
连续周向切割圆柱杆件的砂轮自动切割装置及补偿方法.pdf

是你****深呀

1/10
2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
连续周向切割圆柱杆件的砂轮自动切割装置及补偿方法.pdf
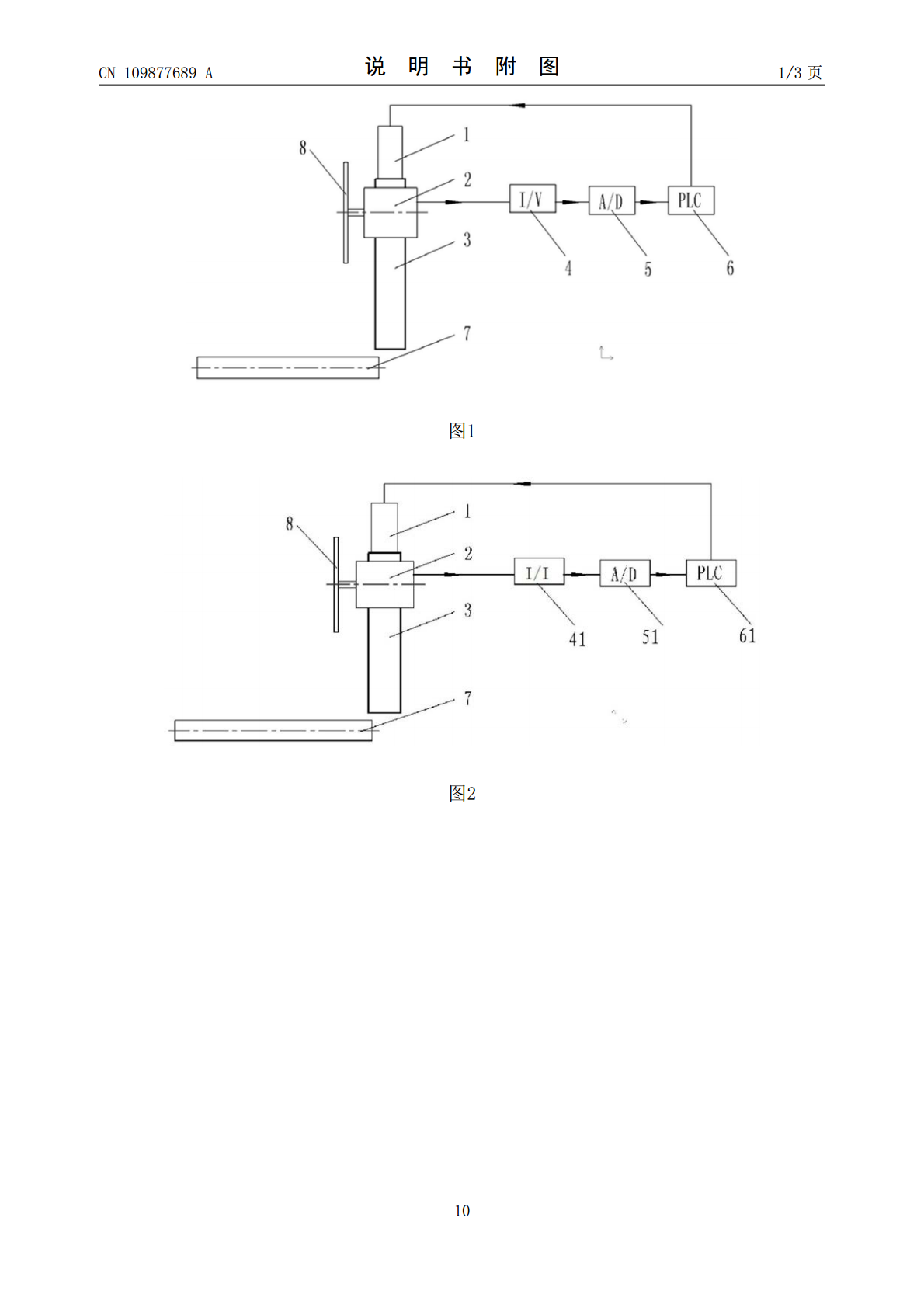
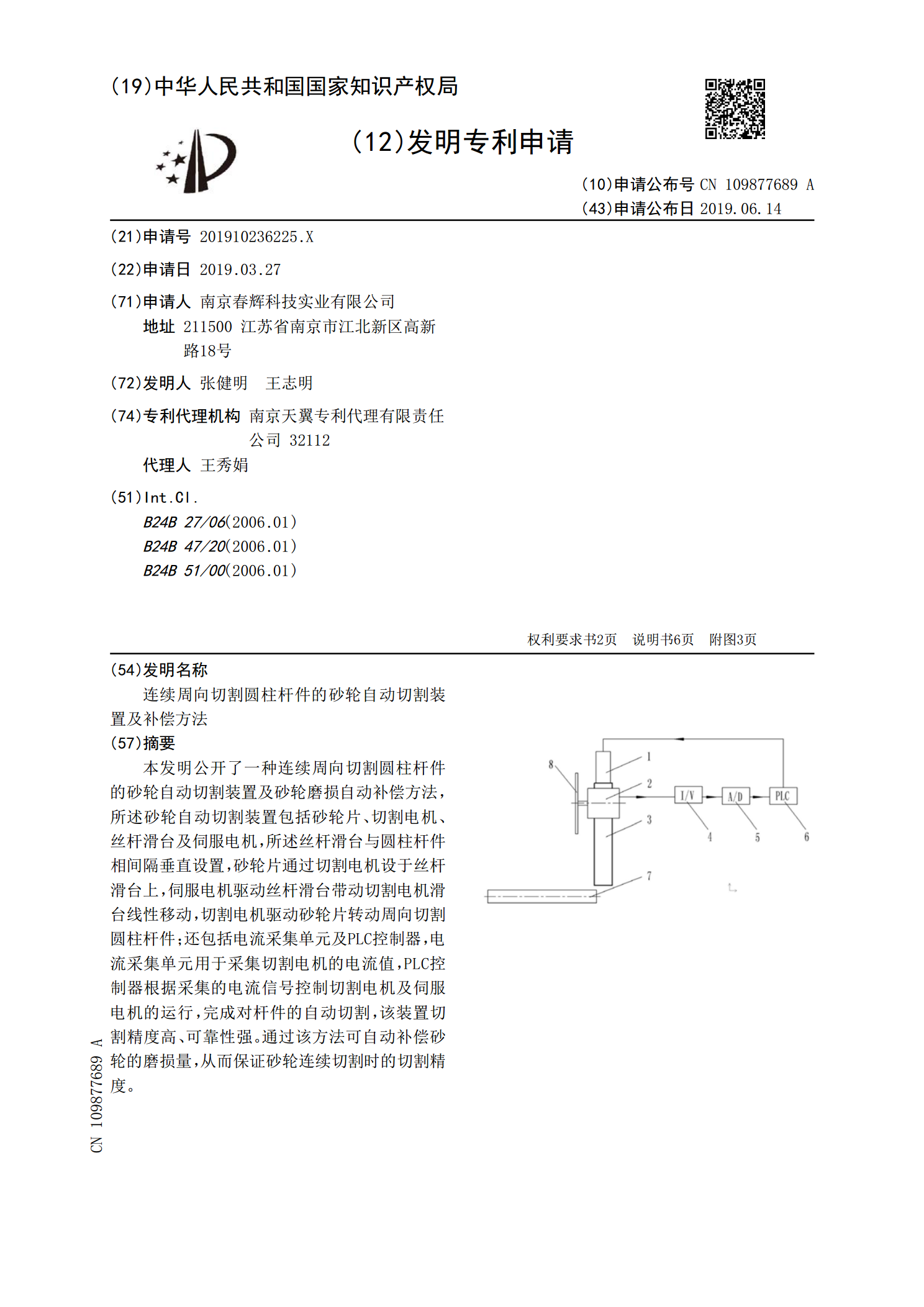
