
一种改善硅钢边部轮廓的横向润滑能力分布方法.pdf

Ma****57

1/10
2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种改善硅钢边部轮廓的横向润滑能力分布方法.pdf
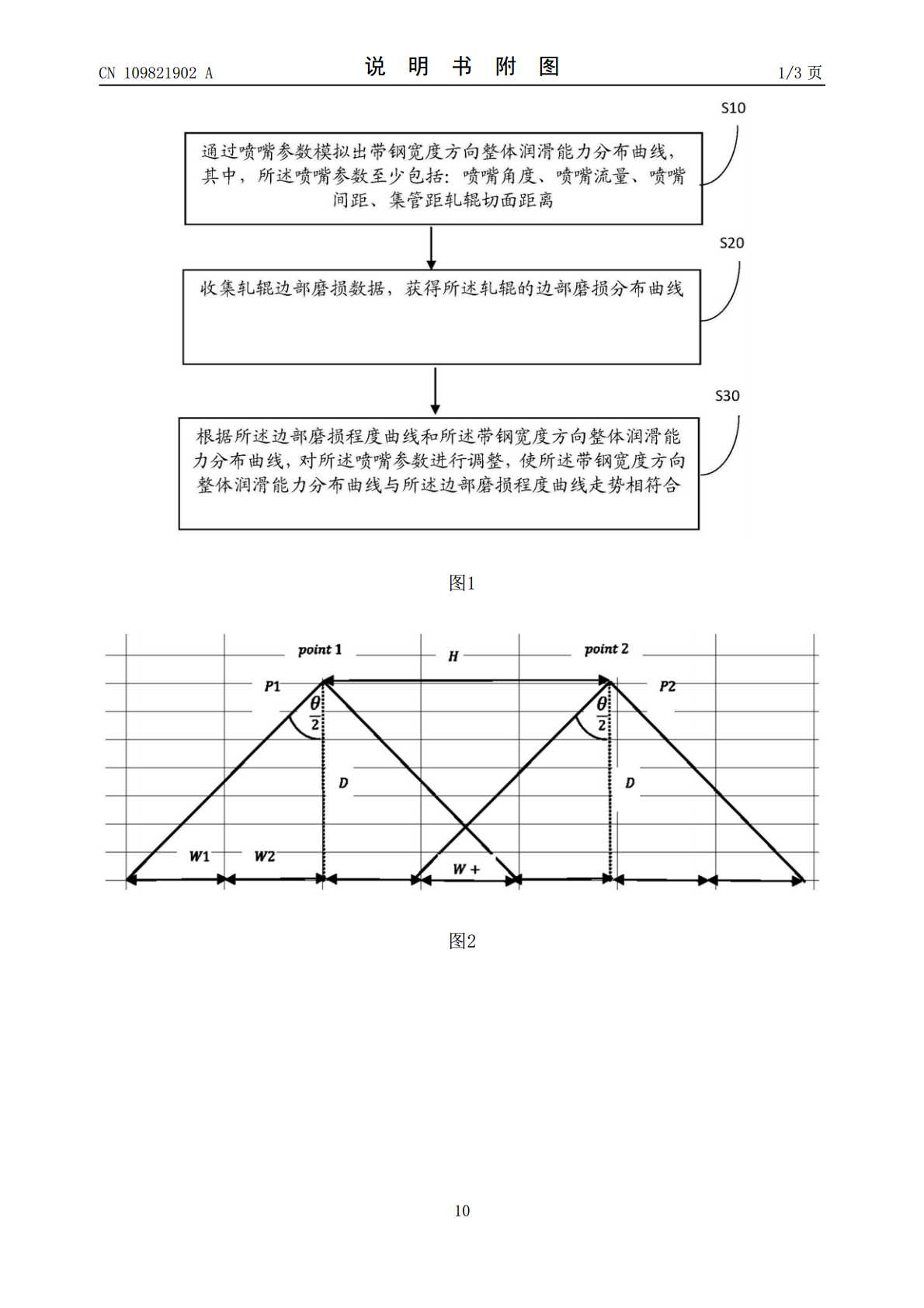
本发明提供了一种改善硅钢边部轮廓的横向润滑能力分布方法,包括:通过喷嘴参数模拟出带钢宽度方向整体润滑能力分布曲线;收集轧辊边部磨损数据,获得所述轧辊的边部磨损分布曲线;根据所述边部磨损分布曲线和所述带钢宽度方向整体润滑能力分布曲线,对所述喷嘴参数进行调整,使所述带钢宽度方向整体润滑能力分布曲线与所述边部磨损分布曲线走势相符合。解决了现有技术中无法针对磨损集中区域增强润滑能力,存在轧辊磨损不均匀、带钢出现“猫耳”形貌轮廓的技术问题。达到了通过优化整体流量,增加带钢边部润滑能力,有效的改善带钢边部磨损集中问题
