
轮胎硫化成型模具及其制造方法.pdf

一条****贺6

1/10
2/10
3/10

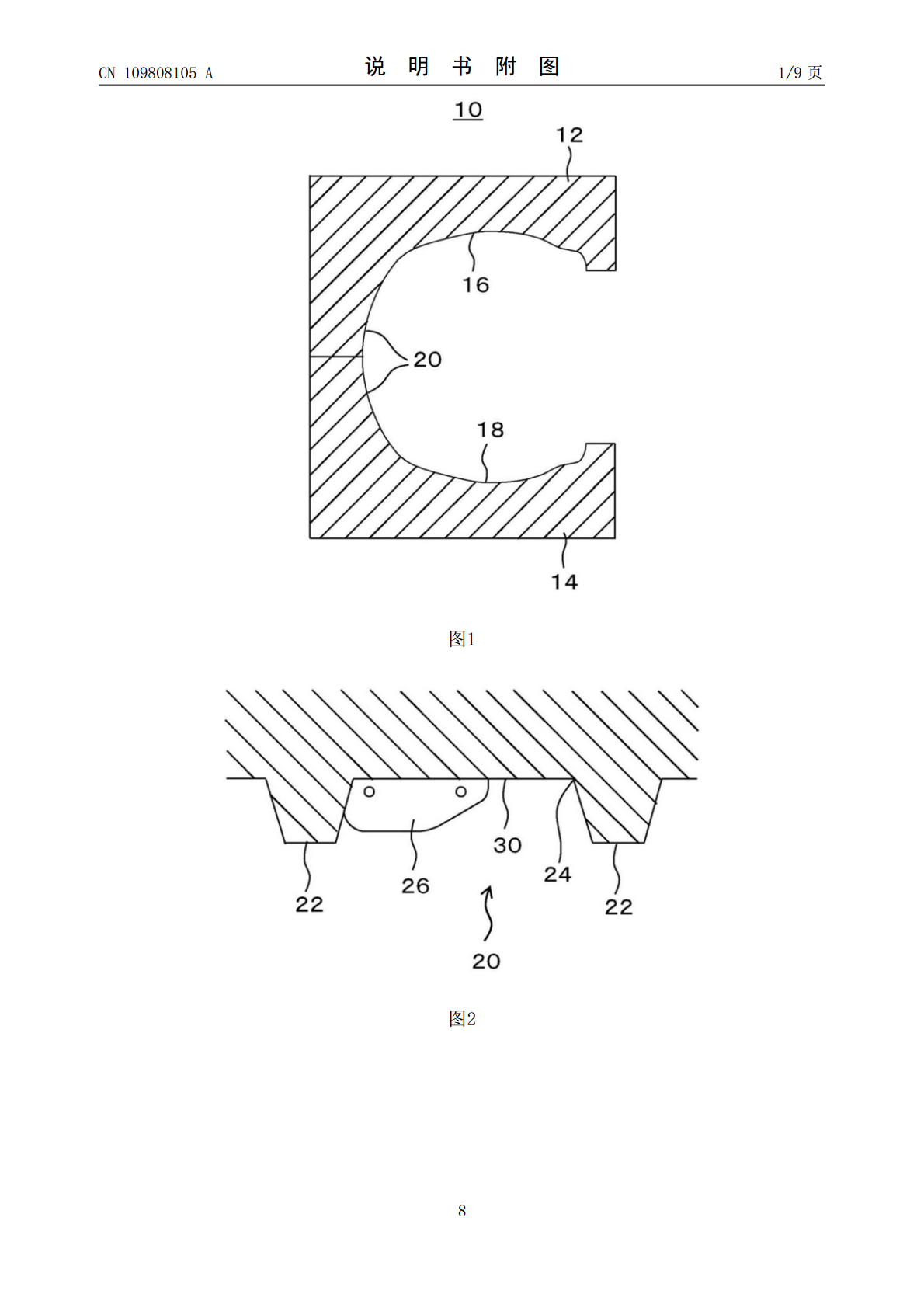
4/10
5/10
6/10
7/10
8/10

9/10
10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
轮胎硫化成型模具及其制造方法.pdf
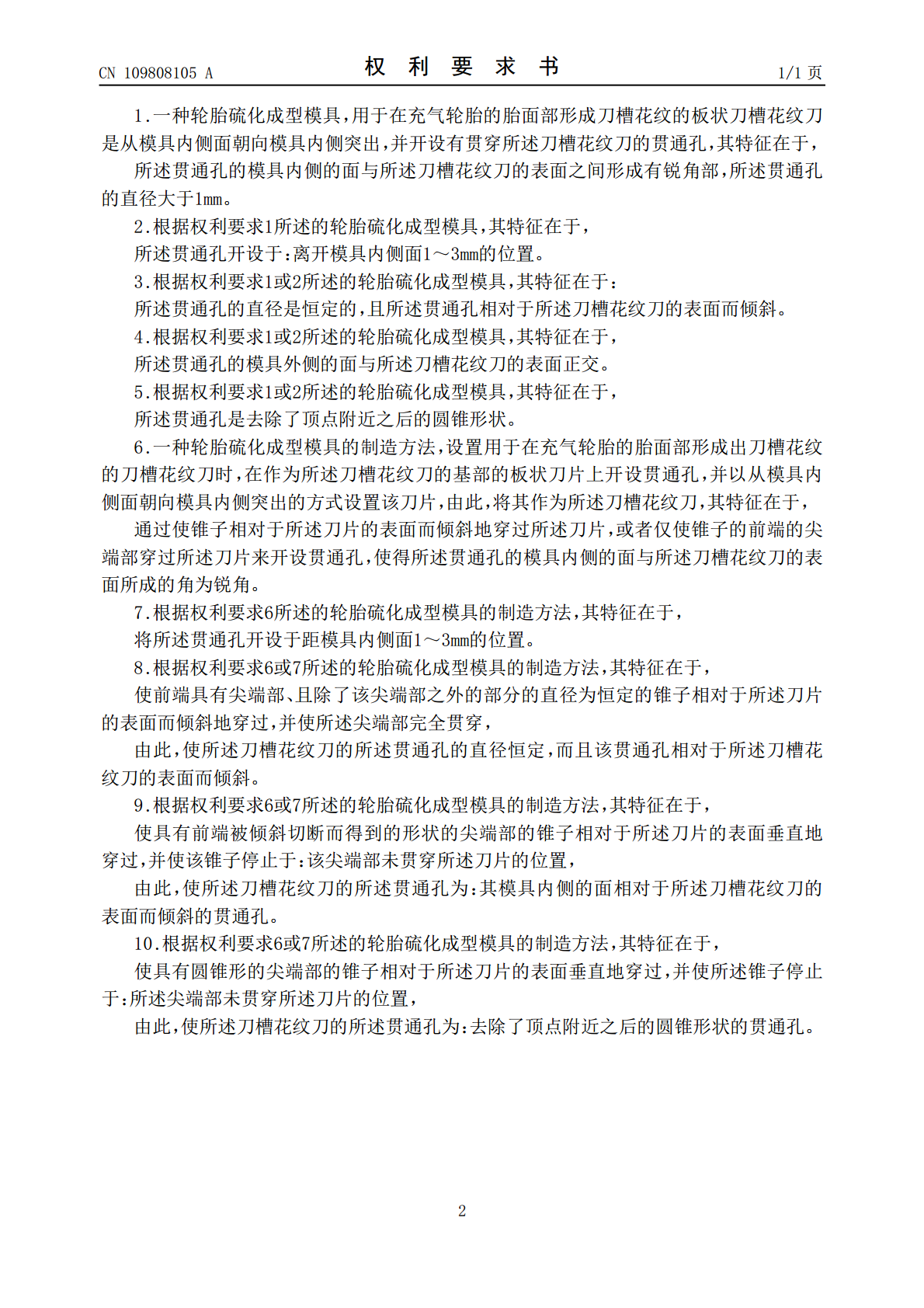
