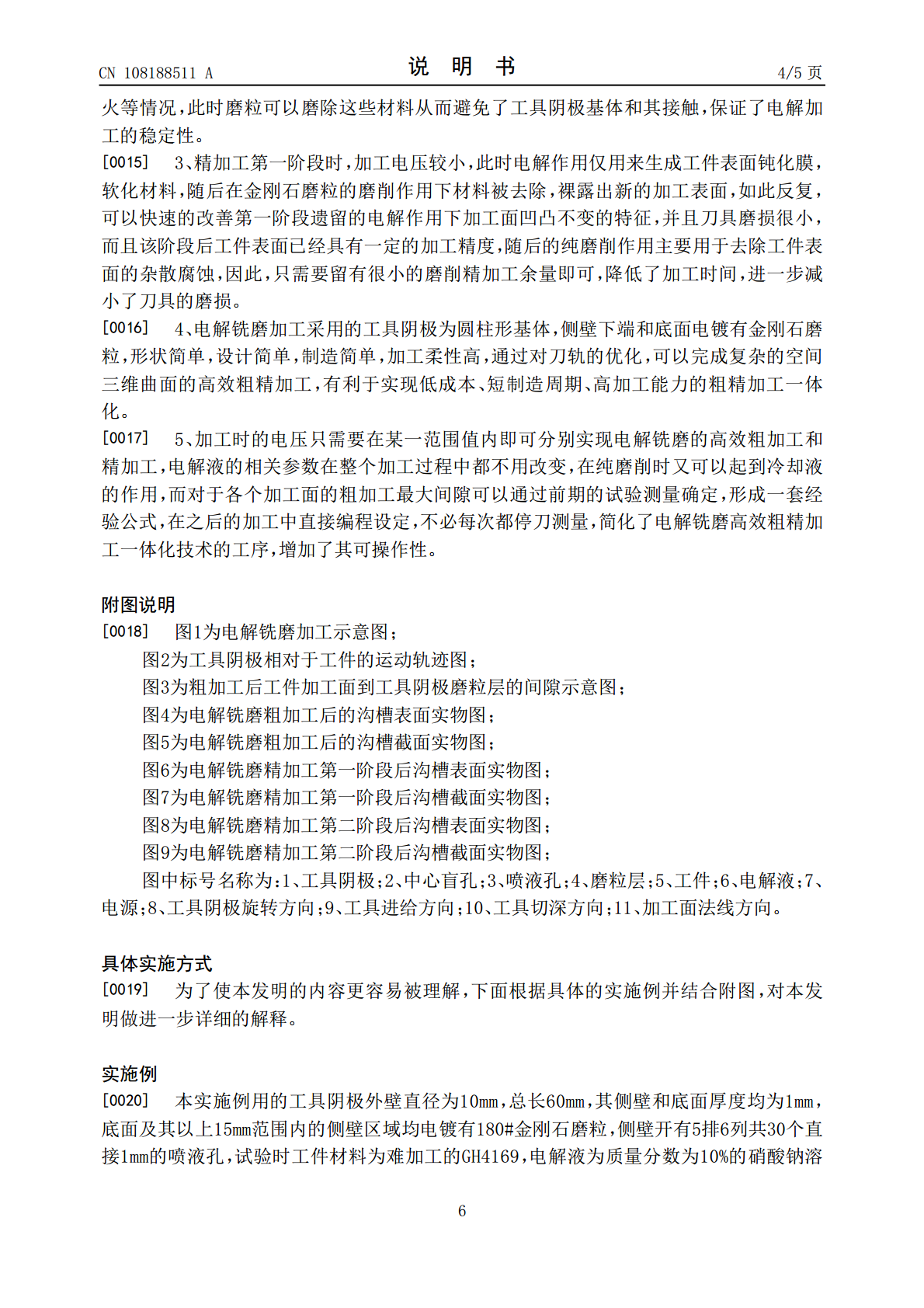
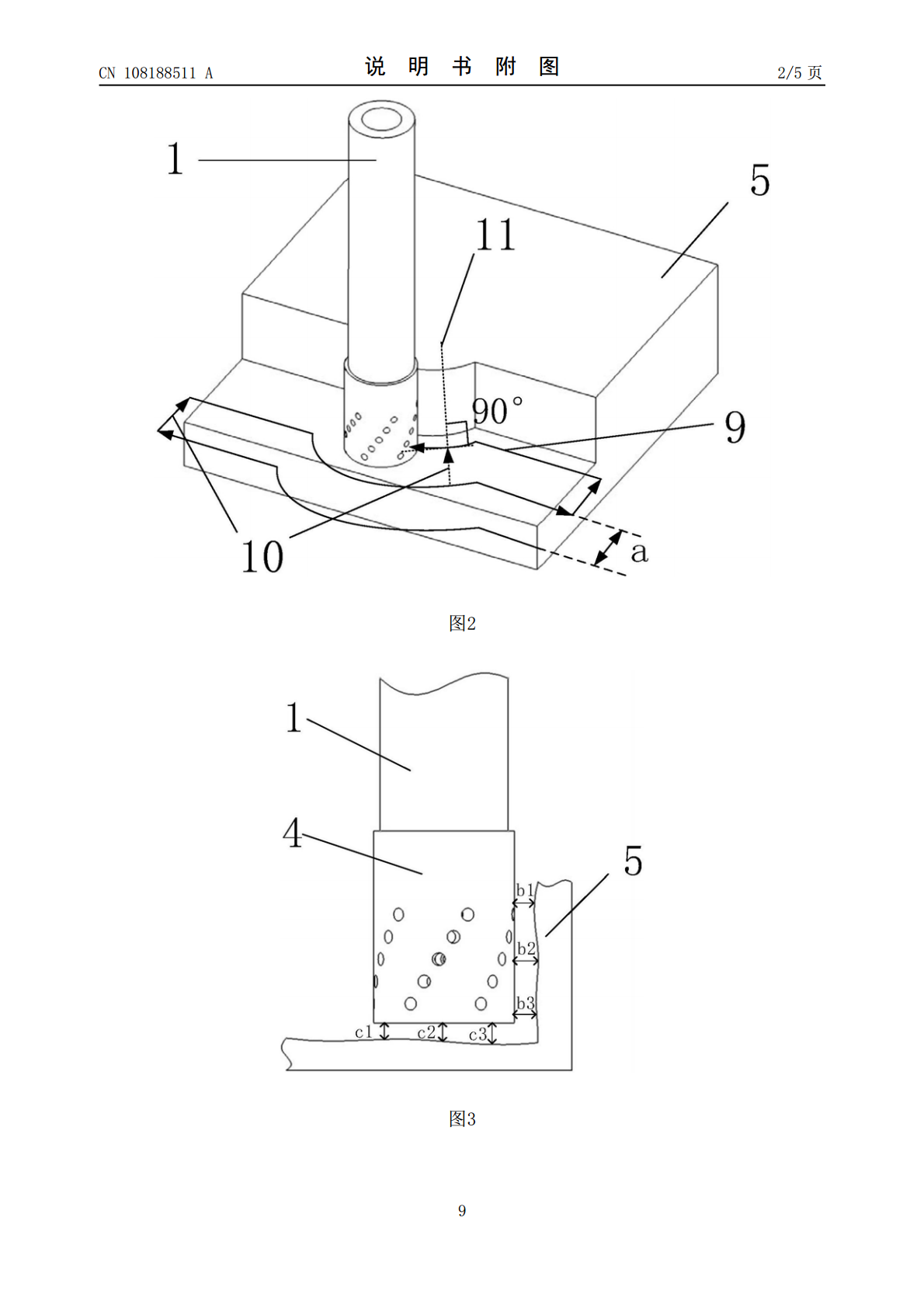
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

电解铣磨高效粗精加工一体化加工方法.pdf
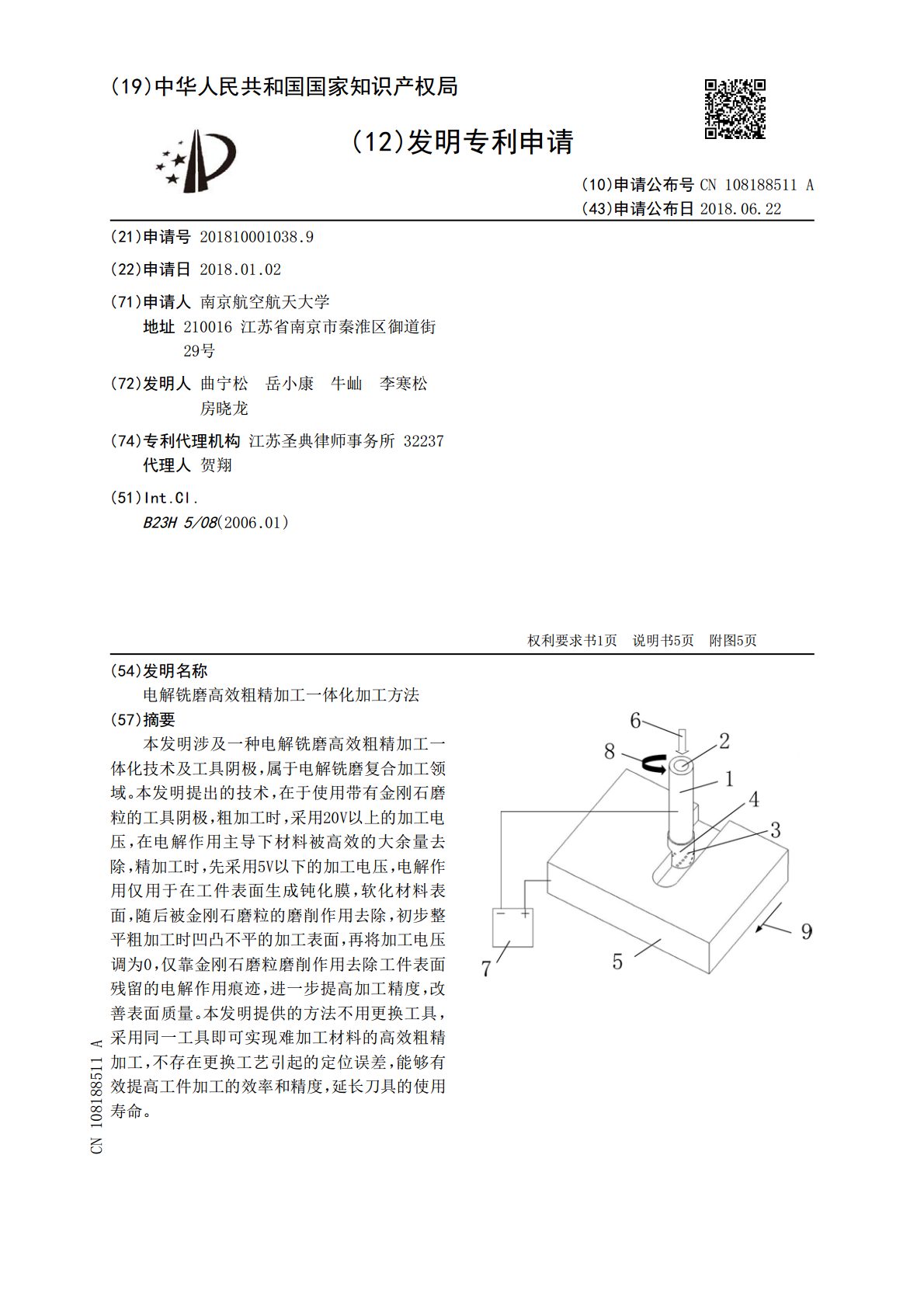