本发明公开了一种连续周向切割圆柱杆件的砂轮自动切割装置及砂轮磨损自动补偿方法,所述砂轮自动切割装置包括砂轮片、切割电机、丝杆滑台及伺服电机,所述丝杆滑台与圆柱杆件相间隔垂直设置,砂轮片通过切割电机设于丝杆滑台上,伺服电机驱动丝杆滑台带动切割电机滑台线性移动,切割电机驱动砂轮片转动周向切割圆柱杆件;还包括电流采集单元及PLC控制器,电流采集单元用于采集切割电机的电流值,PLC控制器根据采集的电流信号控制切割电机及伺服电机的运行,完成对杆件的自动切割,该装置切割精度高、可靠性强。通过该方法可自动补偿砂轮的磨损
自动卡盘装置、砂轮切割设备及切割方法.pdf
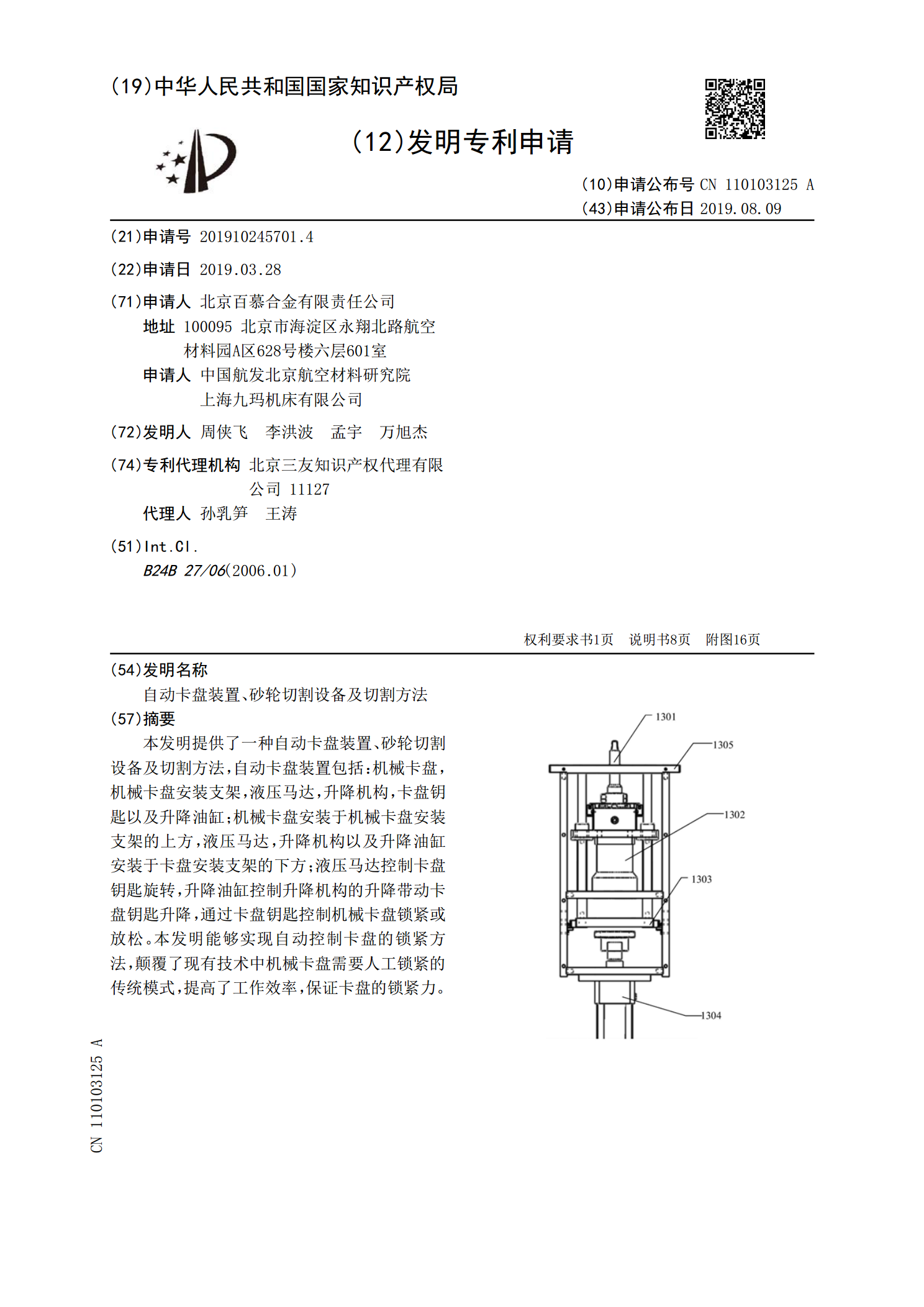
本发明提供了一种自动卡盘装置、砂轮切割设备及切割方法,自动卡盘装置包括:机械卡盘,机械卡盘安装支架,液压马达,升降机构,卡盘钥匙以及升降油缸;机械卡盘安装于机械卡盘安装支架的上方,液压马达,升降机构以及升降油缸安装于卡盘安装支架的下方;液压马达控制卡盘钥匙旋转,升降油缸控制升降机构的升降带动卡盘钥匙升降,通过卡盘钥匙控制机械卡盘锁紧或放松。本发明能够实现自动控制卡盘的锁紧方法,颠覆了现有技术中机械卡盘需要人工锁紧的传统模式,提高了工作效率,保证卡盘的锁紧力。