一种改善薄带钢边部轮廓的方法.pdf
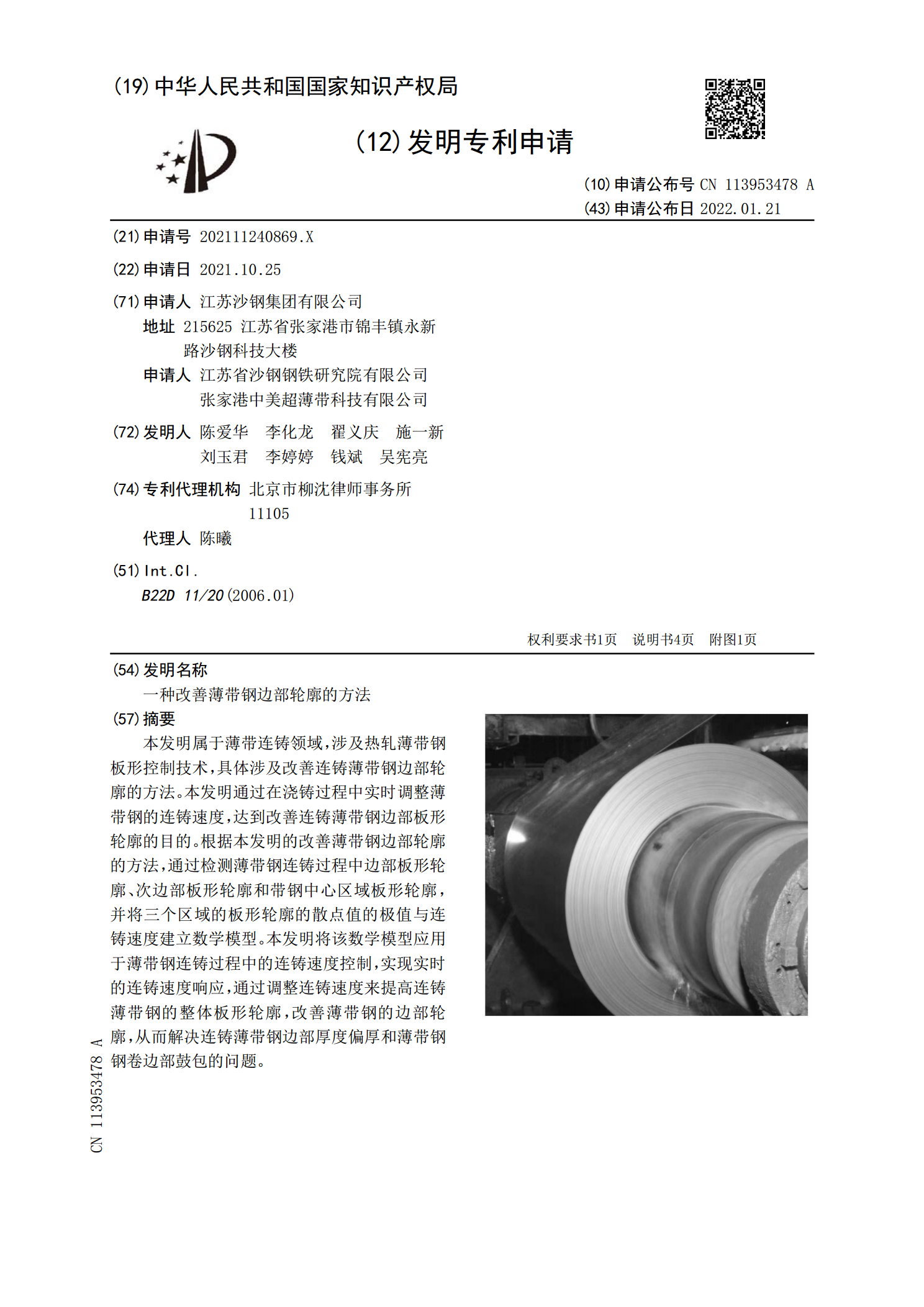
本发明属于薄带连铸领域,涉及热轧薄带钢板形控制技术,具体涉及改善连铸薄带钢边部轮廓的方法。本发明通过在浇铸过程中实时调整薄带钢的连铸速度,达到改善连铸薄带钢边部板形轮廓的目的。根据本发明的改善薄带钢边部轮廓的方法,通过检测薄带钢连铸过程中边部板形轮廓、次边部板形轮廓和带钢中心区域板形轮廓,并将三个区域的板形轮廓的散点值的极值与连铸速度建立数学模型。本发明将该数学模型应用于薄带钢连铸过程中的连铸速度控制,实现实时的连铸速度响应,通过调整连铸速度来提高连铸薄带钢的整体板形轮廓,改善薄带钢的边部轮廓,从而解决连

一种低硅无取向硅钢厚度轮廓边部反翘的控制方法.pdf
