
内孔异形卡簧装配装置.pdf

书生****文章

1/10
2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
内孔异形卡簧装配装置.pdf
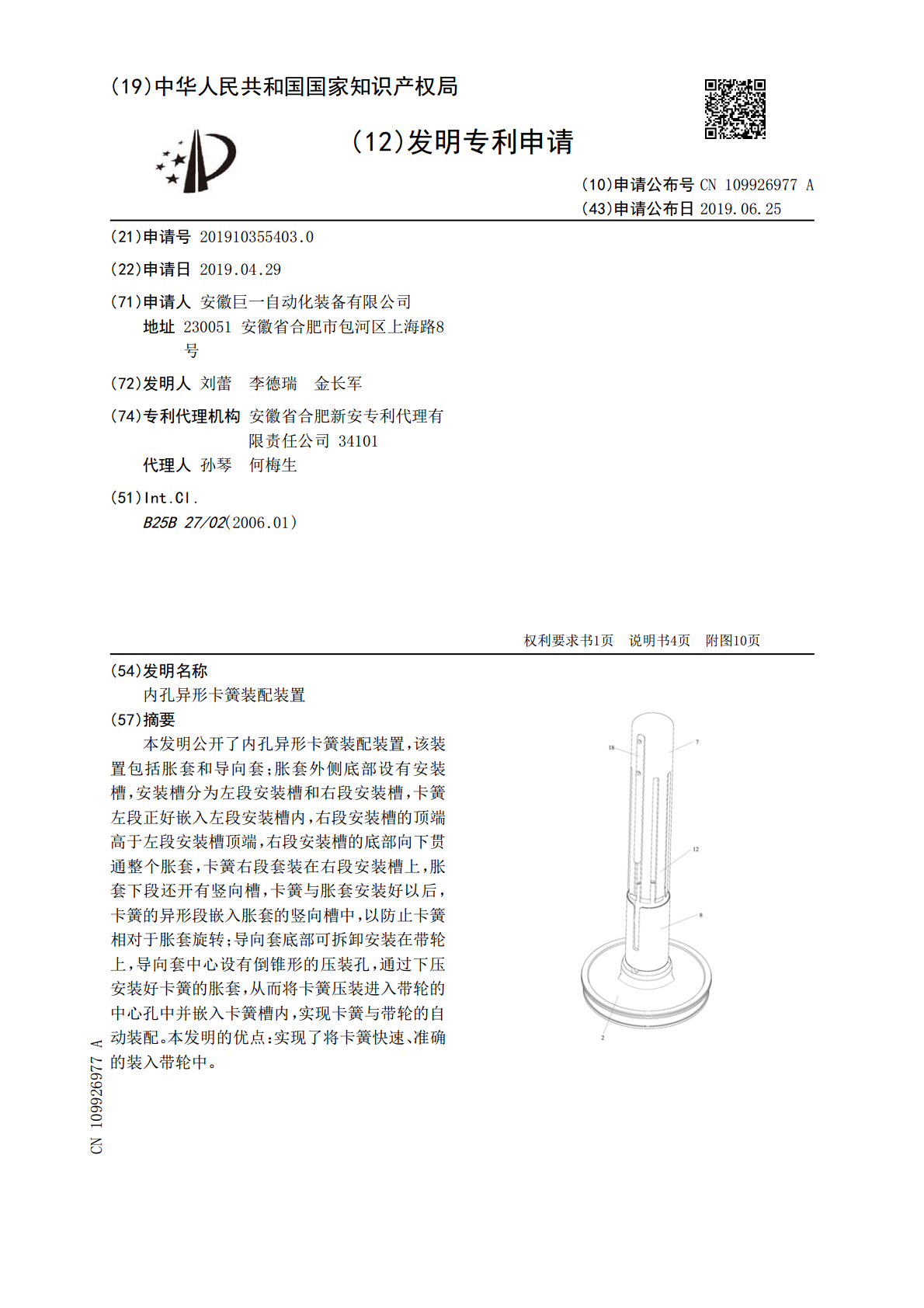
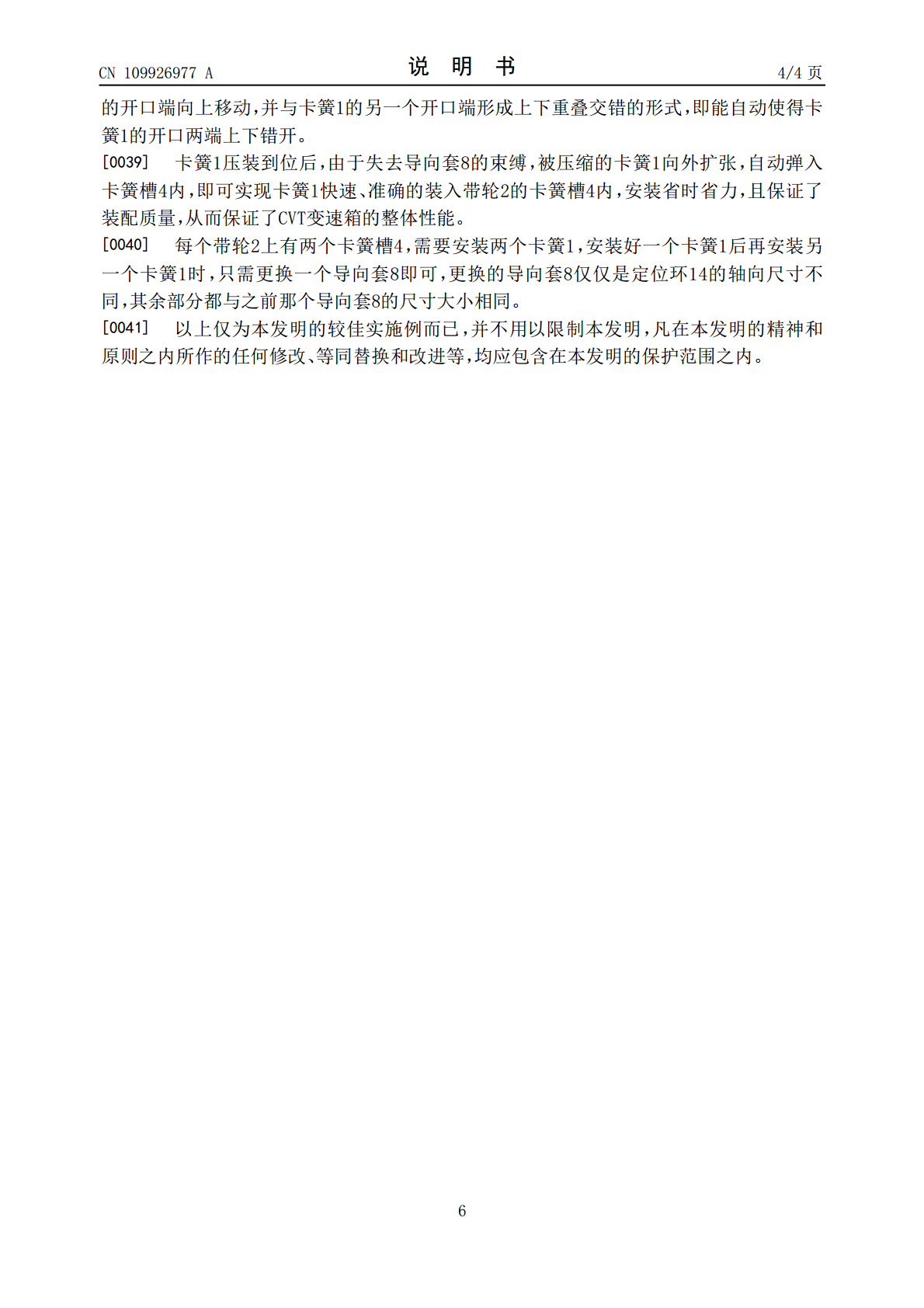
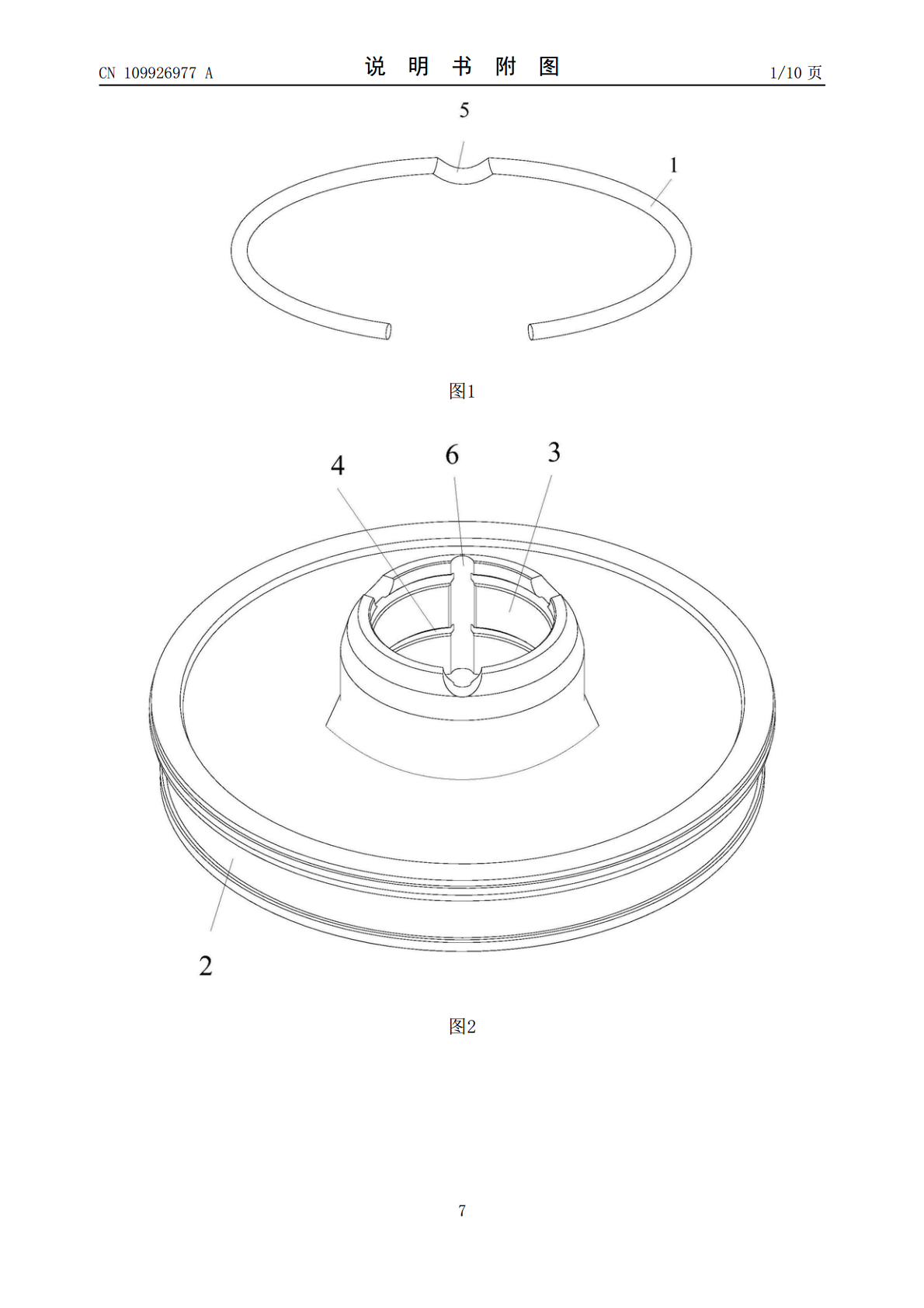