砂轮片装置、砂轮切割设备及切割方法.pdf
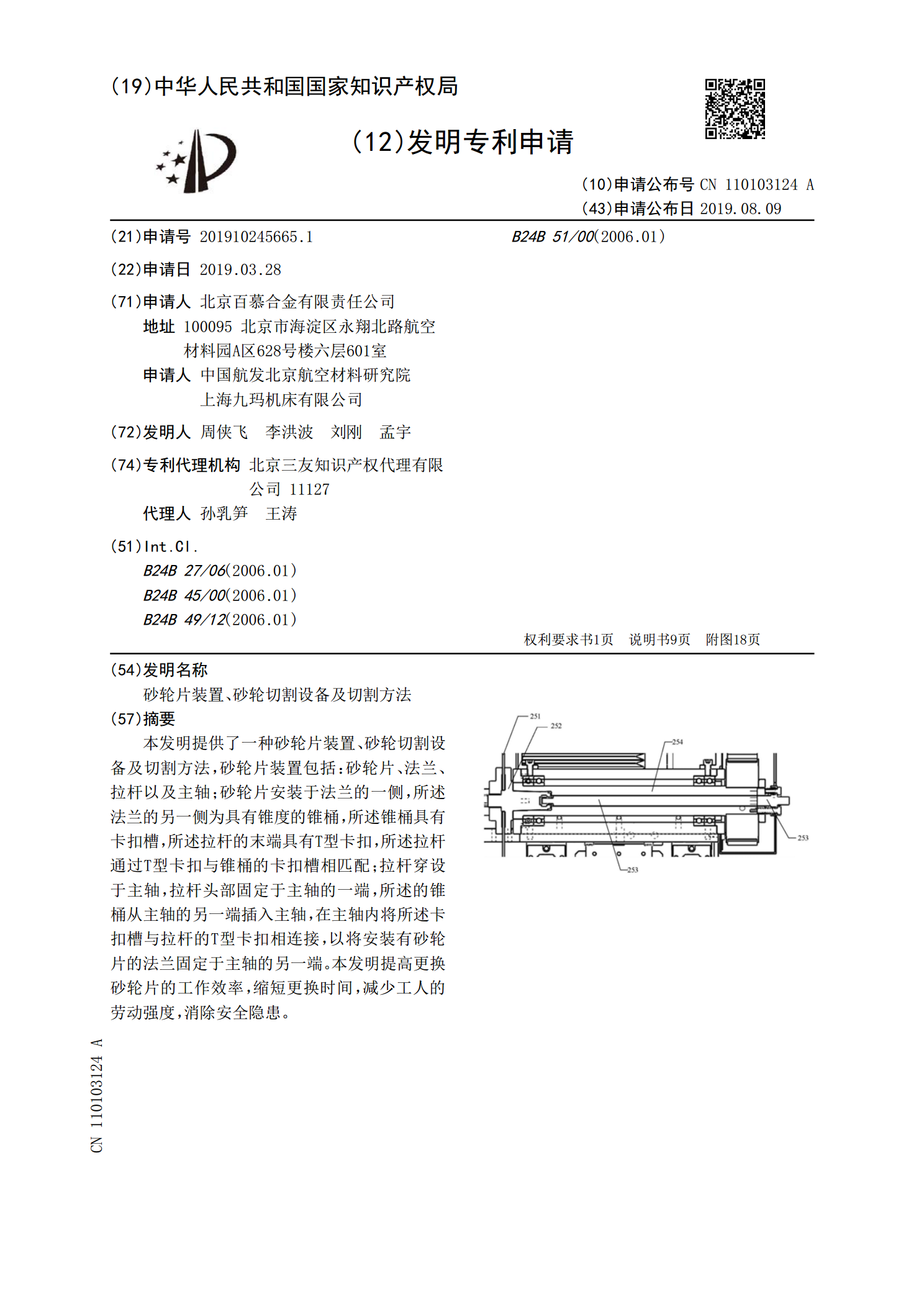
本发明提供了一种砂轮片装置、砂轮切割设备及切割方法,砂轮片装置包括:砂轮片、法兰、拉杆以及主轴;砂轮片安装于法兰的一侧,所述法兰的另一侧为具有锥度的锥桶,所述锥桶具有卡扣槽,所述拉杆的末端具有T型卡扣,所述拉杆通过T型卡扣与锥桶的卡扣槽相匹配;拉杆穿设于主轴,拉杆头部固定于主轴的一端,所述的锥