
一种注塑机自动换模系统.pdf

宜然****找我

1/10
2/10
3/10
4/10
5/10
6/10

7/10
8/10

9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种注塑机自动换模系统.pdf
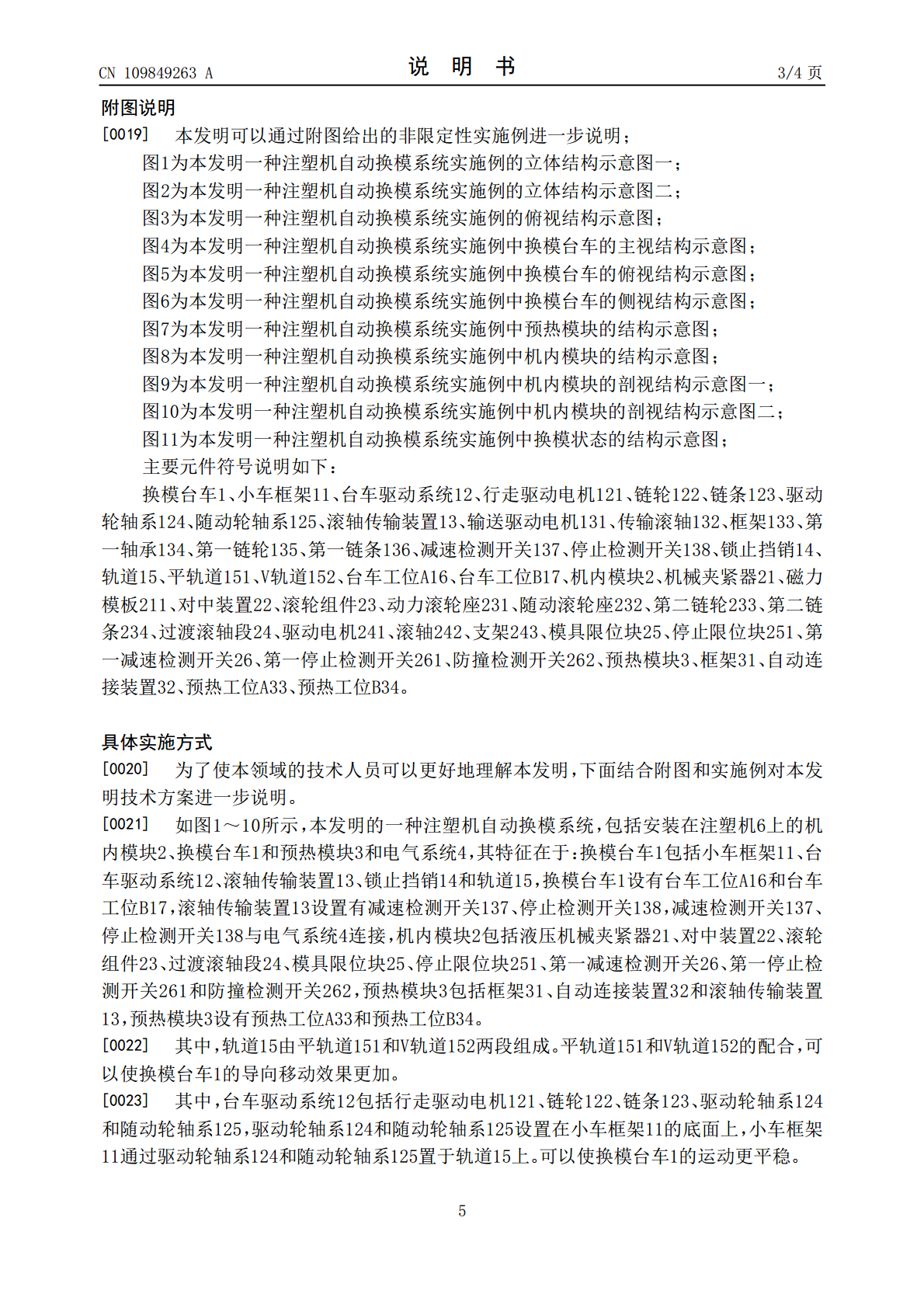
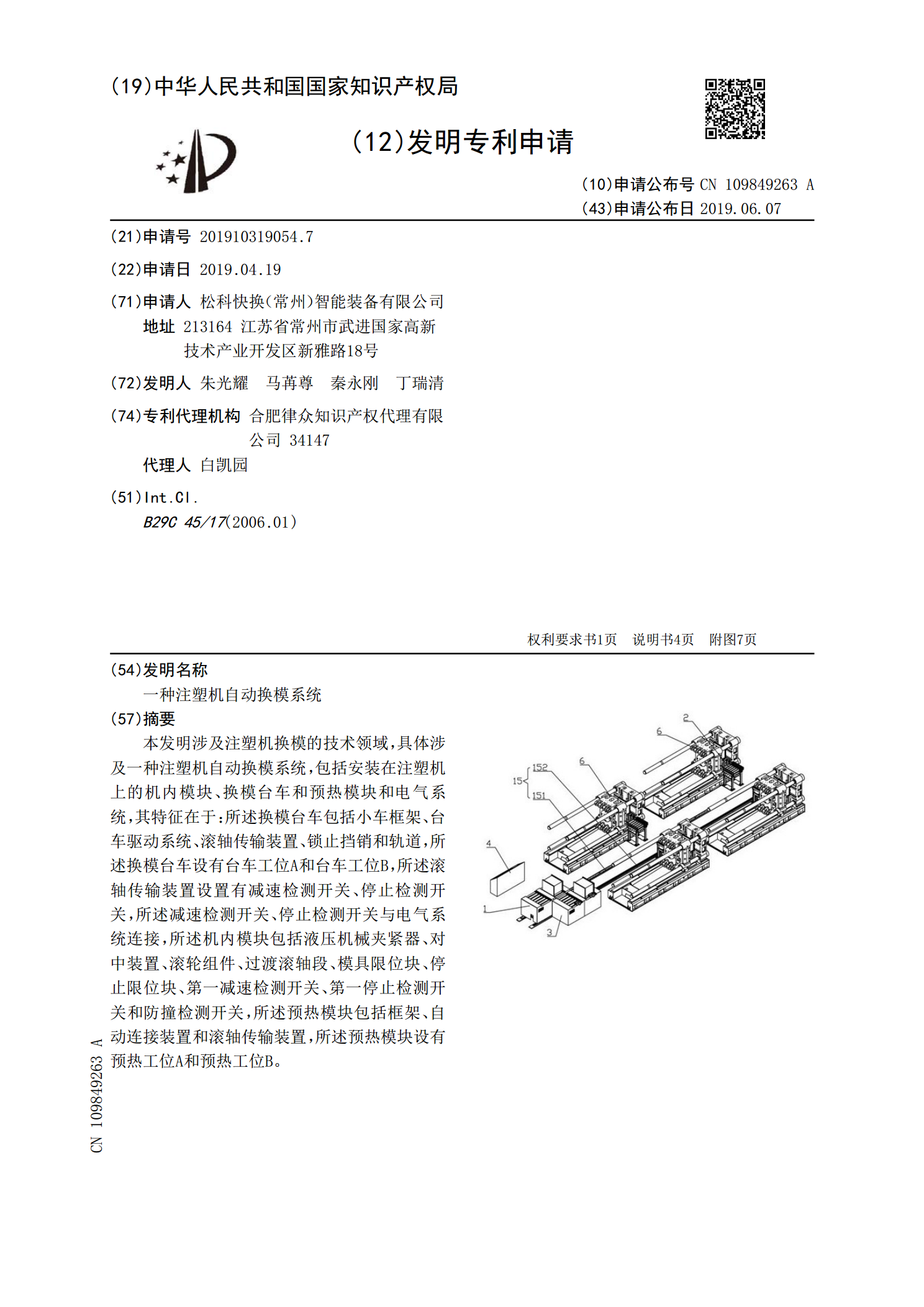
本发明涉及注塑机换模的技术领域,具体涉及一种注塑机自动换模系统,包括安装在注塑机上的机内模块、换模台车和预热模块和电气系