
一种高效生产优质590MPa级冷轧双相钢的方法.pdf

长春****主a


1/10
2/10

3/10
4/10
5/10
6/10

7/10
8/10
9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种高效生产优质590MPa级冷轧双相钢的方法.pdf
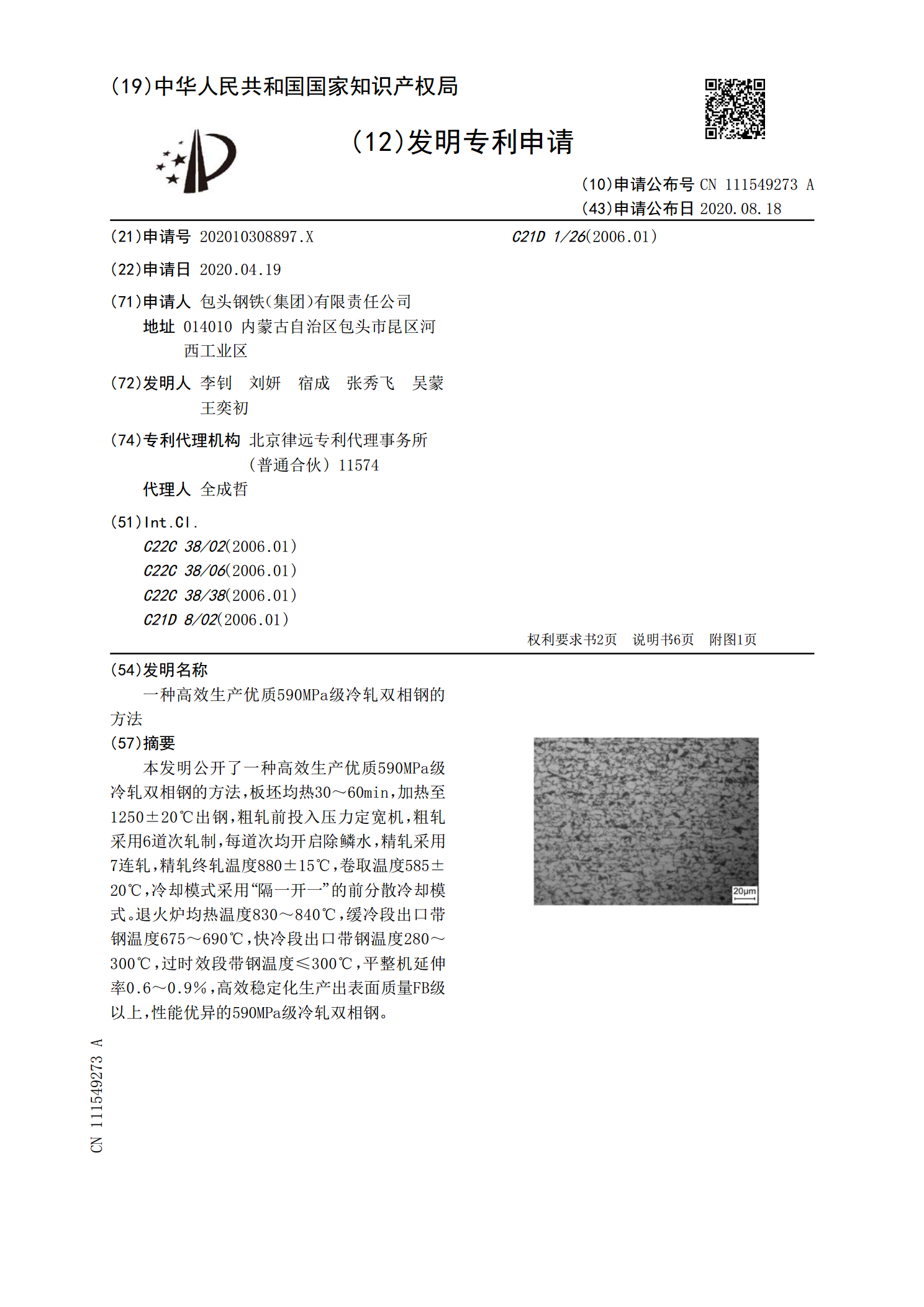
本发明公开了一种高效生产优质590MPa级冷轧双相钢的方法,板坯均热30~60min,加热至1250±20℃出钢,粗轧前投入压力定宽机,粗轧采用6道次轧制,每道次均开启除鳞水,精轧采用7连轧,精轧终轧温度880±15℃,卷取温度585±20℃,冷却模式采用“隔一开一”的前分散冷却模式。退火炉均热温度830~840℃,缓冷段出口带钢温度675~690℃,快冷段出口带钢温度280~300℃,过时效段带钢温度≤300℃,平整机延伸率0.6~0.9%,高效稳定化生产出表面质量FB级以上,性能优异的590MPa级冷
一种590MPa级冷轧双相钢用热轧钢带及其生产方法.pdf
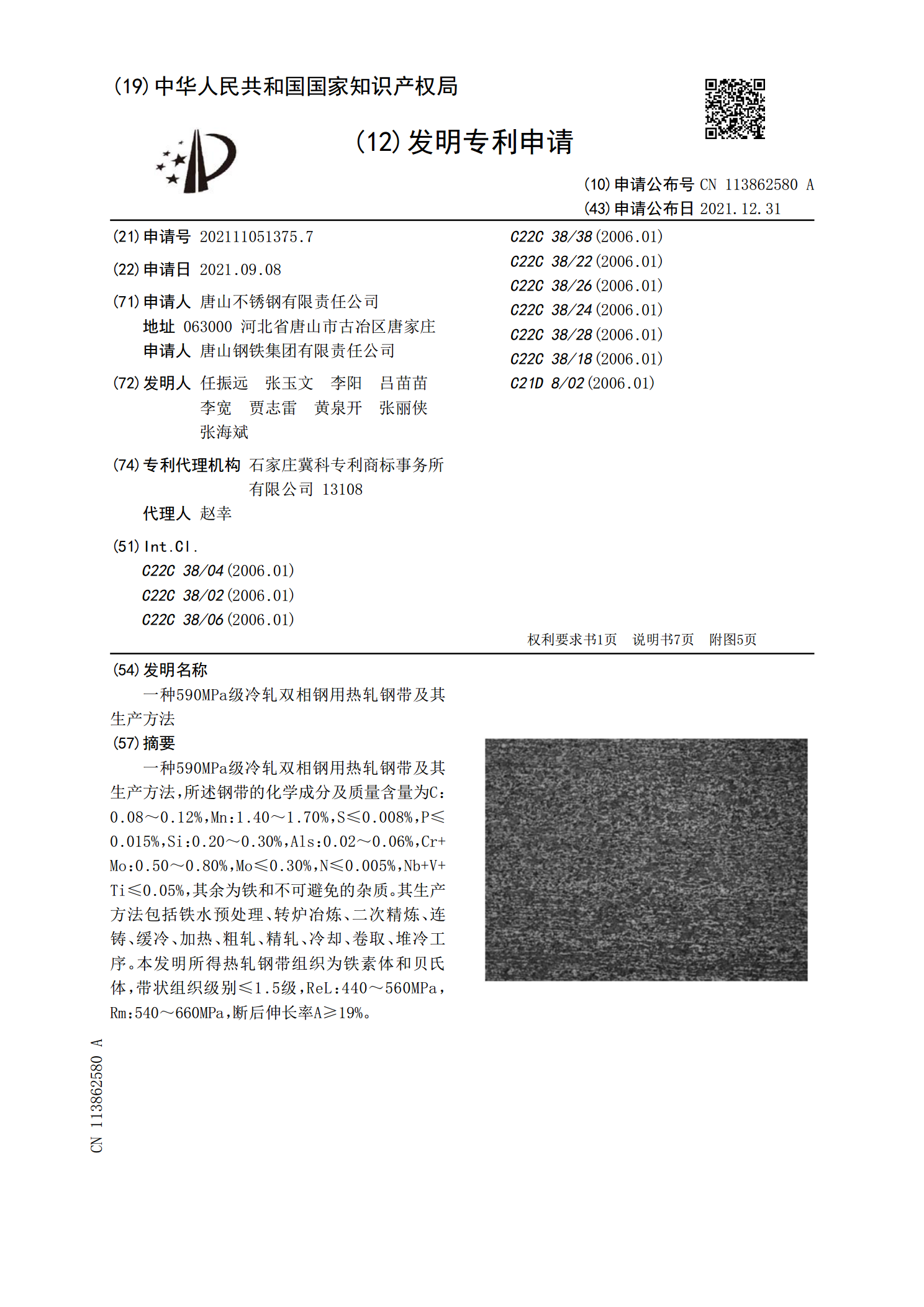