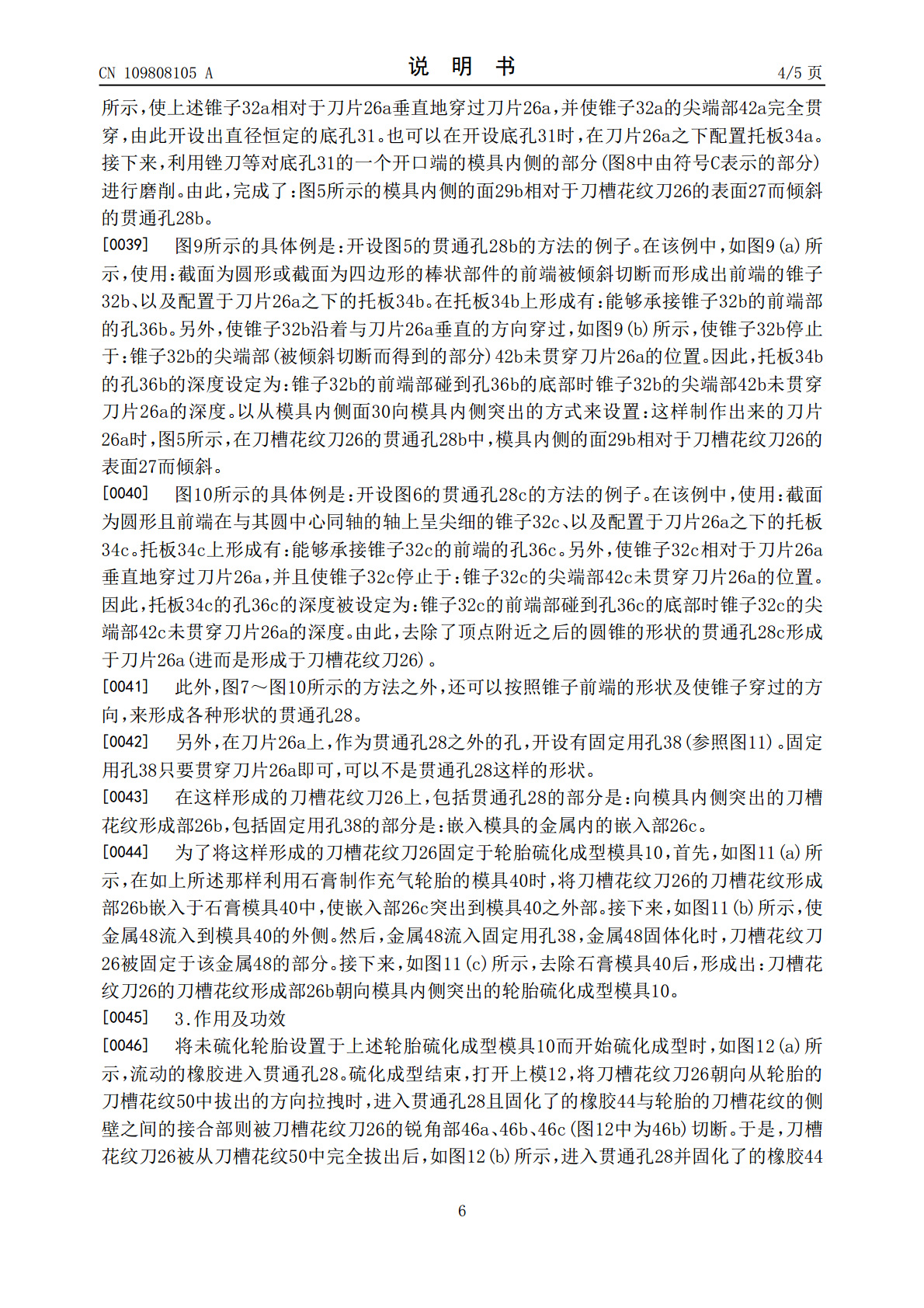
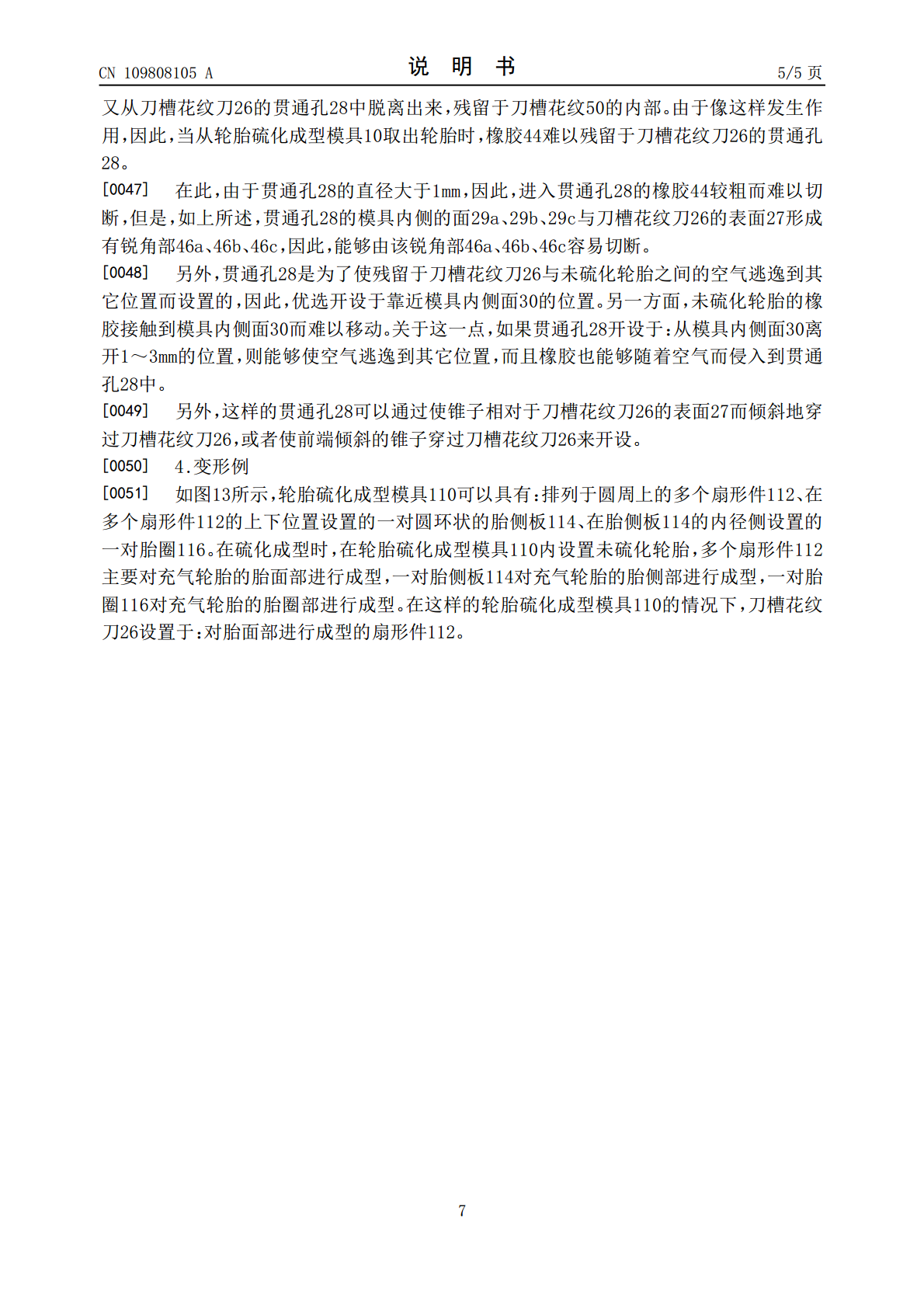
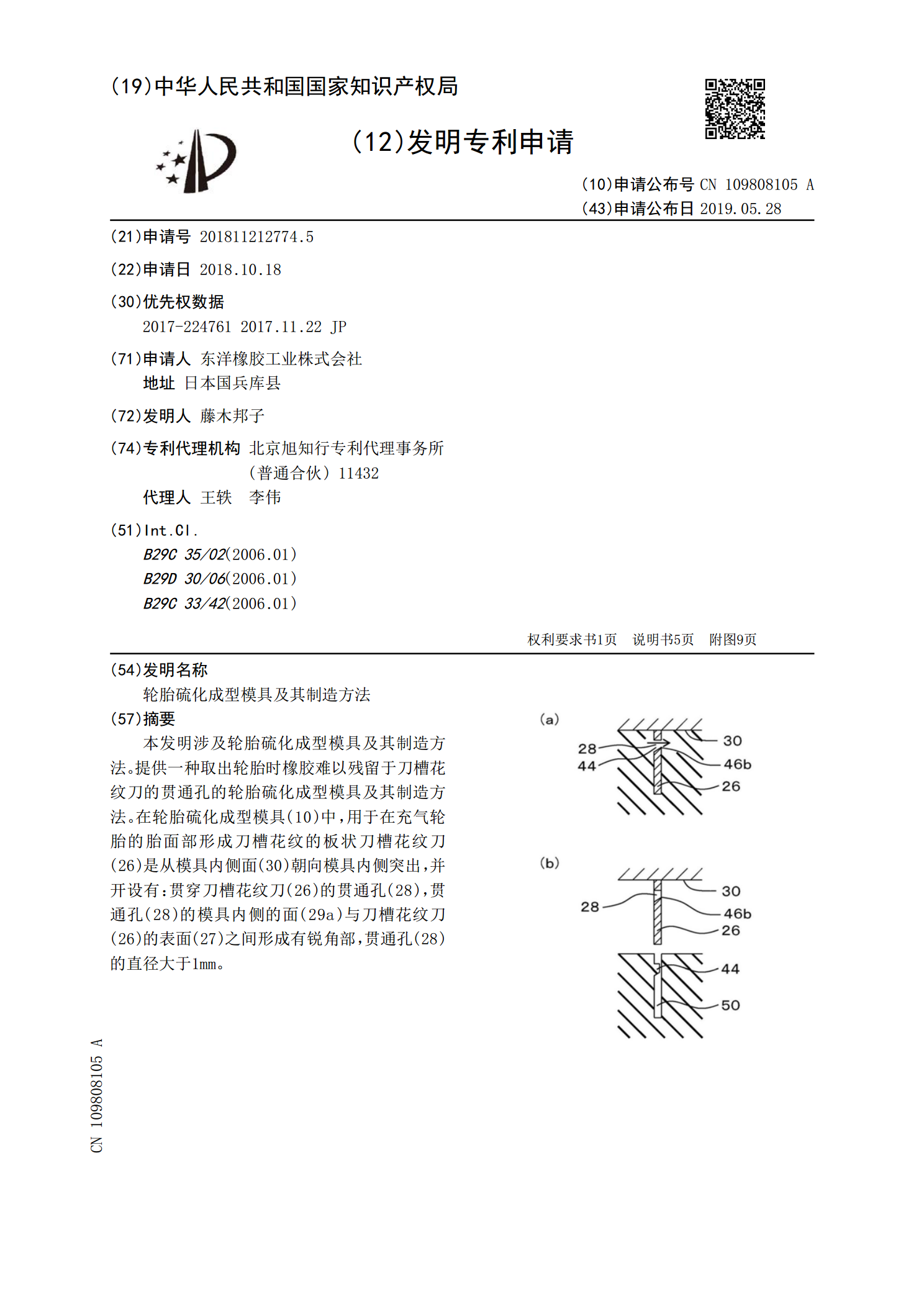
本发明涉及轮胎硫化成型模具及其制造方法。提供一种取出轮胎时橡胶难以残留于刀槽花纹刀的贯通孔的轮胎硫化成型模具及其制造方法。在轮胎硫化成型模具(10)中,用于在充气轮胎的胎面部形成刀槽花纹的板状刀槽花纹