统,其特征在于:所述换模台车包括小车框架、台车驱动系统、滚轴传输装置、锁止挡销和轨道,所述换模台车设有台车工位A和台车工位B,所述滚轴传输装置设置有减速检测开关、停止检测开关,所述减速检测开关、停止检测开关与电气系统连接,所述机内模块包括液压机械夹紧器、对中装置、滚轮组件、过渡滚轴段、模具限位块、停止限位块、第一减速检测开关、第一停止检测开关和防撞检测开关,所述预热模块包括框架、自动连接
一种注塑机自动换模装置.pdf
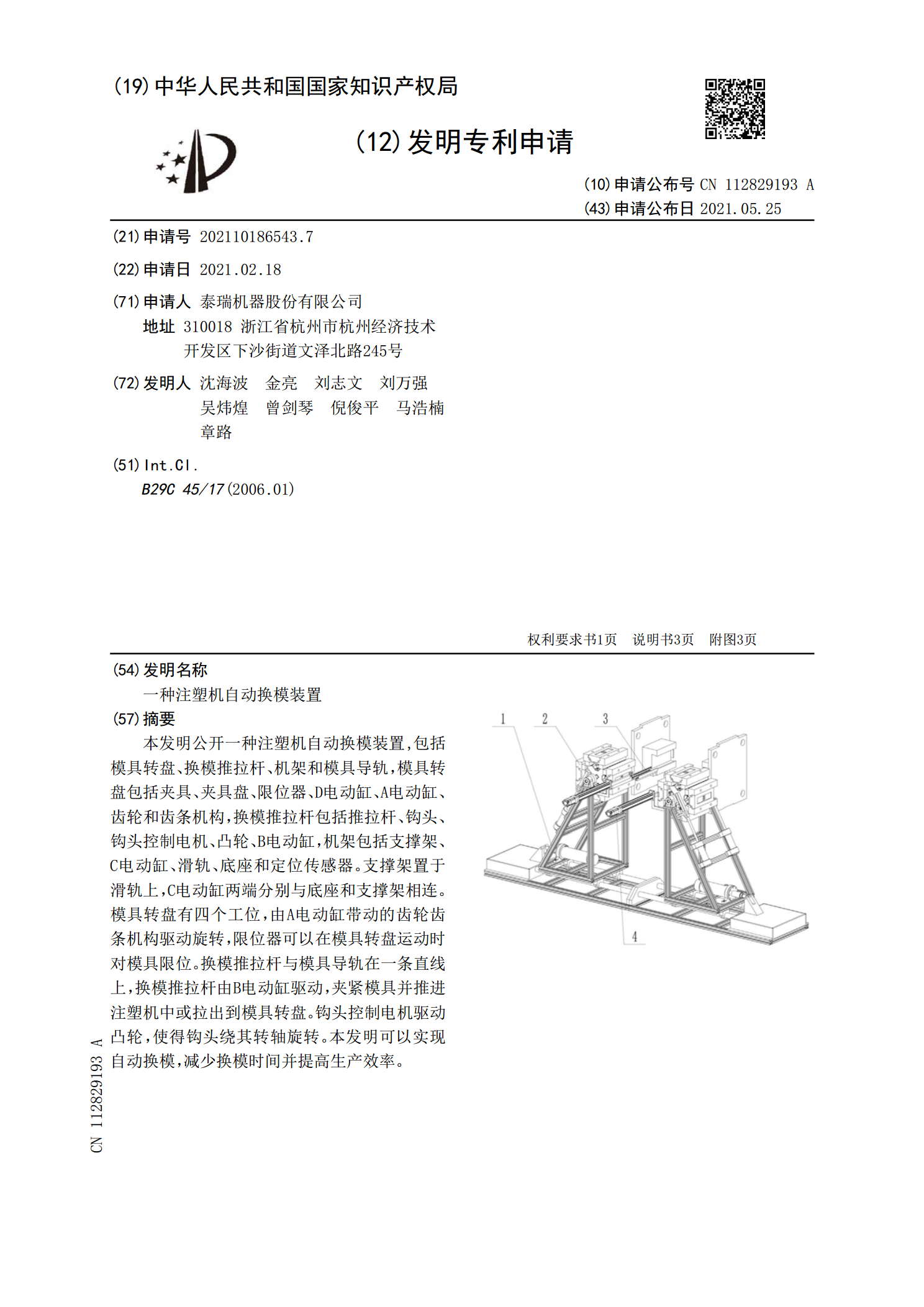
