
一种增材制造和表面抛光同步加工方法及装置.pdf

是你****芹呀

1/10

2/10

3/10

4/10

5/10

6/10
7/10
8/10

9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种增材制造和表面抛光同步加工方法及装置.pdf
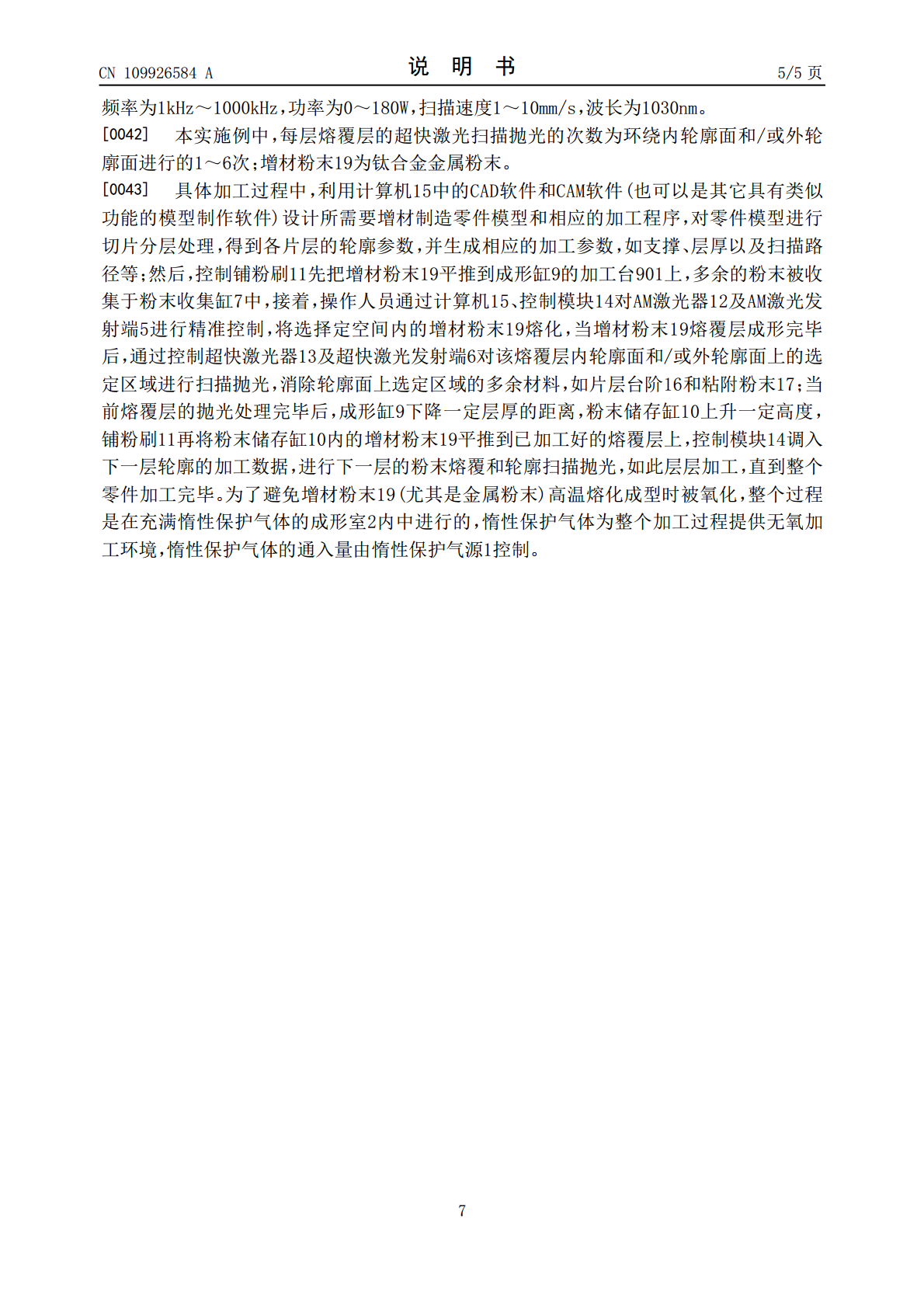
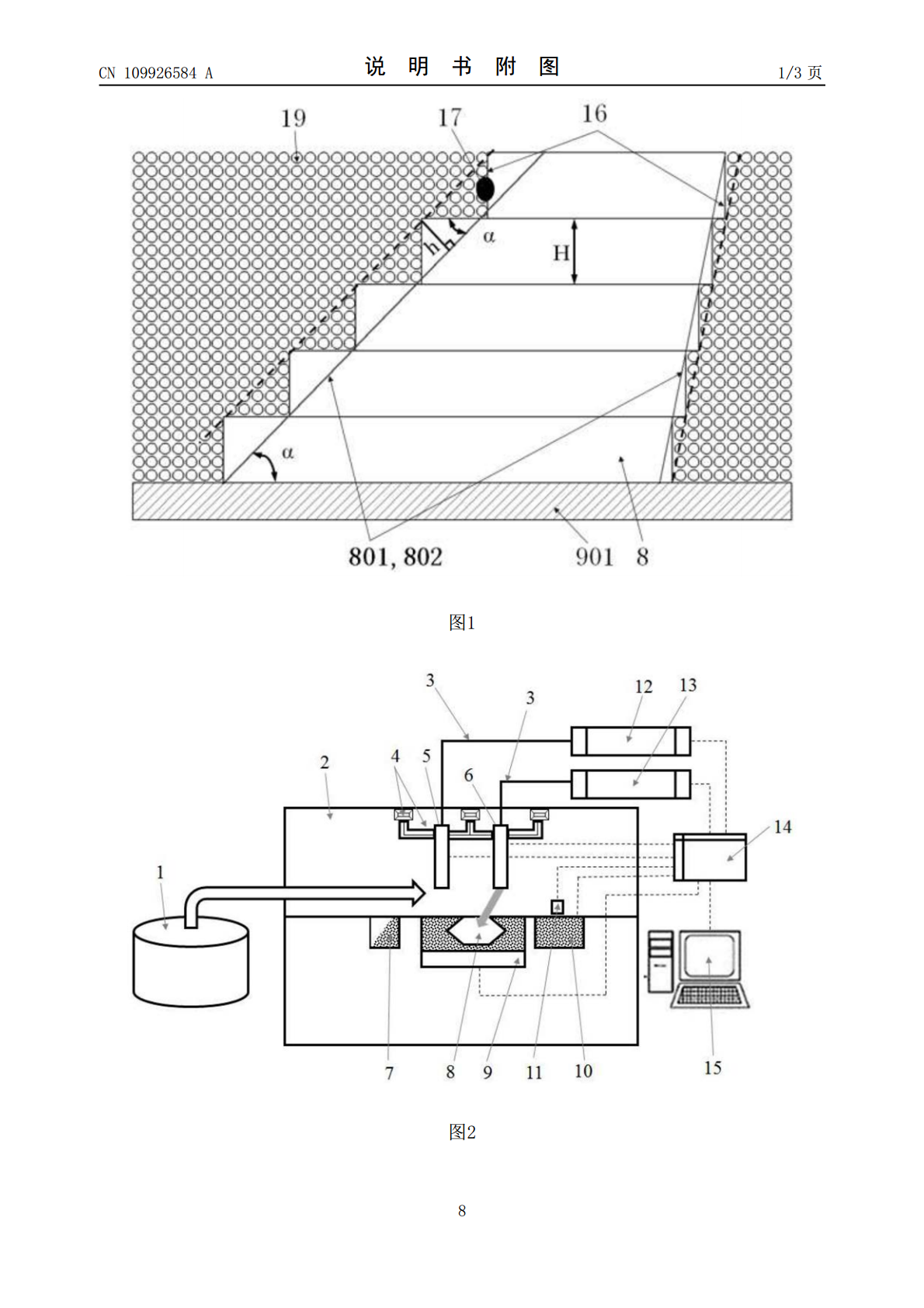
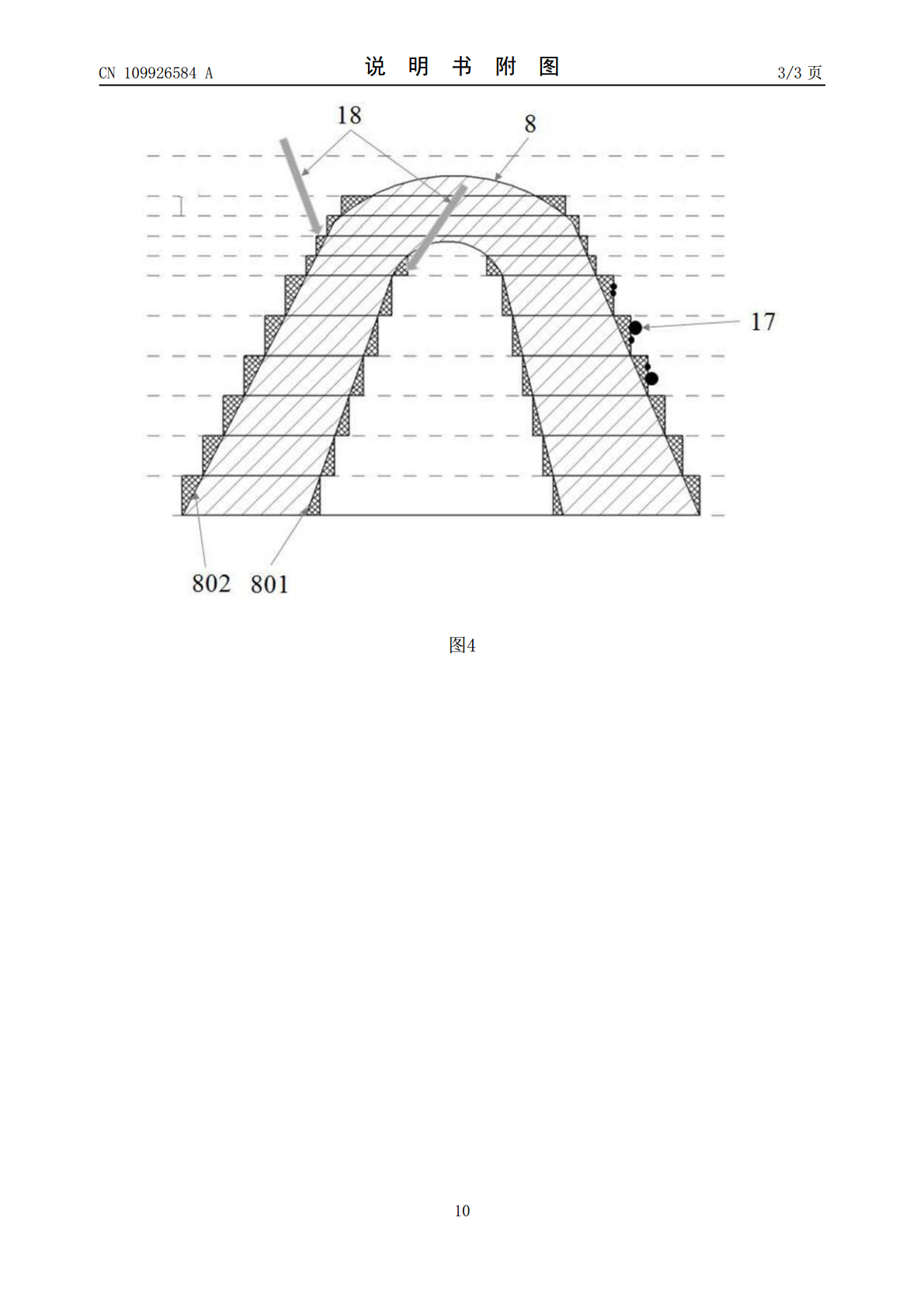