刀(26)是从模具内侧面(30)朝向模具内侧突出,并开设有:贯穿刀槽花纹刀(26)的贯通孔(28),贯通孔(28)的模具内侧的面(29a)与刀槽花纹刀(26)的表面(27)之间形成有锐角部,贯通孔(28)的直径大于1mm。

轮胎硫化成型模具及用轮胎硫化成型模具制造轮胎的方法.pdf
提供了一种轮胎硫化成形模具以及一种使用所述模具制造轮胎的方法,所述轮胎硫化成形模具和轮胎制造方法能够通过沿周向随意地设置周向长度相等并且用于形成多种胎面图案的部段块来形成多种胎面图案。具体地,在周向方向上划分的多个部段块(11A-11H)周向长度相等并且形成有多种胎面成形图案,在所述多种胎面成形图案上以不同的排列设置用于在轮胎上形成胎面图案的叶片(14),并且沿周向方向随意地设置形成有多种胎面成形图案的部段块,从而构成覆盖轮胎的整个圆周的环形形状的模具。

轮胎硫化模具及其制造方法.pdf
该轮胎硫化模具设置有模具主体和刀片,刀片在其基端侧具有以埋设在模具主体中的状态固定至模具主体的埋设部,在其前端侧具有从模具主体的内面突出的突出部,其中:刀片中形成有从突出部的侧面朝向刀片的内部延伸的至少一个导入通路,同时刀片中形成有呈封闭空间状并且将导入通路与在刀片的基端处开口的基端开口连接的连接通路;模具主体形成有一端开口与基端开口连接并且另一端开口与外部空间连接的排出通路;此外,连接通路的最大流路截面积小于或等于排出通路的该一端开口的开口面积。

轮胎硫化模具、轮胎制造方法和轮胎硫化模具的制造方法.pdf
本发明提供轮胎硫化模具、轮胎制造方法和轮胎硫化模具的制造方法,能够容易使各环间的间隙在轮胎周向均匀,良好地成型出胎侧部的外观。