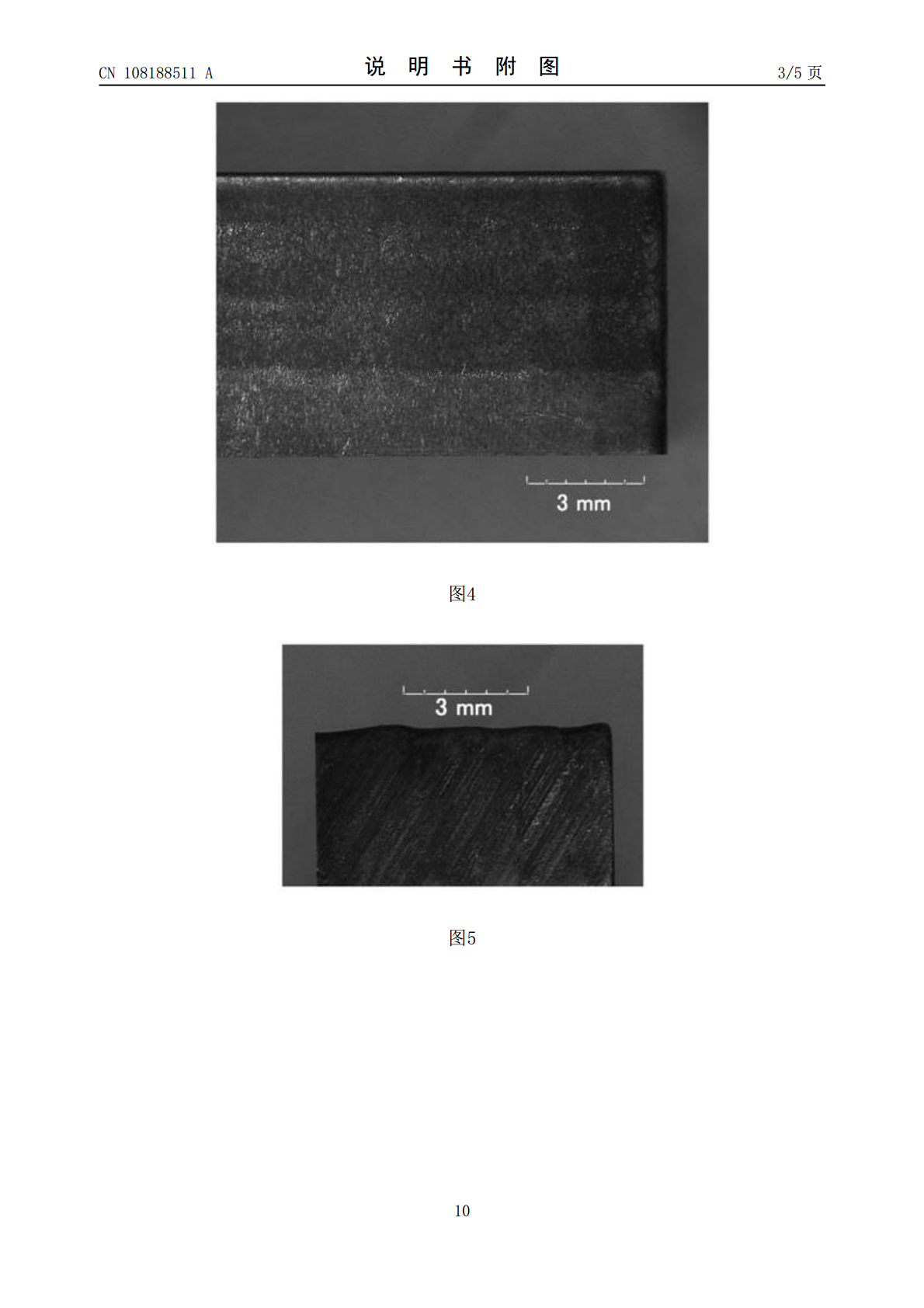
本发明涉及一种电解铣磨高效粗精加工一体化技术及工具阴极,属于电解铣磨复合加工领域。本发明提出的技术,在于使用带有金刚石磨粒的工具阴极,粗加工时,采用20V以上的加工电压,在电解作用主导下材料被高效的大余量去除,精加工时,先采用5V以下的加工电压,电解作用仅用于在工件表面生成钝化膜,软化材料表面,随后被金刚石磨粒的磨削作用去除