一种增材制造和表面抛光同步加工方法及装置,在增材制造零件的逐层成型加工过程中,当某一片层中选定空间的粉末被激光熔化成型为熔覆层后,先对该熔覆层的内轮廓面和/或外轮廓面进行超快激光扫描抛光处理,消除内轮廓面和/或外轮廓面上选定区域内的多余材料,再进行下一片层的熔覆层激光成型加工,直至整个增材制造零件的内轮廓面和/或外轮廓面上所有选定区域内的多余材料消除完毕。本方法可直接去除金属表面材料并释放增材制造所产生的残余应力;增材制造工艺与表面抛光工艺同步进行的工艺路线,可以对任何复杂空腔金属增材制件内表面与外表面进
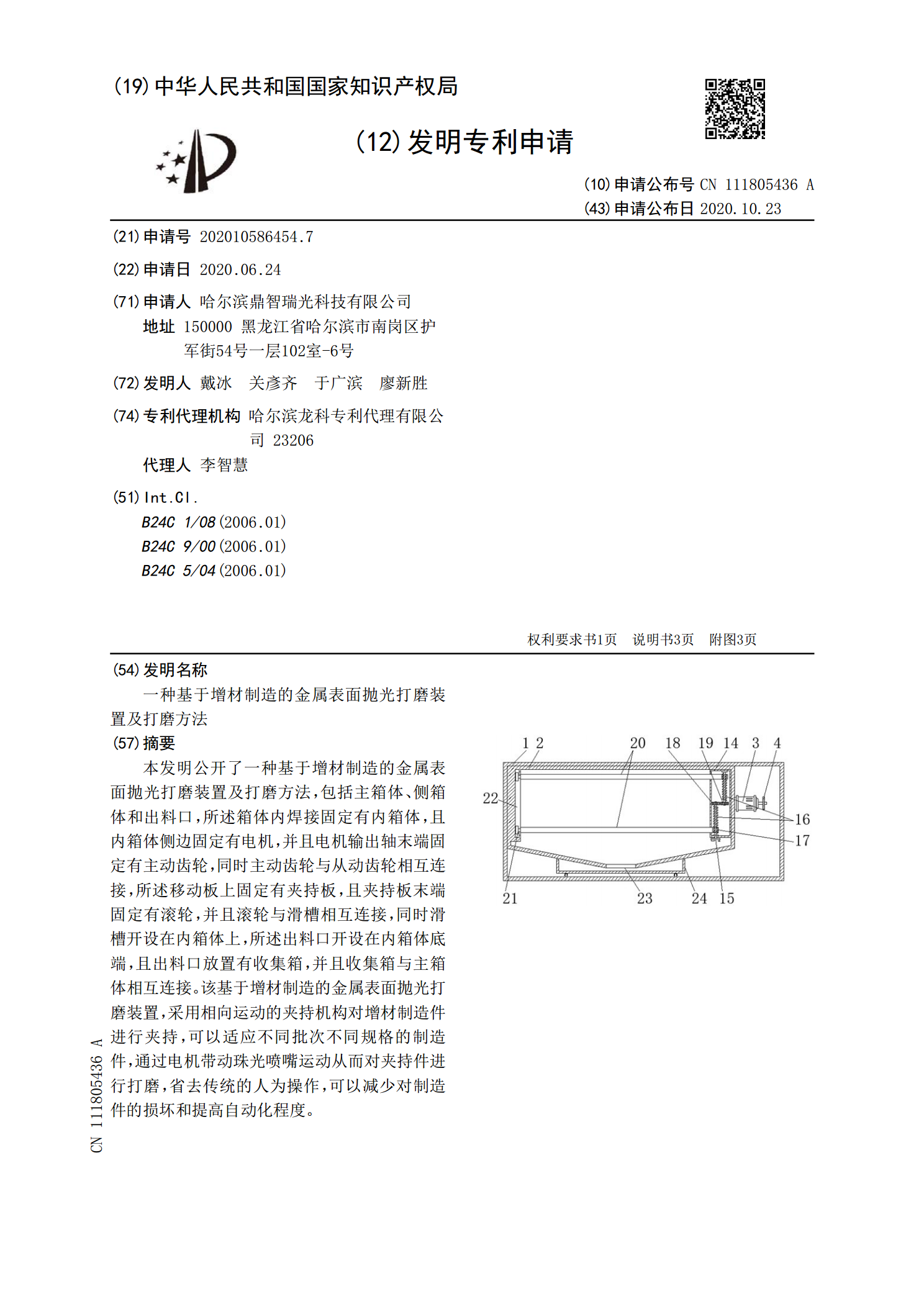