本发明公开一种注塑机自动换模装置,包括模具转盘、换模推拉杆、机架和模具导轨,模具转盘包括夹具、夹具盘、限位器、D电动缸、A电动缸、齿轮和齿条机构,换模推拉杆包括推拉杆、钩头、钩头控制电机、凸轮、B电动缸,机架包括支撑架、C电动缸、滑轨、底座和定位传感器。支撑架置于滑轨上,C电动缸两端分别与底座和支撑架相连。模具转盘有四个工位,由A电动缸带动的齿轮齿条机构驱动旋转,限位器可以在模具转盘运动时对模具限位。换模推拉杆与模具导轨在一条直线上,换模推拉杆由B电动缸驱动,夹紧模具并推进注塑机中或拉出到模具转盘。钩头控
一种注塑机的自动换模装置.pdf
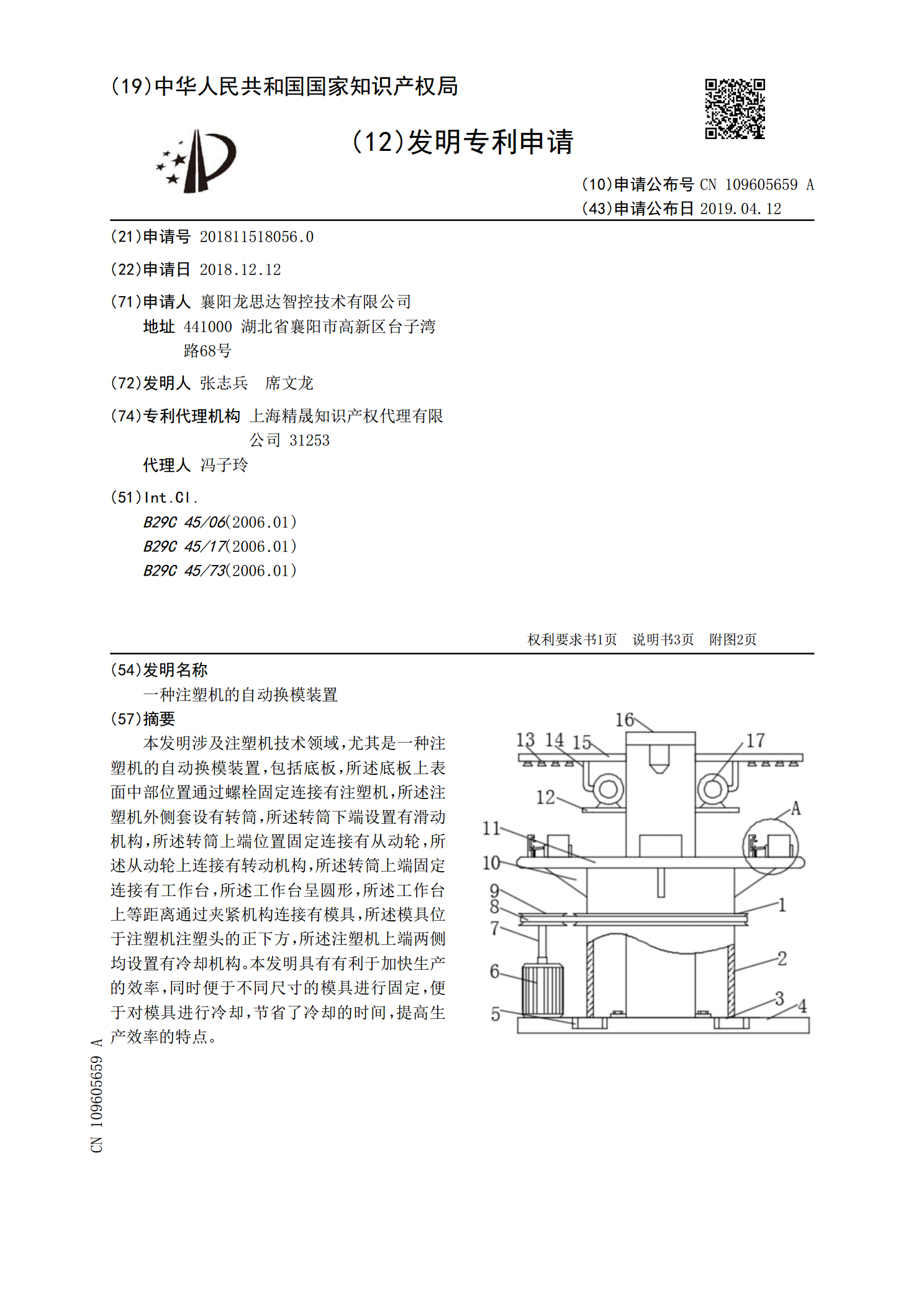