,初步整平粗加工时凹凸不平的加工表面,再将加工电压调为0,仅靠金刚石磨粒磨削作用去除工件表面残留的电解作用痕迹,进一步提高加工精度,改善表面质量。本发明提供的方法不用更换工具,采用同一
电解磨铣加工工具阴极及方法.pdf
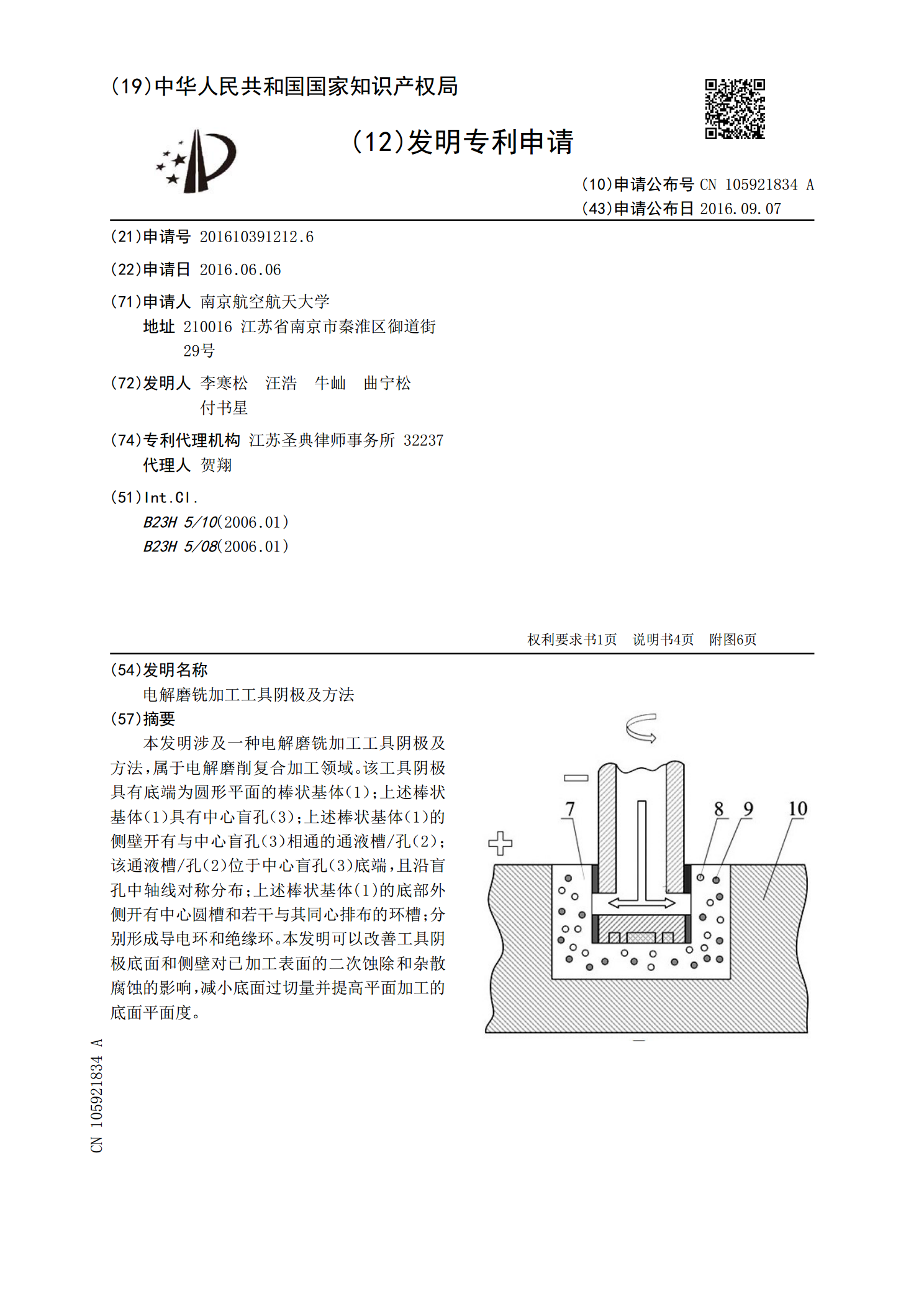
本发明涉及一种电解磨铣加工工具阴极及方法,属于电解磨削复合加工领域。