一种590MPa级冷轧双相钢用热轧钢带及其生产方法,所述钢带的化学成分及质量含量为C:0.08~0.12%,Mn:1.40~1.70%,S≤0.008%,P≤0.015%,Si:0.20~0.30%,Als:0.02~0.06%,Cr+Mo:0.50~0.80%,Mo≤0.30%,N≤0.005%,Nb+V+Ti≤0.05%,其余为铁和不可避免的杂质。其生产方法包括铁水预处理、转炉冶炼、二次精炼、连铸、缓冷、加热、粗轧、精轧、冷却、卷取、堆冷工序。本发明所得热轧钢带组织为铁素体和贝氏体,带状组织级别≤1.
一种590MPa级双相钢及其生产方法.pdf
本发明公开了一种590MPa级双相钢及其生产方法,其成分质量百分比为:C≤0.20%,Si≤1.80%,Mn≤2.00%,P≤0.050%,S≤0.015%,Nb≤0.10%,Ti≤0.10%,生产方法包括铁水预处理-转炉冶炼-合金微调站-LF-连铸-热连轧,热连轧工艺为:加热温度为1150~1250℃,终轧温度为800~900℃,轧后快速冷却至650~750℃,空冷6~11秒,再快速冷却至目标卷取温度,卷取温度为400~500℃。本发明通过合适的成分和工艺控制,实现铁素体贝氏体两相的精确控制和配比,可有