本发明涉及注塑机技术领域,尤其是一种注塑机的自动换模装置,包括底板,所述底板上表面中部位置通过螺栓固定连接有注塑机,所述注塑机外侧套设有转筒,所述转筒下端设置有滑动机构,所述转筒上端位置固定连接有从动轮,所述从动轮上连接有转动机构,所述转筒上端固定连接有工作台,所述工作台呈圆形,所述工作台上等距离通过夹紧机构连接有模具,所述模具位于注塑机注塑头的正下方,所述注塑机上端两侧均设置有冷却机构。本发明具有有利于加快生产的效率,同时便于不同尺寸的模具进行固定,便于对模具进行冷却,节省了冷却的时间,提高生产效率的特
一种自动换模系统.pdf
本实用新型公开了一种自动换模系统,涉及换模系统技术领域,包括:液压机主体、可更换模具、翻转机构、升降机构和卡接机构,所述液压机主体的一侧开设有模具腔,所述模具腔的内底部开设有升降口,所述液压机主体的内部开设有收纳腔,所述模具腔内底部的一侧固定安装有安装板。本实用新型中,通过升降电机驱动驱动板和可更换模具上升,并通过卡接座和固定杆卡接,使可更换模具能够被快速固定,并通过调节电机带动挂载座、固定板和卡接座翻转,解决了现有的自动换模系统在更换模具的过程中,模具处于被拆除的状态,使其液压机在模具被拆除的状态下无法
一种用于注塑机的换模台车系统.pdf