桶从主轴的另一端插入主轴,在主轴内将所述卡扣槽与拉杆的T型卡扣相连接,以将安装有砂轮片的法兰固定于主轴的另一端。本发明提高更换砂轮片的工作效率,缩短更换时间,减少工人的劳动强度,消除安全隐患。
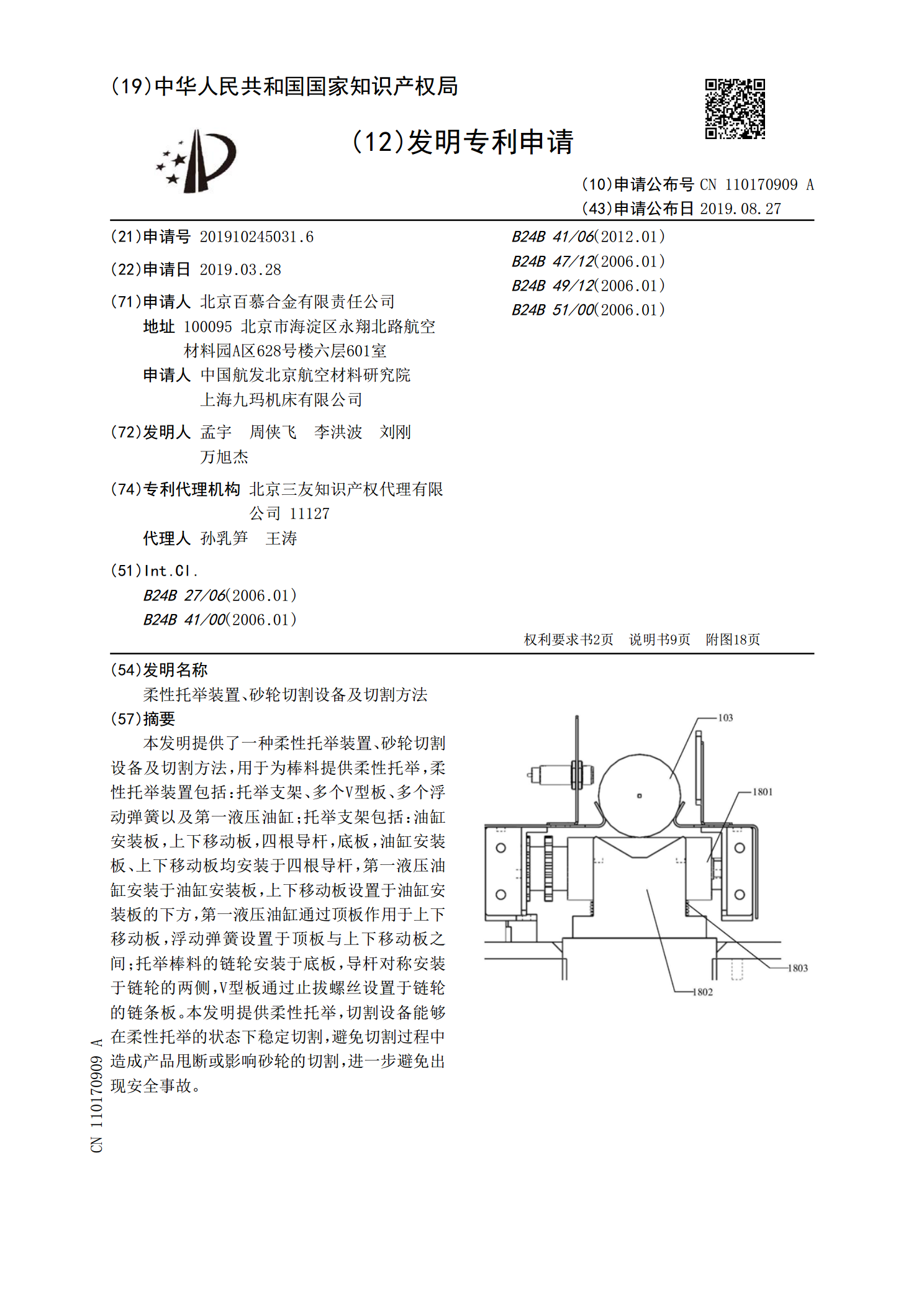
柔性托举装置、砂轮切割设备及切割方法.pdf
本发明提供了一种柔性托举装置、砂轮切割设备及切割方法,用于为棒料提供柔性托举,柔性托举装置包括:托举支架、多个V型板、多个浮动弹簧以及第一液压油缸;托举支架包括:油