本发明公开了一种低硅无取向硅钢厚度轮廓边部反翘的控制方法,属于热轧带钢厚度轮廓控制领域。该控制方法包括:将连铸坯经辊道进入精轧机,在精轧入口设置有边部加热器,边部加热器对连铸坯加热,使精轧入口中间坯边部与中部的温差范围为10-30℃,然后调整精轧机的窜辊值和弯辊范围,使精轧出口的带钢凸度范围为30-40μm。本发明通过控制中间坯中部与边部温差、控制带钢凸度、调整精轧负荷分配,彻底解决了低硅无取向硅钢厚度轮廓边部反翘问题。
消除硅钢边部翘皮的方法及硅钢.pdf
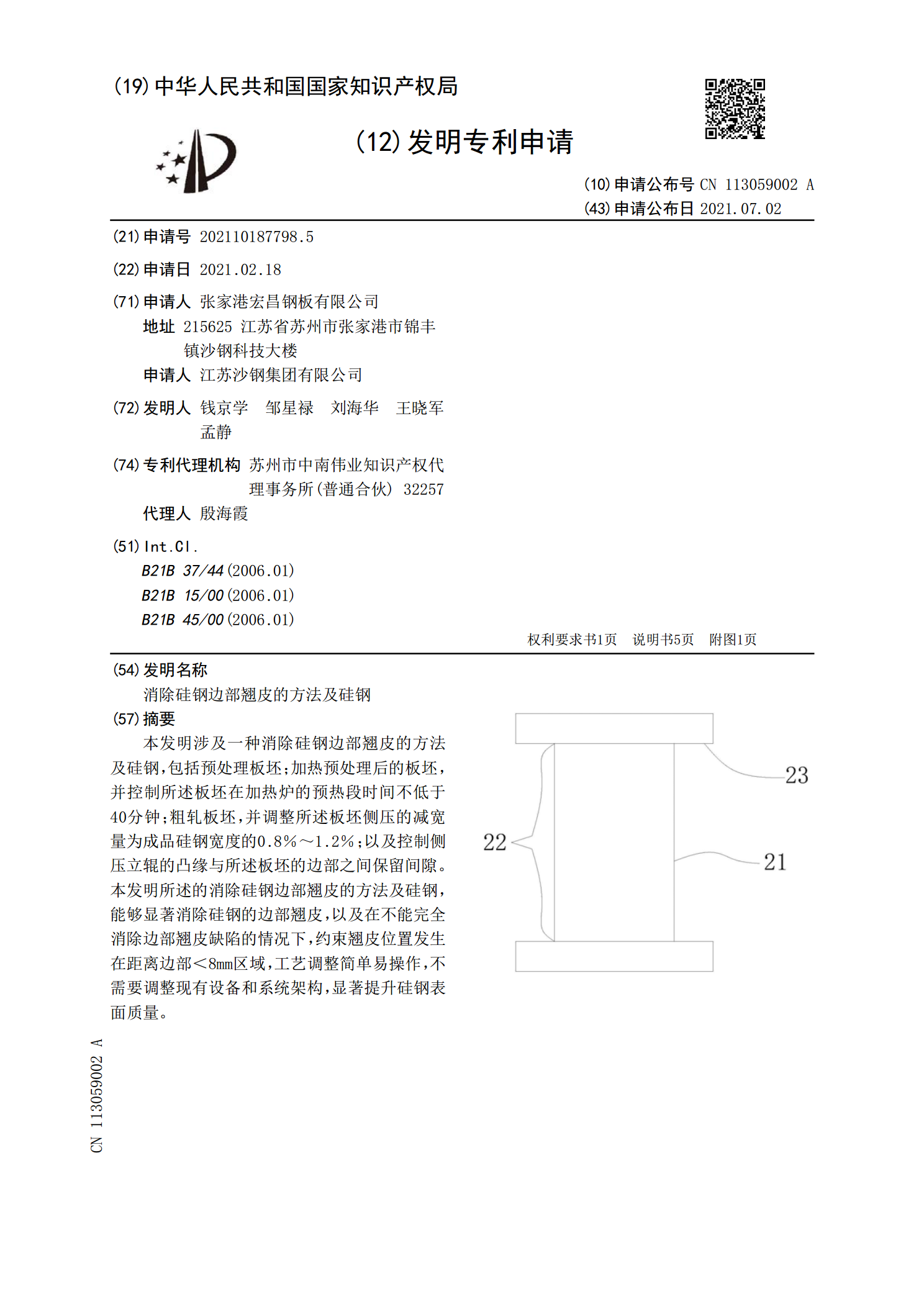
本发明涉及一种消除硅钢边部翘皮的方法及硅钢,包括预处理板坯;加热预处理后的板坯,并控制所述板坯在加热炉的预热段时间不低于40分钟;粗轧板坯,并调整所述板坯侧压的减宽量为成品硅钢宽度的0.8%~1.2%;以及控制侧压立辊的凸缘与所述板坯的边部之间保留间隙。本发明所述的消除硅钢边部翘皮的方法及硅钢,能够显著消除硅钢的边部翘皮,以及在不能完全消除边部翘皮缺陷的情况下,约束翘皮位置发生在距离边部<8mm区域,工艺调整简单易操作,不需要调整现有设备和系统架构,显著提升硅钢表面质量。

一种改善无取向硅钢热轧卷边部线状翘皮缺陷的方法.pdf
本发明涉及一种改善无取向硅钢热轧卷边部线状翘皮缺陷的方法,包括:1)板坯进入粗轧前控制定宽压力机的侧压量;2)粗轧过程中,当无取向硅钢边部的线状翘皮缺陷超过标准规定时,采取“1+5”道次生产,同时控制加热炉出钢间隔时间;3)当定宽压力机的实际侧压量大于设定侧压量时,增加R1E立辊和R2E立辊的侧压量,R1E立辊负荷降低至粗轧开始时的50%~70%;4)粗轧R1轧机轧制过程不浇除鳞水。本发明通过改进热轧轧制工艺,快速有效的改善热轧无取向硅钢的边部线状翘皮缺陷,降低线状翘皮缺陷发生率,减少废品。