
一种单晶硅棒切方工艺.pdf

佳晨****ng

1/5
2/5
3/5
4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种单晶硅棒切方工艺.pdf
本发明涉及一种单晶硅棒切方工艺,包括下列步骤:选取长度在220~500mm之间,直径在153~160mm之间的单晶硅圆棒并用粘胶垂直粘接在切方机的晶托上;将切方机的晶托和单晶硅圆棒放置在切方机加磁工作台上,编号记录,加磁固定晶托和单晶硅圆棒;校准定位台,设定加工切割参数,开动切方机进行带砂切割;将切割后的半成品脱胶、去除边皮并分离晶托;检验上述经过脱胶并分离晶托处理后的半成品是否合格。本发明切割效果良好,合格率大幅度提高,极大地提高了机器的工作效率;导向轮间距经过修正后,即使切割中带砂不够,也能保证整个尺

一种单晶硅棒切方工艺.pdf
本发明涉及一种单晶硅棒切方工艺,包括下列步骤:选取长度在220~500mm之间,直径在153~160mm之间的单晶硅圆棒并用粘胶垂直粘接在切方机的晶托上;将切方机的晶托和单晶硅圆棒放置在切方机加磁工作台上,编号记录,加磁固定晶托和单晶硅圆棒;校准定位台,设定加工切割参数,开动切方机进行带砂切割;将切割后的半成品脱胶、去除边皮并分离晶托;检验上述经过脱胶并分离晶托处理后的半成品是否合格。本发明切割效果良好,合格率大幅度提高,极大地提高了机器的工作效率;导向轮间距经过修正后,即使切割中带砂不够,也