缸安装板,上下移动板,四根导杆,底板,油缸安装板、上下移动板均安装于四根导杆,第一液压油缸安装于油缸安装板,上下移动板设置于油缸安装板的下方,第一液压油缸通过顶板作用于上下移动板,浮动弹簧设置于顶板与上下移动板之间;托举棒料的链轮安装于底板,导杆对称安装于链轮的两侧,V型板通过止拔螺丝设置于链轮的链条板。本发明提供柔性托举,切割设备能够在柔性托
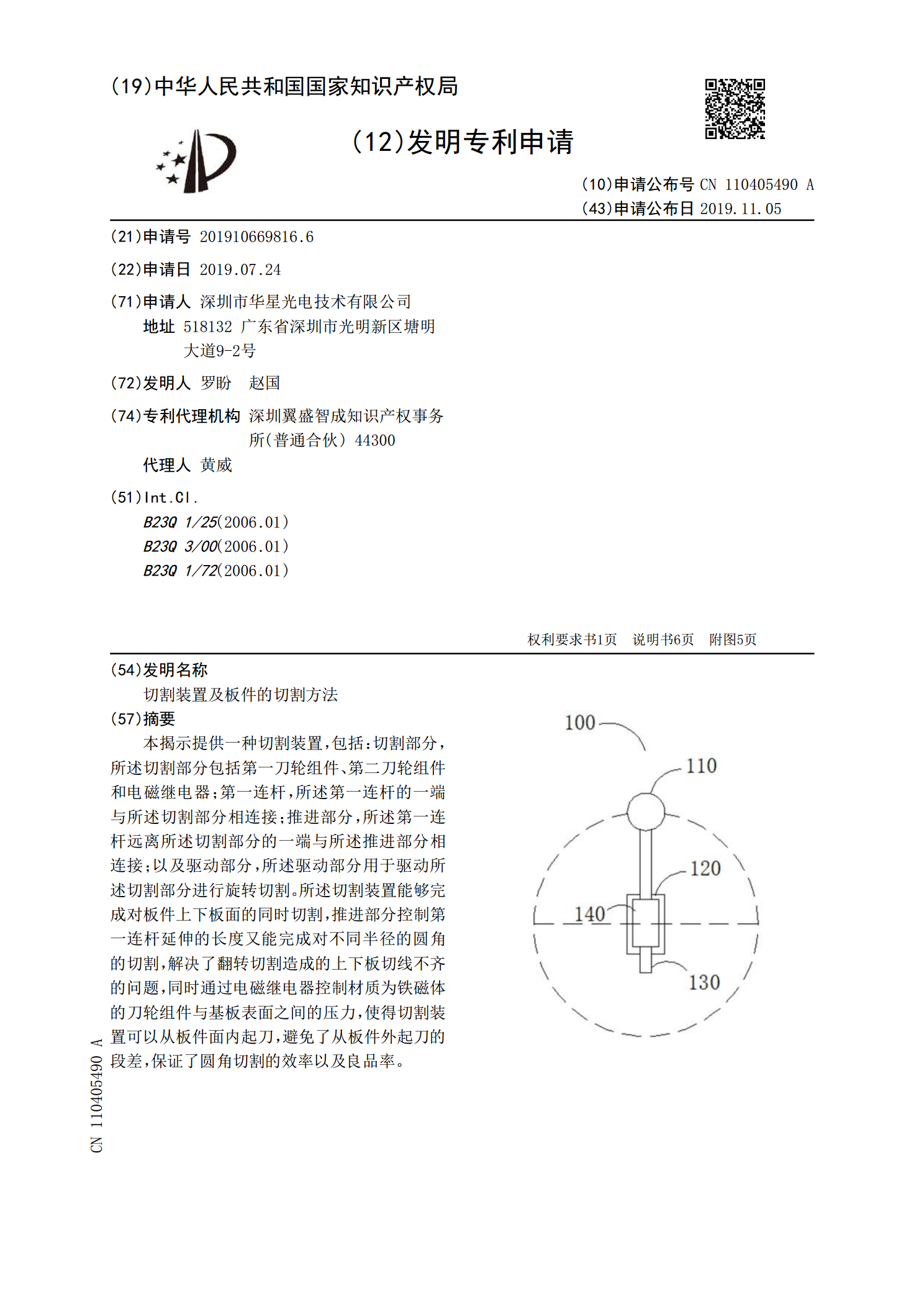
切割装置及板件的切割方法.pdf
本揭示提供一种切割装置,包括:切割部分,所述切割部分包括第一刀轮组件、第二刀轮组件和电磁继电器;第一连杆,所述第一连杆的一端与所述切割部分相连接;推进部分,所述第一连杆远离所述切割部分的一端与所述推进部分相连接;以及驱动部分,所述驱动部分用于驱动所述切割部分进行旋转切割。所述切割装置能够完成对板件上下板面的同时切割,推进部分控制第一连杆延伸的长度又能完成对不同半径的圆角的切割,解决了翻转切割造成的上下板切线不齐的问题,同时通过电磁继电器控制材质为铁磁体的刀轮组件与基板表面之间的压力,使得切割装置可以从板件