一种基于增材制造的金属表面抛光打磨装置及打磨方法.pdf
本发明公开了一种基于增材制造的金属表面抛光打磨装置及打磨方法,包括主箱体、侧箱体和出料口,所述箱体内焊接固定有内箱体,且内箱体侧边固定有电机,并且电机输出轴末端固定有主动齿轮,同时主动齿轮与从动齿轮相互连接,所述移动板上固定有夹持板,且夹持板末端固定有滚轮,并且滚轮与滑槽相互连接,同时滑槽开设在内箱体上,所述出料口开设在内箱体底端,且出料口放置有收集箱,并且收集箱与主箱体相互连接。该基于增材制造的金属表面抛光打磨装置,采用相向运动的夹持机构对增材制造件进行夹持,可以适应不同批次不同规格的制造件,通过电机带
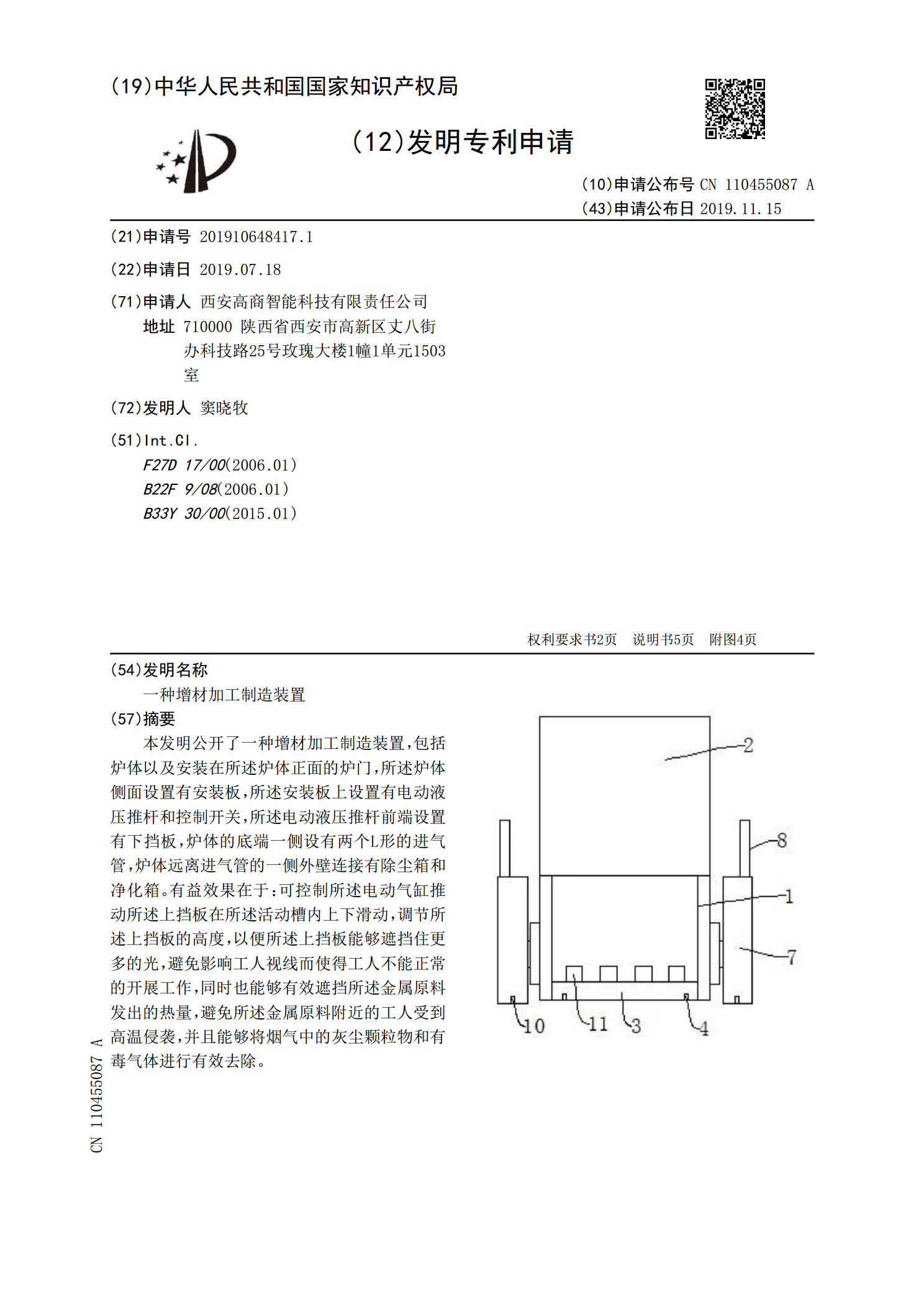
一种增材加工制造装置.pdf
本发明公开了一种增材加工制造装置,包括炉体以及安装在所述炉体正面的炉门,所述炉体侧面设置有安装板,所述安装板上设置有电动液压推杆和控制开关,所述电动液压推杆前端设置有下挡板,炉体的底端一侧设有两个L形的进气管,炉体远离进气管的一侧外壁连接有除尘箱和净化箱。有益效果在于:可控制所述电动气缸推动所述上挡板在所述活动槽内上下滑动,调节所述上挡板的高度,以便所述上挡板能够遮挡住更多的光,避免影响工人视线而使得工人不能正常的开展工作,同时也能够有效遮挡所述金属原料发出的热量,避免所述金属原料附近的工人受到高温侵袭,