轮胎硫化模具具有侧环(3,)该侧环具有用于成型轮胎的胎侧面的胎侧成型面(3s)。侧环具有:具有第1胎侧成型面(6s)的环状第1环(6)和具有位于比第1胎侧成型面(6s)靠轮胎半径方向外侧的第2胎侧成型面(7s)的环状第2环(7)。第1环(6)具有从第1胎侧成型面(6s)相对于轮胎轴向倾斜延伸的倾斜外周面(63),第2环(7)具有从第2胎侧成型面(7s)相对于轮胎轴向向与倾斜外周面6
轮胎硫化模具、用于铸造轮胎硫化模具的铸模、以及轮胎硫化模具的制造方法.pdf
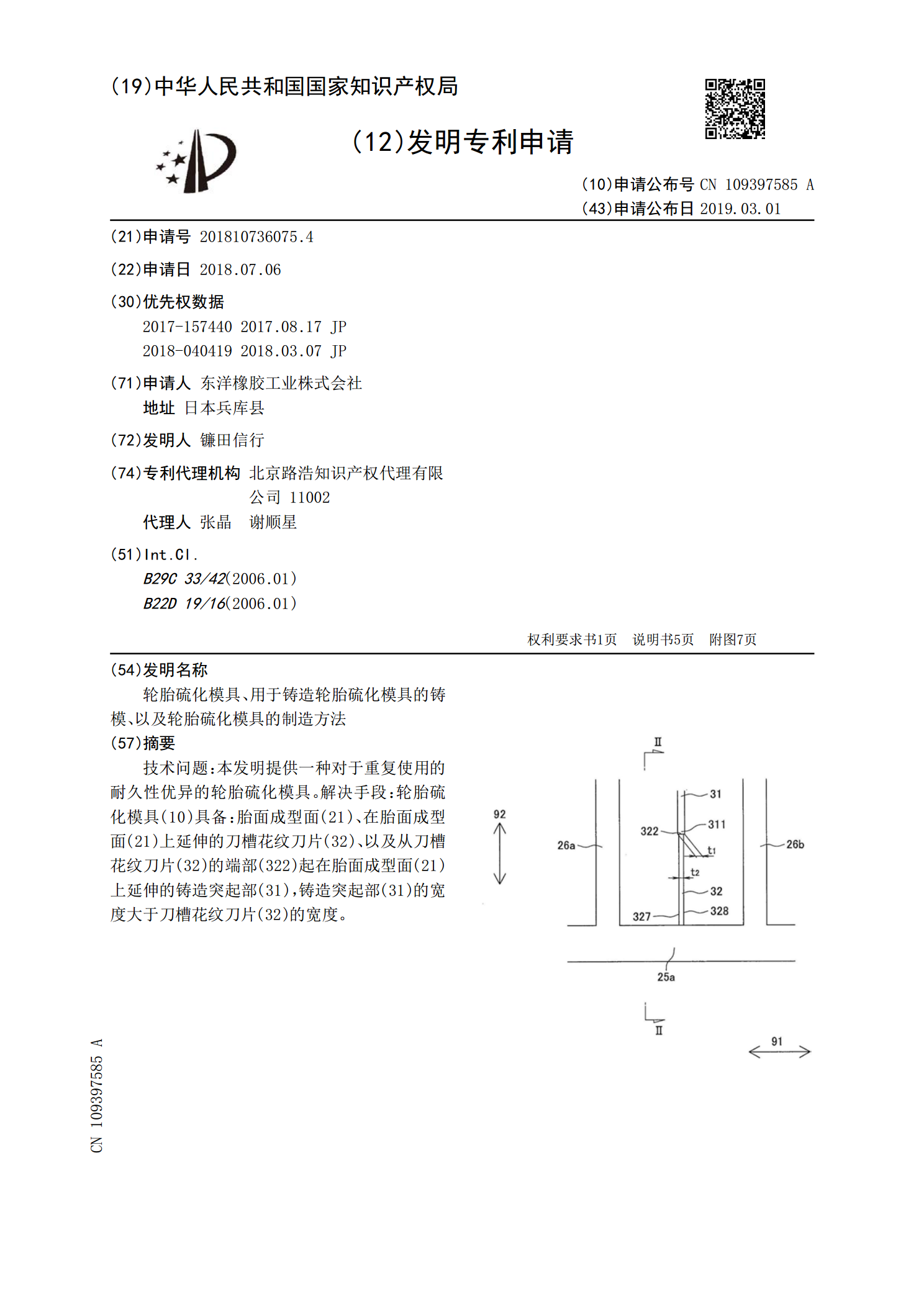
技术问题:本发明提供一种对于重复使用的耐久性优异的轮胎硫化模具。解决手段:轮胎硫化模具(10)具备:胎面成型面(21)、在胎面成型面(21)上延伸的刀槽花纹刀片(32)、以及从刀槽花纹刀片(32)的端部(322)起在胎面成型面(21)上延伸的铸造突起部(31),铸造突起部(31)的宽度大于刀槽花纹刀片(32)的宽度。