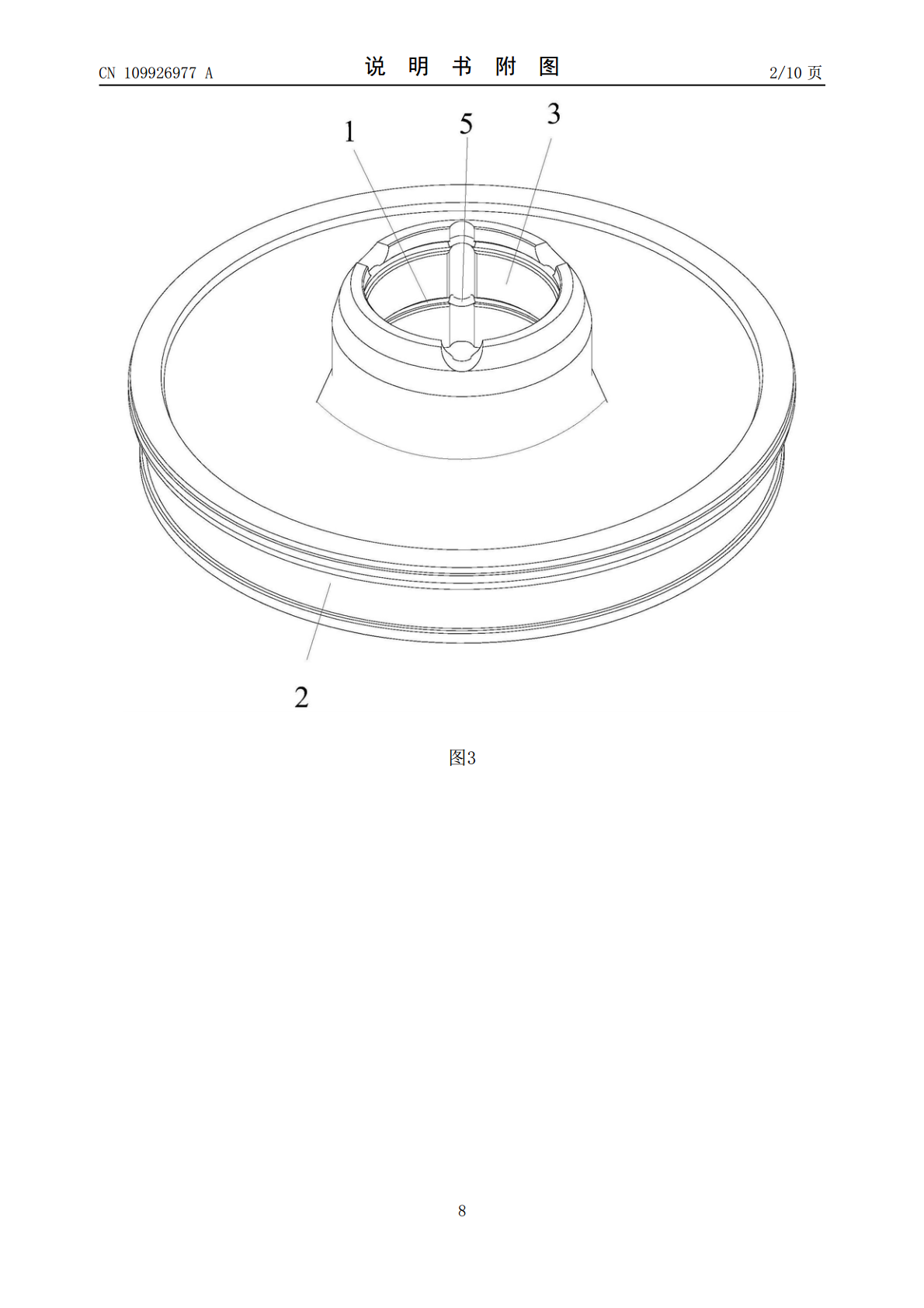
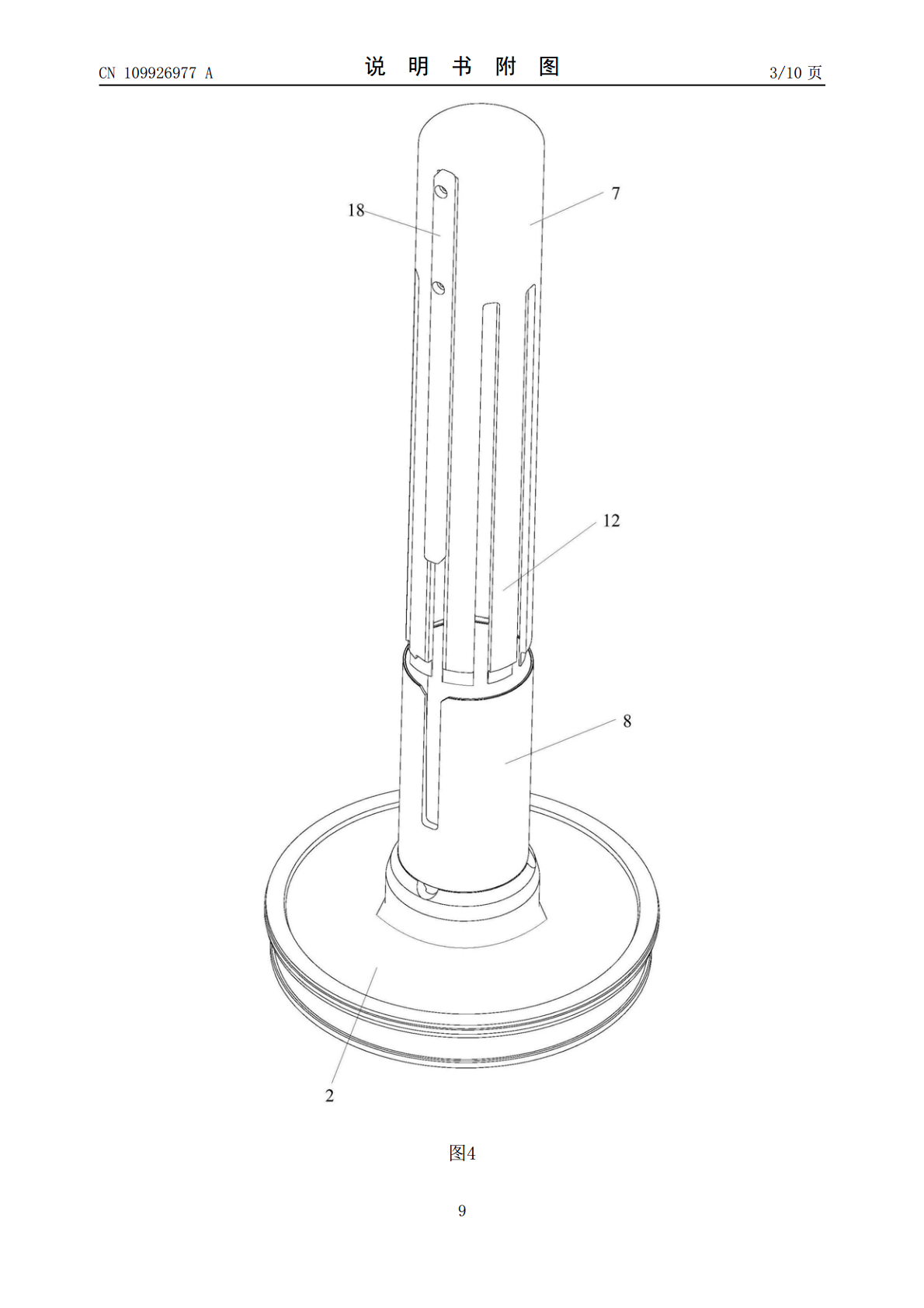
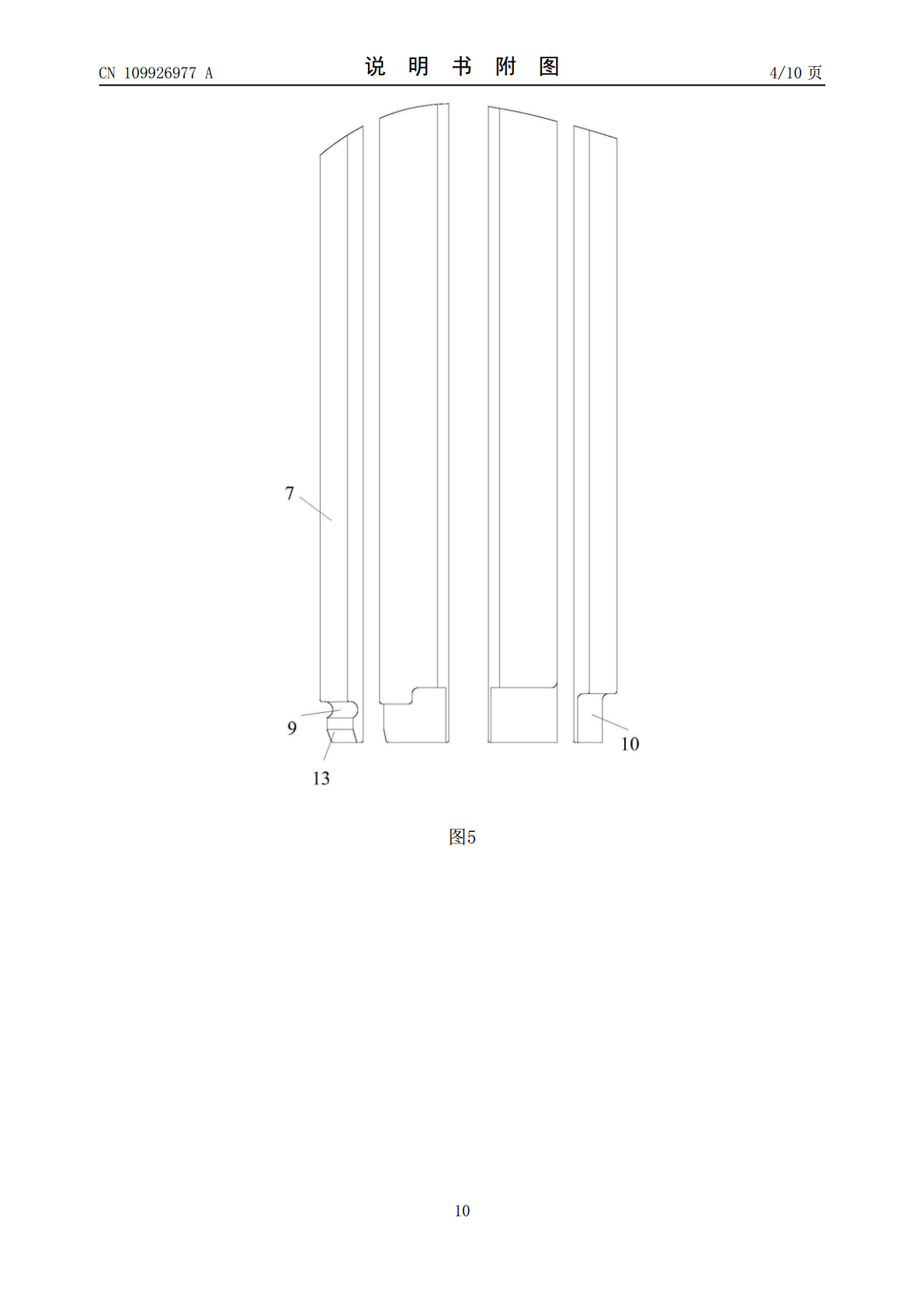
本发明公开了内孔异形卡簧装配装置,该装置包括胀套和导向套;胀套外侧底部设有安装槽,安装槽分为左段安装槽和右段安装槽,卡簧左段正好嵌入左段安装槽内,右段安装槽的顶端高于左段安装槽顶端,右段安装槽的底部向下贯通整个胀套,