该工具阴极具有底端为圆形平面的棒状基体(1);上述棒状基体(1)具有中心盲孔(3);上述棒状基体(1)的侧壁开有与中心盲孔(3)相通的通液槽/孔(2);该通液槽/孔(2)位于中心盲孔(3)底端,且沿盲孔中轴线对称分布;上述棒状基体(1)的底部外侧开有中心圆槽和若干与其同心排布的环槽;分别形成导电环和绝缘环。本发明可以改善工具阴极底面和侧壁对已加工表面的二次蚀除和杂散腐蚀的影响,减小底面过切量并提高平面加工的底面平面度。
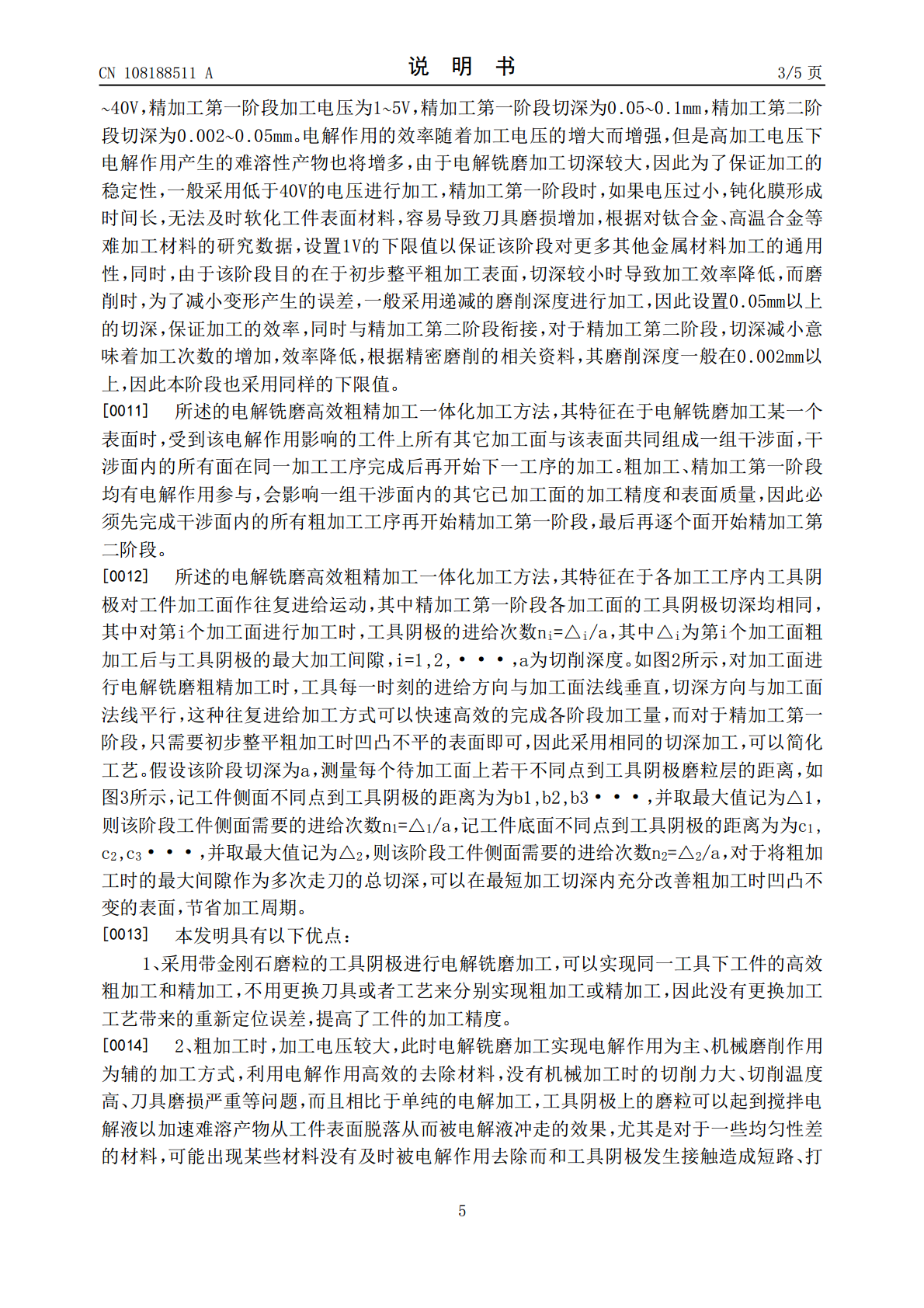
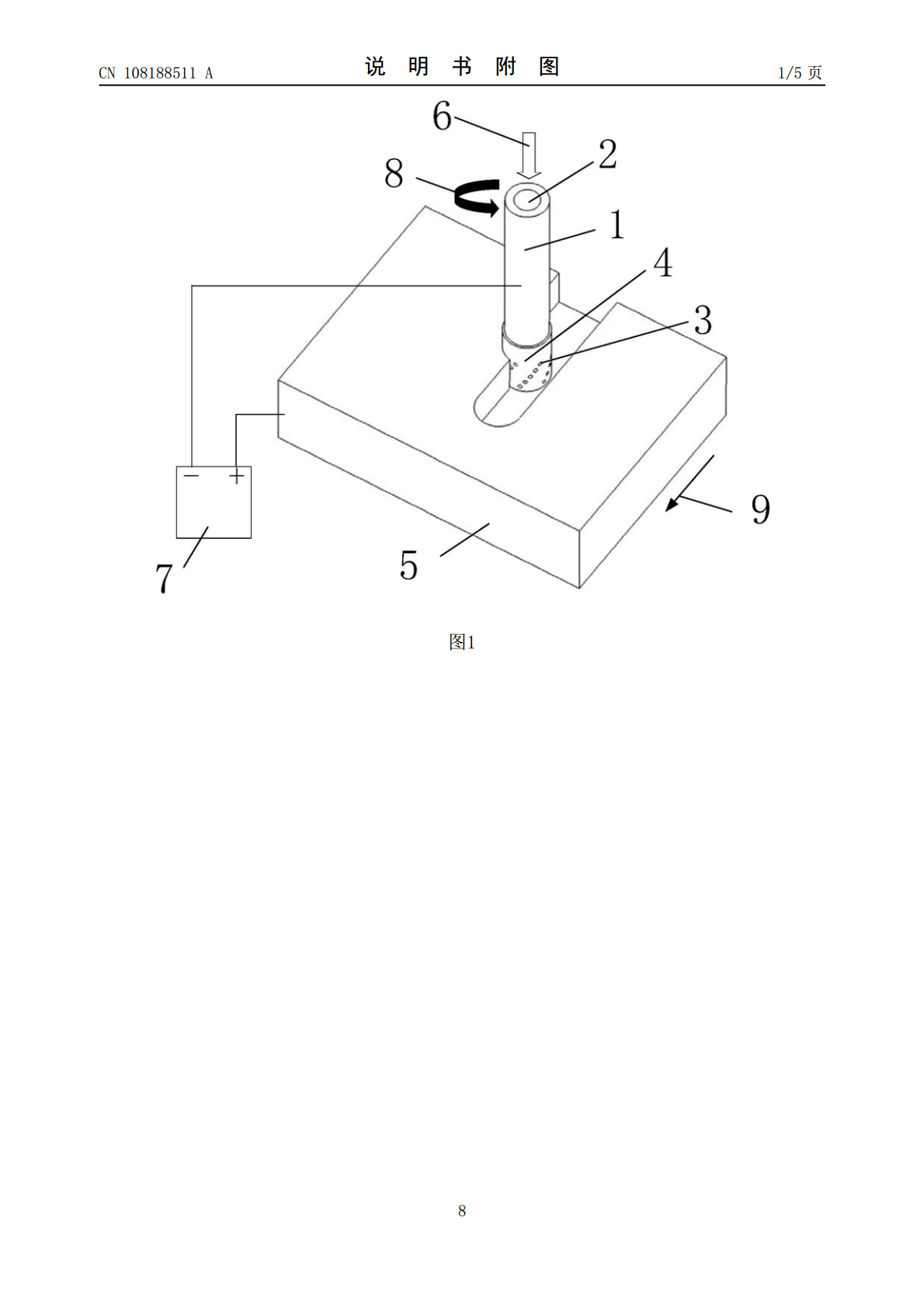
电解磨铣复合加工阴极磨头装置.pdf
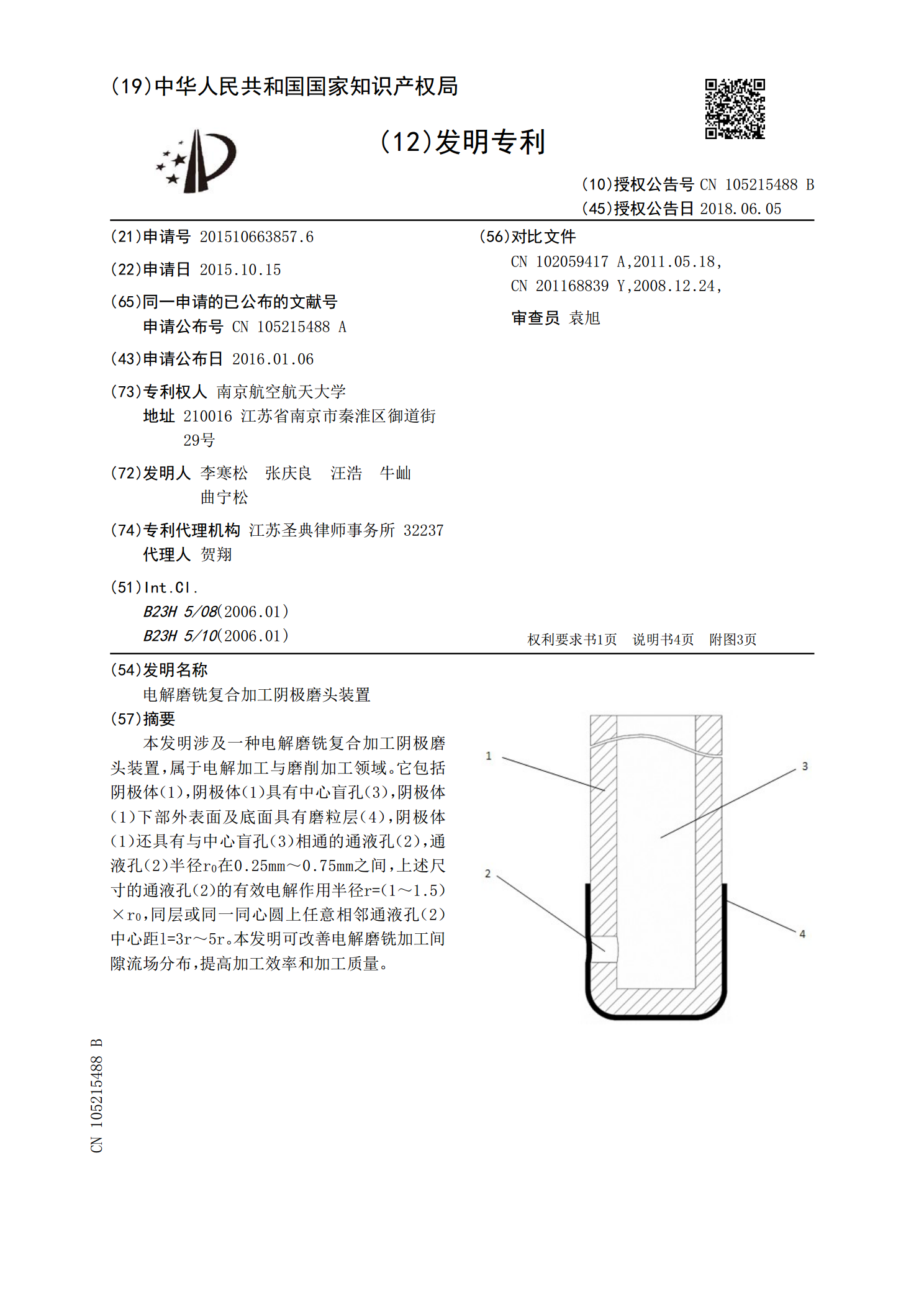
本发明涉及一种电解磨铣复合加工阴极磨头装置,属于电解加工与磨削加工领域。它包括阴极体(1),阴极体(1)具有中心盲孔(3),阴极体(1