
汽车后桥主减速器主、从动螺旋伞齿轮坯成形的复合工艺.pdf

觅松****哥哥


1/10

2/10
3/10
4/10

5/10
6/10

7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

汽车后桥主减速器主、从动螺旋伞齿轮坯成形的复合工艺.pdf
本发明公开了一种适用于汽车后桥主减速器主、从动螺旋伞齿轮坯成形的复合工艺,复合工艺流程为:a.下料;b.加热;c.楔横轧成对轧制出主动螺旋伞齿轮坯的杆部,并将其分离为两个相同的轧件;d.将两个相同的轧件分别在热模锻压力机上成形出主动螺旋伞轮坯的大端和完整的从动螺旋伞齿轮坯,得到两个相同的锻件,成形后的主动螺旋伞齿轮坯大端和从动螺旋伞齿轮坯之间由连皮连接;e.将两个相同的锻件在连皮处分离,得到两个相同的从动螺旋伞齿轮坯和两个相同的主动螺旋伞齿轮坯;本发明降低模锻设备吨位,有效提高材料利用率,提高生产效率高,

从动螺旋齿轮坯成形工艺优化.docx
从动螺旋齿轮坯成形工艺优化摘要本文主要探讨从动螺旋齿轮坯的成形工艺优化方法,详细讨论了优化的原因、方法、步骤和效果。通过对比传统的成形工艺和优化后的成形工艺,对比其在成形精度、材料利用率、生产效率等方面的差异,并分析了优化工艺的优点和应用前景。最后,展望了未来的研究方向。关键词:从动螺旋齿轮;成形工艺优化;成形精度;材料利用率;生产效率1.引言从动螺旋齿轮是机械传动系统中的重要部件,其传动效率和动力传输的可靠性直接影响整个传动系统的运行质量。常见的从动螺旋齿轮成型工艺主要包括铸造、锤打成形和冷挤压成形等。

汽车后桥从动螺伞齿轮坯锻造生产线.pdf
本发明涉及汽车后桥从动螺伞齿轮坯锻造生产线,该生产线采用的设备有:预制坯成形设备,包括两台曲柄压力机及配套使用的两台自动上下进料机构,以满足镦粗工步、冲孔工步、冲连皮工步和预整形工步的生产需求,其中,镦粗工步和冲孔工步共用第一台曲柄压力机及套用一台自动上下进料机构,冲连皮工步和预整形工步共用第二台曲柄压力机及套用一台自动上下进料机构;扩孔采用一台立式扩孔机;整形生产设备,包括一台装有整形模具的双辊辗压机及配套使用的自动上下进料机构,该双辊辗压机将扩孔后工件在整形模具上整形,得到汽车后桥从动螺伞齿轮坯。本发