卡簧右段套装在右段安装槽上,胀套下段还开有竖向槽,卡簧与胀套安装好以后,卡簧的异形段嵌入胀套的竖向槽中,以防止卡簧相对于胀套旋转;导向套底部可拆卸安装在带轮上,导向套中心设有倒锥形的压装孔,通过下压安装好卡簧的胀套,从而将卡簧压装进入带轮的中心孔中并嵌入卡簧槽内,实现卡簧与带轮的自动装配。本发

装配体孔内卡簧槽相对位置测量仪.pdf
装配体孔内卡簧槽相对位置测量仪,包括外轴套、内轴芯、测头机构、导块、导杆组件、复位弹簧、外壳体、百分表、样块;所述的外轴套上设有轴套轴孔,所述的内轴芯安装在所述的轴套轴孔并可实现一定范围内的轴线方向的往复运动,所述的导块安装固定在外轴套的轴套轴孔的一端,所述的内轴芯一端安装有所述的测头机构,另一端通过导杆组件穿过导块后与外壳体连接,所述的复位弹簧套在导杆组件上且其一端抵挡在外壳体上,另一端抵挡在导块上,所述的百分表安装固定在外壳体上且其测量头一直抵挡在导块上;优点是,结构简单紧凑,确保测量精度。
一种内孔卡簧槽加工镗排刀杆装置.pdf