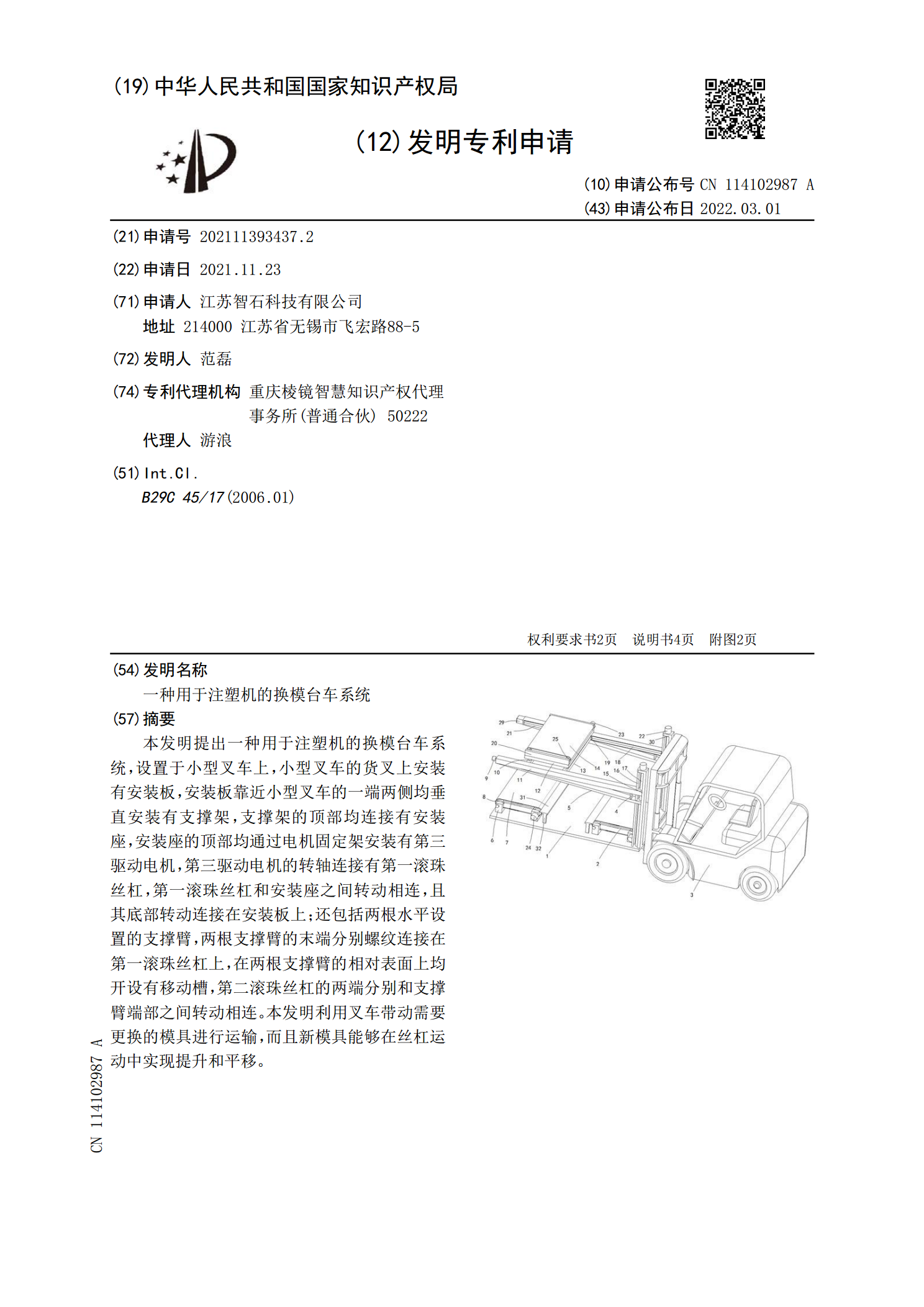
本发明提出一种用于注塑机的换模台车系统,设置于小型叉车上,小型叉车的货叉上安装有安装板,安装板靠近小型叉车的一端两侧均垂直安装有支撑架,支撑架的顶部均连接有安装座,安装座的顶部均通过电机固定架安装有第三驱动电机,第三驱动电机的转轴连接有第一滚珠丝杠,第一滚珠丝杠和安装座之间转动相连,且其底部转动连接在安装板上;还包括两根水平设置的支撑臂,两根支撑臂的末端分别螺纹连接在第一滚珠丝杠上,在两根支撑臂的相对表面上均开设有移动槽,第二滚珠丝杠的两端分别和支撑臂端部之间转动相连。本发明利用叉车带动需要更换的模具进行