)下部外表面及底面具有磨粒层(4),阴极体(1)还具有与中心盲孔(3)相通的通液孔(2),通液孔(2)半径r0在0.25mm~0.75mm之间,上述尺寸的通液孔(2)的有效电解作用半径r=(1~1.5)×r0,×16层或×16一×16心圆上任意相邻通液孔(2)中心距l=3r~5r?。本发明可改善电解磨铣加工间隙流场分布,提高加工效率和加工质量。

多腔体挡板式电解铣磨复合加工工具阴极及方法.pdf
本发明涉及一种多腔体挡板式电解铣磨复合加工工具阴极及方法,属于电解铣磨复合加工领域。本发明通过在工具阴极内部设置多个扇形盲孔腔体,以及在阴极金刚石磨粒层上方设置环形挡板,改善了加工间隙内供液不足的缺陷,提高了流场均匀性,有效提高了电解铣磨复合加工的稳定性和加工精度。

铣磨设备及其加工方法.pdf
一种铣磨设备包括机架、定位治具、主轴、刀库、修刀仪、控制器、铣刀及砂轮,机架形成有容纳空间及工作台,定位治具装设在工作台上,修刀仪装设在工作台上,控制器装设在机架中,铣刀及砂轮装设在刀库上,铣刀用于对工件进行初步铣削,砂轮用于对工件上的铣削处进行磨削,修刀仪用于对砂轮修整,以实现不同精度的磨削,控制器用于控制主轴在刀库上换取铣刀或砂轮对工件进行相应的铣削加工或磨削加工。本发明还提供一种铣磨设备的加工方法。该铣磨设备由于将铣刀和砂轮整合在一台设备上,使得能够先使用铣刀进行初步加工,继而通过砂轮与修刀仪相配合