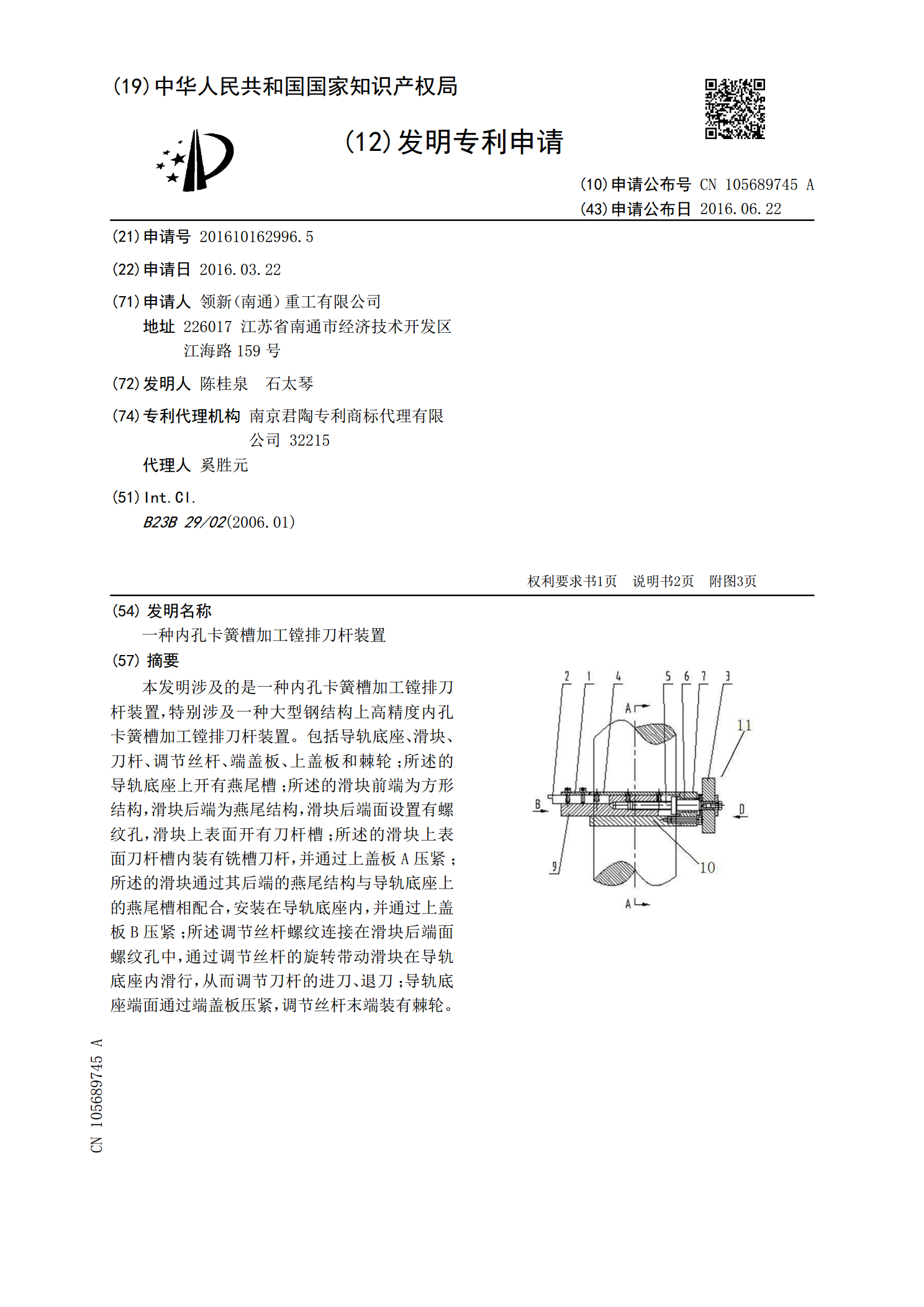
本发明涉及的是一种内孔卡簧槽加工镗排刀杆装置,特别涉及一种大型钢结构上高精度内孔卡簧槽加工镗排刀杆装置。包括导轨底座、滑块、刀杆、调节丝杆、端盖板、上盖板和棘轮;所述的导轨底座上开有燕尾槽;所述的滑块前端为方形结构,滑块后端为燕尾结构,滑块后端面设置有螺纹孔,滑块上表面开有刀杆槽;所述的滑块上表面刀杆槽内装有铣槽刀杆,并通过上盖板A压紧;所述的滑块通过其后端的燕尾结构与导轨底座上的燕尾槽相配合,安装在导轨