
一种齿轮端面的加工工艺.pdf

小琛****82

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种齿轮端面的加工工艺.pdf
本发明属于齿轮加工技术领域,具体公开了一种齿轮端面的加工工艺,包括以下步骤:(1)锻造;(2)正火,对锻件进行正火处理;(3)粗车,去除两端面的大量加工余量,两端面初步成型;(4)精车,将两端面精车到位,两端面预留有硬车余量,并在两端面上车出环形沉槽;(5)钻孔,在环形沉槽内钻若干通孔;(6)热处理,渗碳淬火;(7)抛丸,将锻件进行抛丸,清洁两端面,改善表面组织,提高表面强度;(8)热后硬车,将两端面硬车到位,环形沉槽被消除;(9)清洗。本方案在粗车、精车和硬车的过程中均避免了刀具与通孔的直接接触,进而避

一种自动线加工齿轮室侧面的加工工艺.pdf
本发明涉及一种自动线加工齿轮室侧面的加工工艺,以第二法兰面、第二销孔和第一销孔为基准进行以下步骤的加工:步骤一:加工顶面和上孔端面;步骤二:对顶面上的长条形孔进行加工;步骤三:对上孔端面上的上螺纹孔进行加工;步骤四:加工顶面上的两连接螺纹孔;步骤五:加工左侧面上的侧孔端面;步骤六:加工侧孔端面上的侧光孔;步骤七:加工侧孔端面上的侧螺纹孔;步骤八:加工底面;步骤九:加工底面上的螺纹孔。以第二法兰面、第一销孔、第二销孔为基准对顶面、底面及侧面进行加工,能够很好的保证齿轮室的加工精度,满足装配要求。
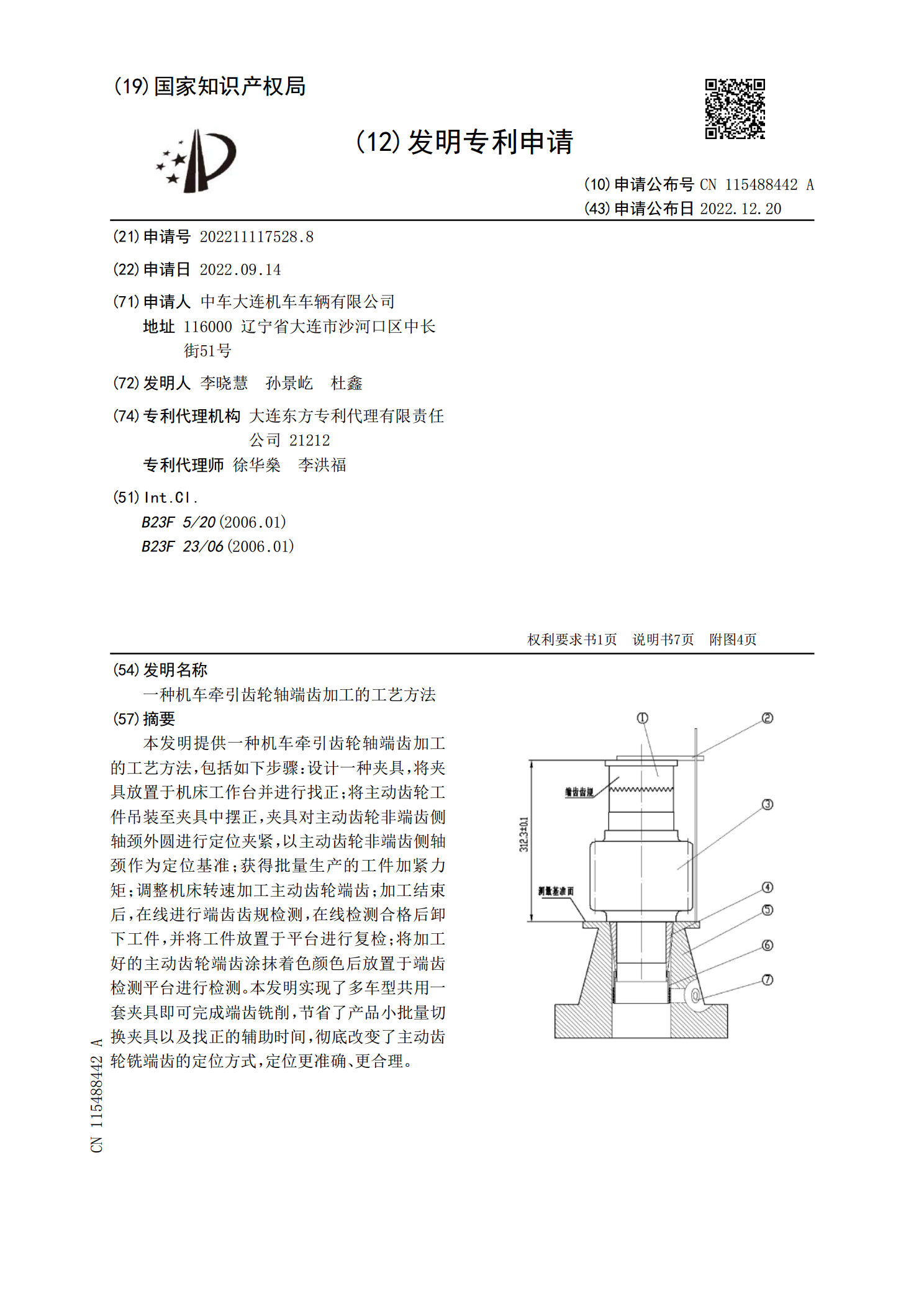
一种机车牵引齿轮轴端齿加工的工艺方法.pdf
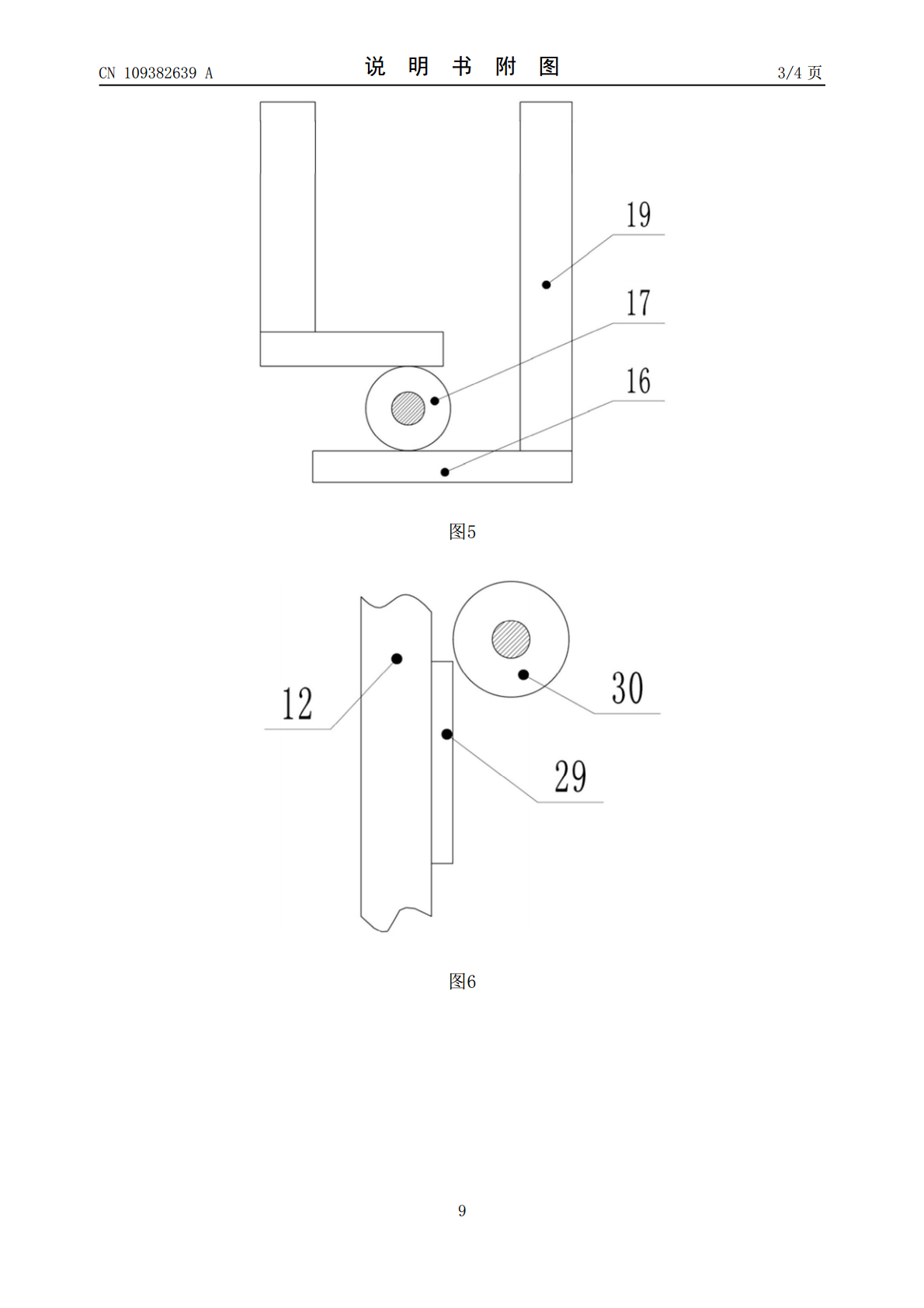
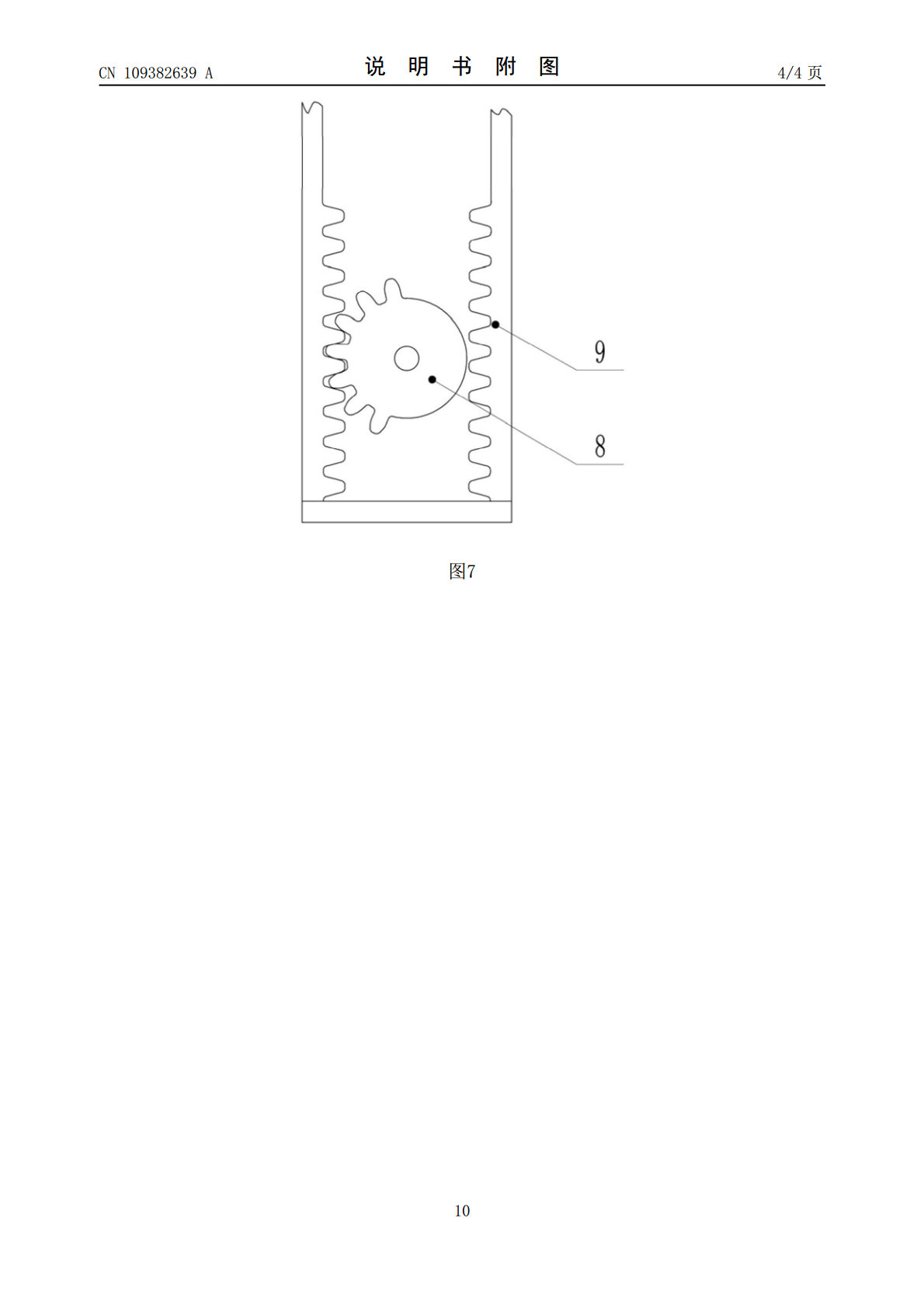