一种基于增材加工的树脂基砂轮制造方法及制造装置.pdf
一种基于增材加工的树脂基砂轮制造方法及制造装置,该方法包括步骤1)建立待打印树脂基砂轮的数字模型;2)对数字模型进行分层,形成多个树脂基砂轮切片图;3)根据树脂基砂轮切片图,按照从下至上的顺序,逐层累积打印制作出树脂基砂轮;每一层的打印步骤包括3.1)利用微滴喷射技术,单层铺设液态光敏树脂;3.2)利用气载喷头输送金属磨粒至液态光敏树脂分布区域;3.3)采用紫外光扫描金属磨粒及液态光敏树脂,使液态光敏树脂固化并与金属磨粒结合在一起,单个树脂基砂轮层打印完成。本发明的树脂基砂轮制造方法及制造装置解决了现有树

一种基于表面清理和电弧增材的复合制造方法及装置.pdf
一种基于表面清理和电弧增材复合制造的方法及装置。采用焊机提供热量熔化丝材,表面清理装置对成形表面的氧化物等杂质进行清理,两者均通过工装固定于同一机械臂上,机械臂控制成形路径,以此来实现结构件的电弧增材制造。首先对零件三维模型进行切片处理,获得电弧增材的加工路径,并设定电弧增材和表面清理的工艺参数,每增材完一道,道间停留冷却时间内,利用表面清理装置沿着增材路径进行氧化物等表面杂质的清理,随后再进行下一道的增材,如此循环完成结构件的电弧增材制造。本发明所提出的基于表面清理和电弧增材的复合制造方法可减少某些材料