底座内,并通过上盖板B压紧;所述调节丝杆螺纹连接在滑块后端面螺纹孔中,通过调节丝杆的旋转带动滑块在导轨
一种异形卡簧自动上料装置.pdf
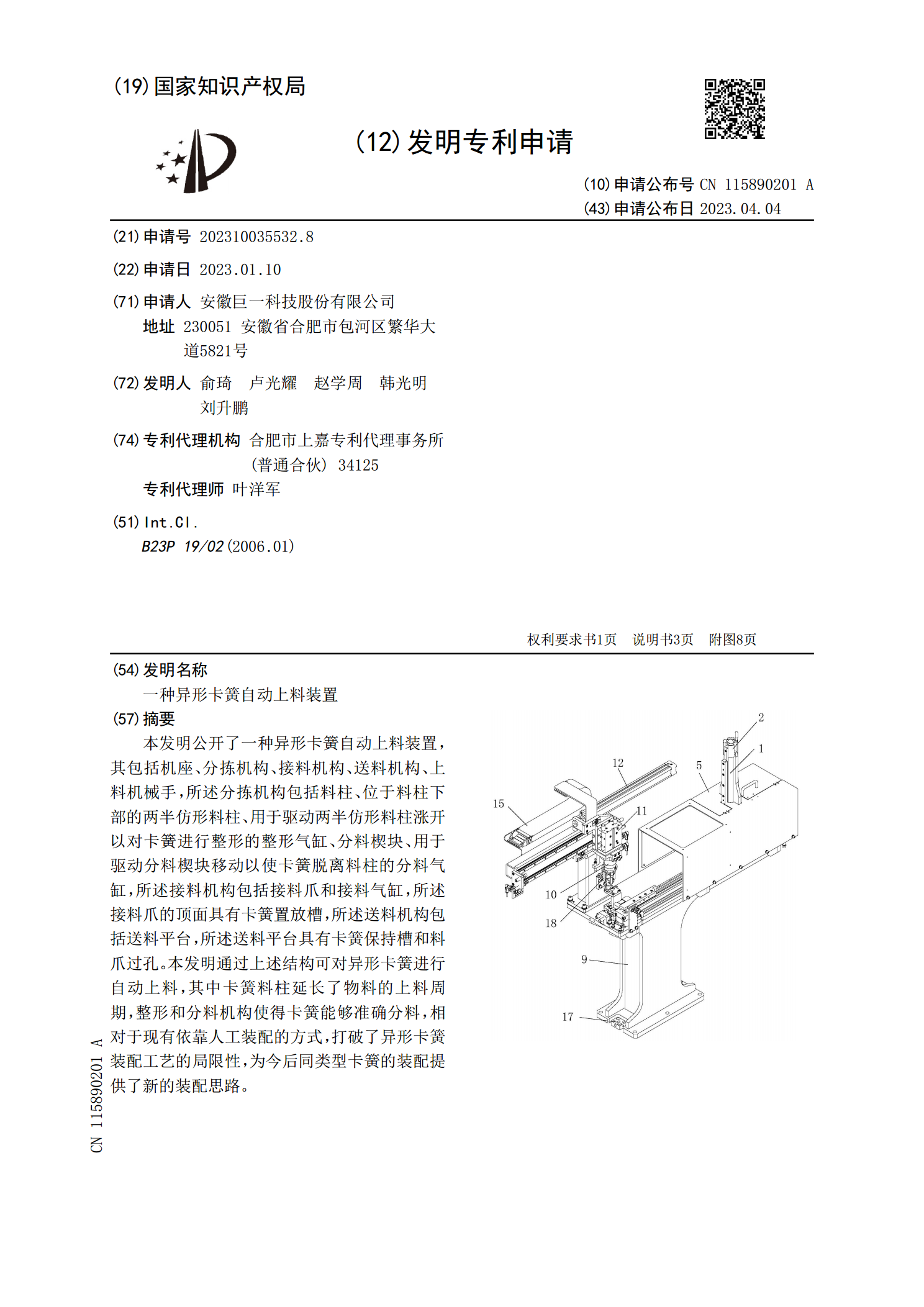
本发明公开了一种异形卡簧自动上料装置,其包括机座、分拣机构、接料机构、送料机构、上料机械手,所述分拣机构包括料柱、位于料柱下部的两半仿形料柱、用于驱动两半仿形料柱涨开以对卡簧进行整形的整形气缸、分料楔块、用于驱动分料楔块移动以使卡簧脱离料