本发明提供一种机车牵引齿轮轴端齿加工的工艺方法,包括如下步骤:设计一种夹具,将夹具放置于机床工作台并进行找正;将主动齿轮工件吊装至夹具中摆正,夹具对主动齿轮非端齿侧轴颈外圆进行定位夹紧,以主动齿轮非端齿侧轴颈作为定位基准;获得批量生产的工件加紧力矩;调整机床转速加工主动齿轮端齿;加工结束后,在线进行端齿齿规检测,在线检测合格后卸下工件,并将工件放置于平台进行复检;将加工好的主动齿轮端齿涂抹着色颜色后放置于端齿检测平台进行检测。本发明实现了多车型共用一套夹具即可完成端齿铣削,节省了产品小批量切换夹具以及找正

一种齿轮的加工工艺.pdf
本发明一种齿轮的加工工艺,其工艺过程主要包括:(1)首先对齿轮材料进行合理的选择;(2)齿轮毛坯的形成:锻件、铸件;(3)齿轮粗加工:齿坯、齿形、齿端加工,切除多余材料;(4)齿轮半精加工:对齿轮进行插齿(5)齿轮热处理:预热、淬火、回火(6)二次精加工:对齿轮进行基准,精加工齿形最后成品。本发明一种齿轮的加工工艺,工序简单条理清晰,对齿轮进行粗加工、半精加工、二次精加工更好的保证了齿形,提升加工效率,节约成本的同时也提高齿轮的品质。

一种齿轮加工工艺.pdf
本发明涉及一种齿轮加工工艺,其生产方法如下:取含有适量的碳、硅、锰、磷、硫、铬、锂、钴化学元素的钢材进行二次煅烧;将煅烧后的钢材按照图纸进行粗加工,车削加工外圆、端面、腹板面和内孔;将钢材持续一段时间进行加热后,并迅速冷却降温;对钢材进行半精加工,对钢材进行精车、滚齿、倒棱、剃齿;对精加工后的钢材进行清洗;将所述钢材和同步锥焊接在一起;把焊为一体的钢材以及同步锥装入专用热处理工装淬火;对钢材以及同步锥进行精加工,对钢材进行磨内孔及端面、抛光以及锥面;对钢材进行清洗,并将清洗后的钢材进行组装;本工艺简单实用