一种600MPa级冷轧双相钢的生产方法.docx
一种600MPa级冷轧双相钢的生产方法摘要本文介绍了一种新型的生产600MPa级冷轧双相钢的方法,通过先对具有较高拉伸强度和塑性的高强度微合金化钢进行热处理后再进行冷轧,使其成为具有优异耐蚀性和延展性能的高强度冷轧双相钢。同时,应用X射线衍射仪(XRD)、扫描电镜(SEM)等对材料的组织和性能进行了表征和分析,研究结果表明该新型钢材的成分设计和生产工艺均能够实现较好的性能匹配,满足工业生产中对高强度和高延展性的钢材需求。关键词:双相钢;高强度钢;冷轧;微合金化;组织性能AbstractThispaperi
一种590MPa级冷轧双相钢与270MPa普碳钢的窄搭接焊接方法.pdf
本发明涉及一种590MPa级冷轧双相钢与270MPa普碳钢的窄搭接焊接方法,将前卷带钢的带尾和后卷带钢的带头经焊机横切剪剪切,保证剪切前后带钢厚度、板形、断面质量良好,设定合适的焊接参数,然后将前卷带钢的带尾和后卷带钢的带头搭接,选用合适的电流、压力、速度,焊轮通过移动框架,对前后搭接的地方进行碾压,碾压力在带钢厚度为0.8mm以下为低压,0.8mm以上选择为高压,得到高强度的焊缝,使带钢能够连续生产。采用低成本的窄搭接焊机来焊接高强钢590MPa级别的冷轧钢双相钢与普碳钢270MPa的焊接,无需对设备进