汽车后桥从动螺旋齿轮齿形的成形方法及模具.pdf
本发明涉及汽车后桥从动螺旋齿轮齿形的成形方法和模具。该方法包括制备从动螺旋齿轮的半成品、将所制造的坯件放入成形模具型腔中、从动螺旋齿轮齿形的成形的步骤。该模具包括上模和下模,其中,上模为一种对称双锥轧辊,下模由凹模(13)、底模(17)及模芯(19)组成。本发明能够有效地成形从动螺旋齿轮齿形,能够采用较小载荷、相对简单的设备对汽车后桥从动齿轮坯齿形进行有效地成形,节约原材料30%以上。例如,成形外径为246mm的从动螺旋齿轮,所需载荷设备载荷为400吨,而用普通设备需4000吨以上设备;用原初切螺旋齿工艺
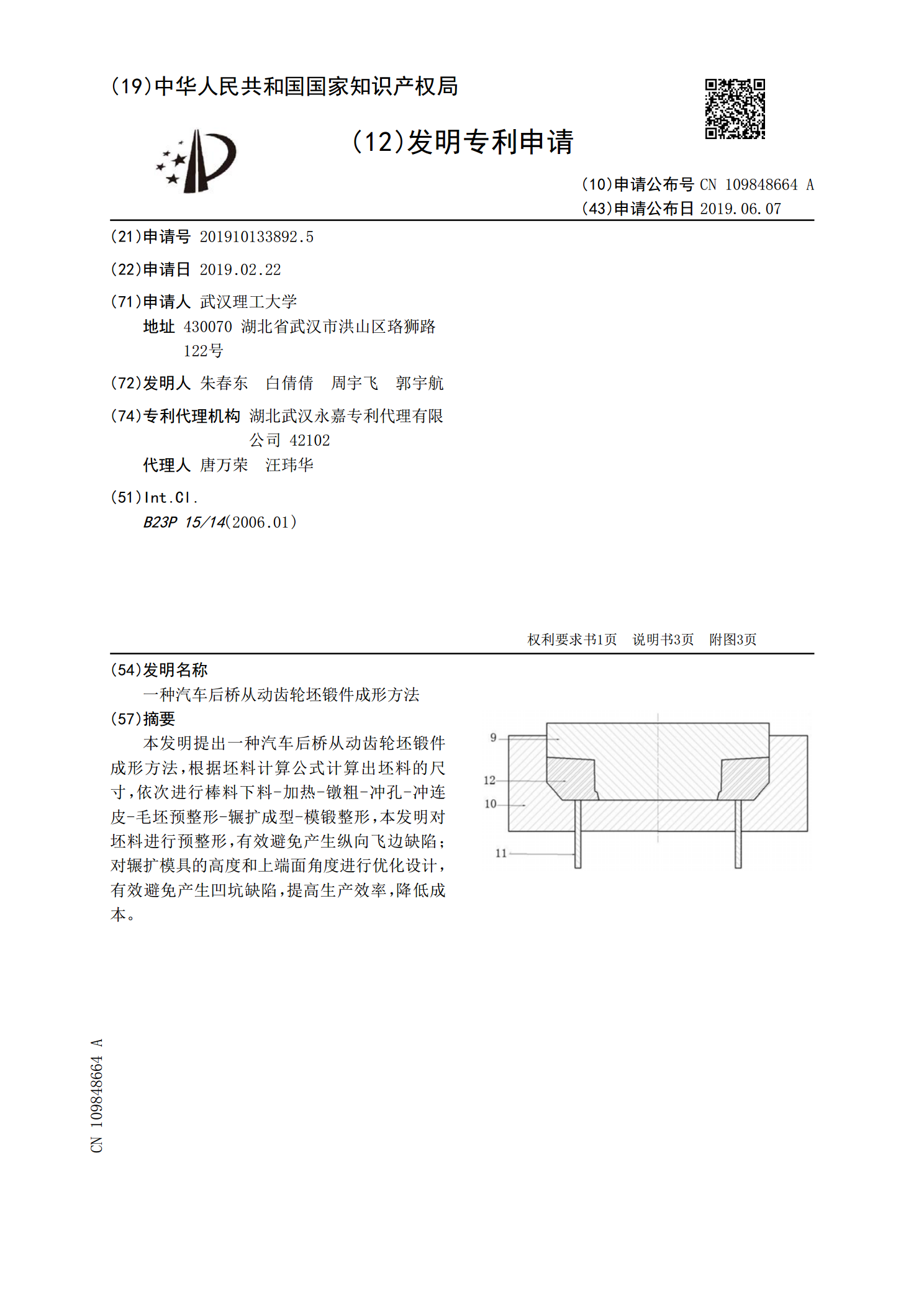
一种汽车后桥从动齿轮坯锻件成形方法.pdf
本发明提出一种汽车后桥从动齿轮坯锻件成形方法,根据坯料计算公式计算出坯料的尺寸,依次进行棒料下料‑加热‑镦粗‑冲孔‑冲连皮‑毛坯预整形‑辗扩成型‑模锻整形,本发明对坯料进行预整形,有效避免产生纵向飞边缺陷;对辗扩模具的高度和上端面角度进行优化设计,有效避免产生凹坑缺陷,提高生产效率,降低成本。