单晶硅棒的切方工艺.pdf
本发明涉及一种单晶硅棒的切方工艺,包括以下步骤:选取长度在170-500mm之间,直径在166.5-173mm之间的单晶硅圆棒,并用粘胶垂直粘接在切方机的晶托上;加磁固定晶托和单晶硅圆棒;校准连接定位台,设定加工切割参数,开动切方机进行带砂切割;将切割后的半成品脱胶,去除边皮并分离晶托;检验上述经过脱胶并分离晶托处理后的半成品,合格品转入其他工序。本发明中的砂浆粘度、密度增加,使带砂能力加强,进给速度加快,新线放给量减少,从而使切割效果变得良好,合格率大幅度提高,极大地提高了机器的工作效率;主滚轮间距经过
一种单晶硅棒拉制工艺.pdf
一种单晶硅棒拉制工艺,包括在22”石英坩埚中首次投料110公斤硅原料;在单晶炉中熔化硅料后,第二次加入30公斤硅原料;调节温度和晶升参数,拉制出第一根棒,长度1000-1100mm,重80-90公斤,取出单晶硅棒;第三次加入25-30公斤硅料,熔化后拉制第二根单晶硅棒,长度为900-1000mm,重75-80公斤。从而解决了一炉两棒直拉单晶硅生产技术问题。具有成本低、生产效率高的特点,且操作简单、方便。
一种单晶硅棒的拉制方法及单晶硅棒.pdf
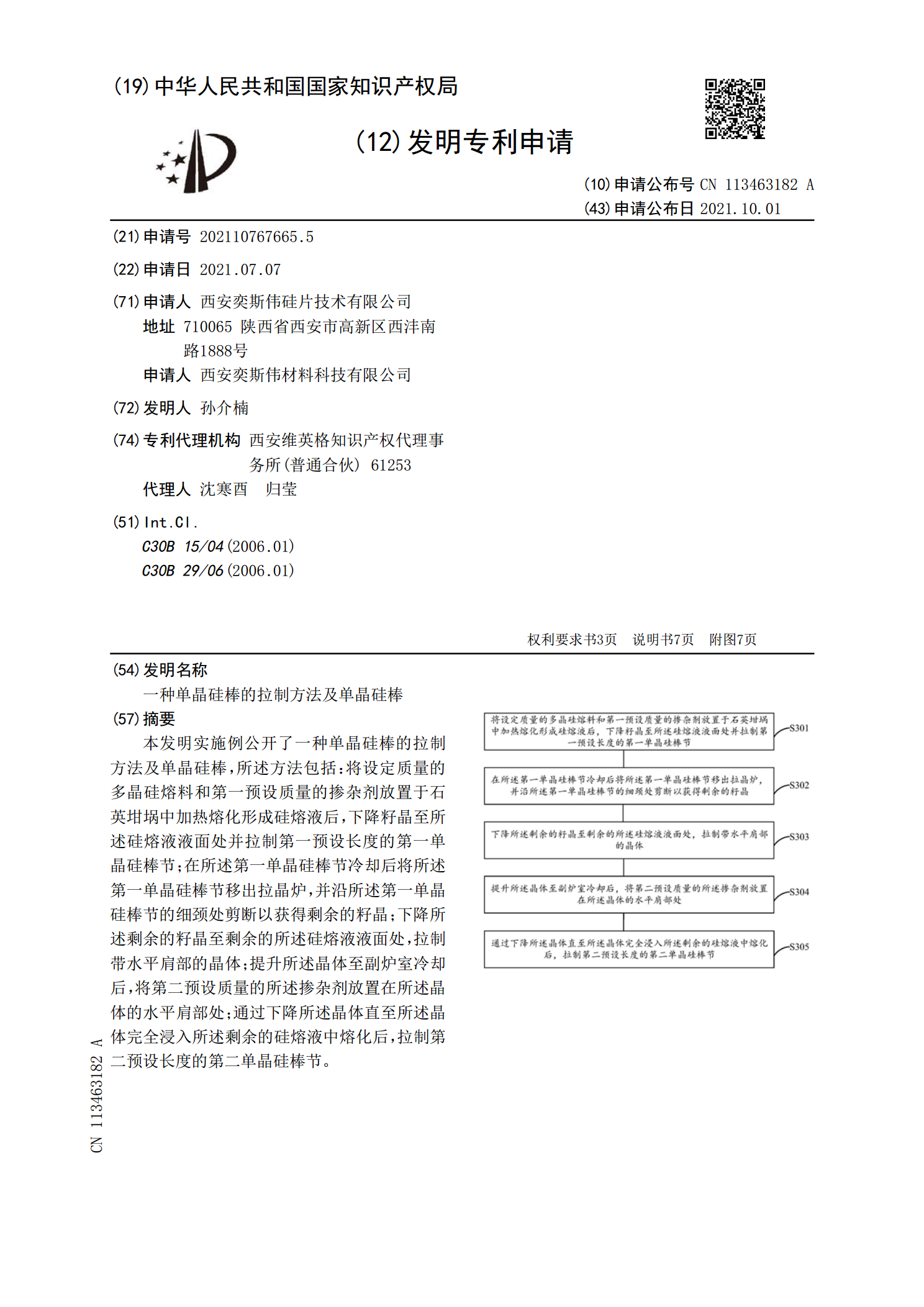
本发明实施例公开了一种单晶硅棒的拉制方法及单晶硅棒,所述方法包括:将设定质量的多晶硅熔料和第一预设质量的掺杂剂放置于石英坩埚中加热熔化形成硅熔液后,下降籽晶至所述硅熔液液面处并拉制第一预设长度的第一单晶硅棒节;在所述第一单晶硅棒节冷却后将所述第一单晶硅棒节移出拉晶炉,并沿所述第一单晶硅棒节的细颈处剪断以获得剩余的籽晶;下降所述剩余的籽晶至剩余的所述硅熔液液面处,拉制带水平肩部的晶体;提升所述晶体至副炉室冷却后,将第二预设质量的所述掺杂剂放置在所述晶体的水平肩部处;通过下降所述晶体直至所述晶体完全浸入所述剩