柱的分料气缸,所述接料机构包括接料爪和接料气缸,所述接料爪的顶面具有卡簧置放槽,所述送料机构包括送料平台,所述送料平台具有卡簧保持槽和料爪过孔。本发明通过上述结构可对异形卡簧进行自动上料,其中卡簧料柱延长了物料的上料周期,整形和分料机构使得卡簧能够准确分料,相对于现有依靠
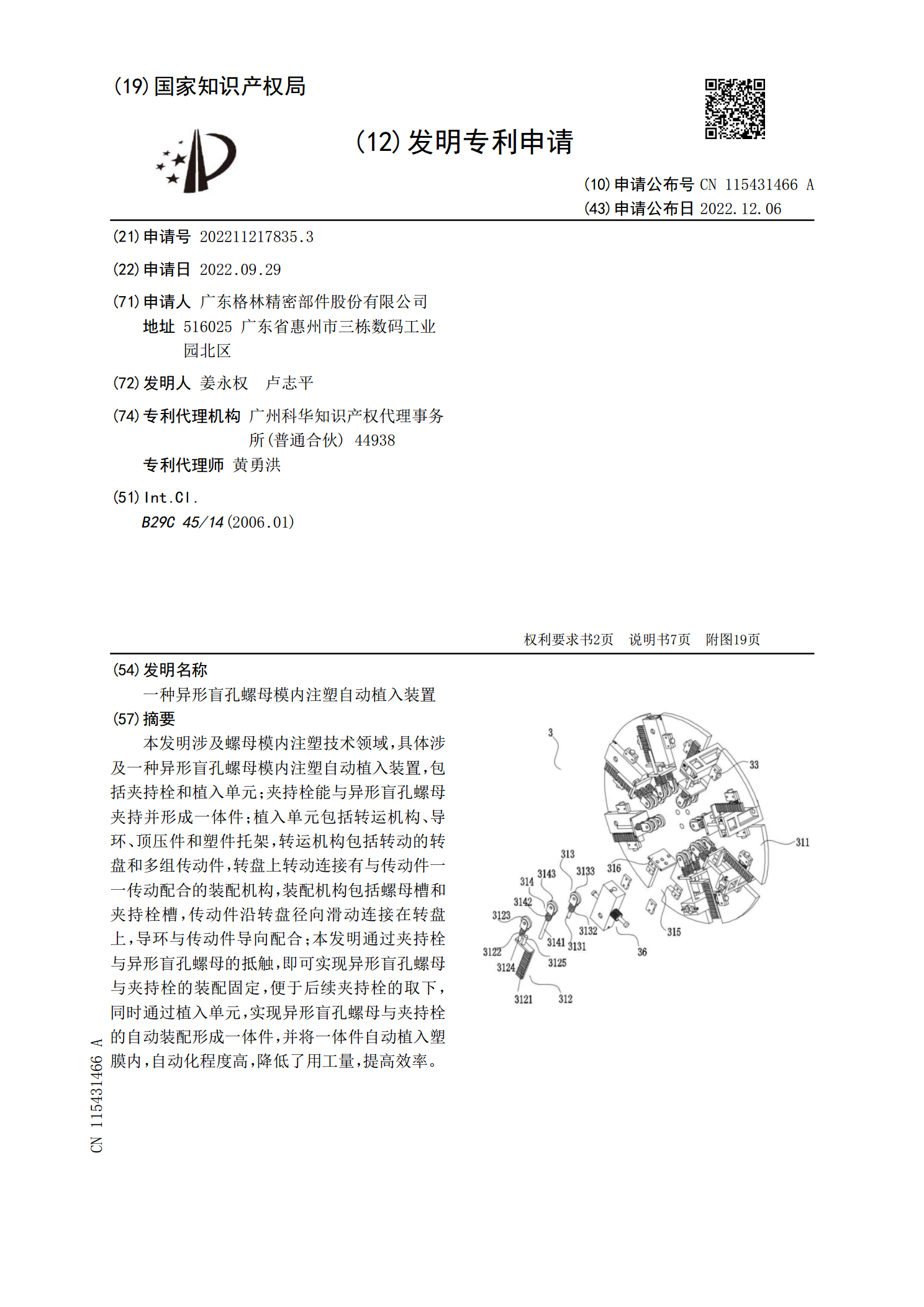
一种异形盲孔螺母模内注塑自动植入装置.pdf
本发明涉及螺母模内注塑技术领域,具体涉及一种异形盲孔螺母模内注塑自动植入装置,包括夹持栓和植入单元;夹持栓能与异形盲孔螺母夹持并形成一体件;植入单元包括转运机构、导环、顶压件和塑件托架,转运机构包括转动的转盘和多组传动件,转盘上转动连接有与传动件一一传动配合的装配机构,装配机构包括螺母槽和夹持栓槽,传动件沿转盘径向滑动连接在转盘上,导环与传动件导向配合;本发明通过夹持栓与异形盲孔螺母的抵触,即可实现异形盲孔螺母与夹持栓的装配固定,便于后续夹持栓的取下,同时通过植入单元,实现异形盲孔螺母与夹持栓的自动装配形