
RV减速器摆线轮磨削工装.pdf

猫巷****忠娟

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
RV减速器摆线轮磨削工装.pdf
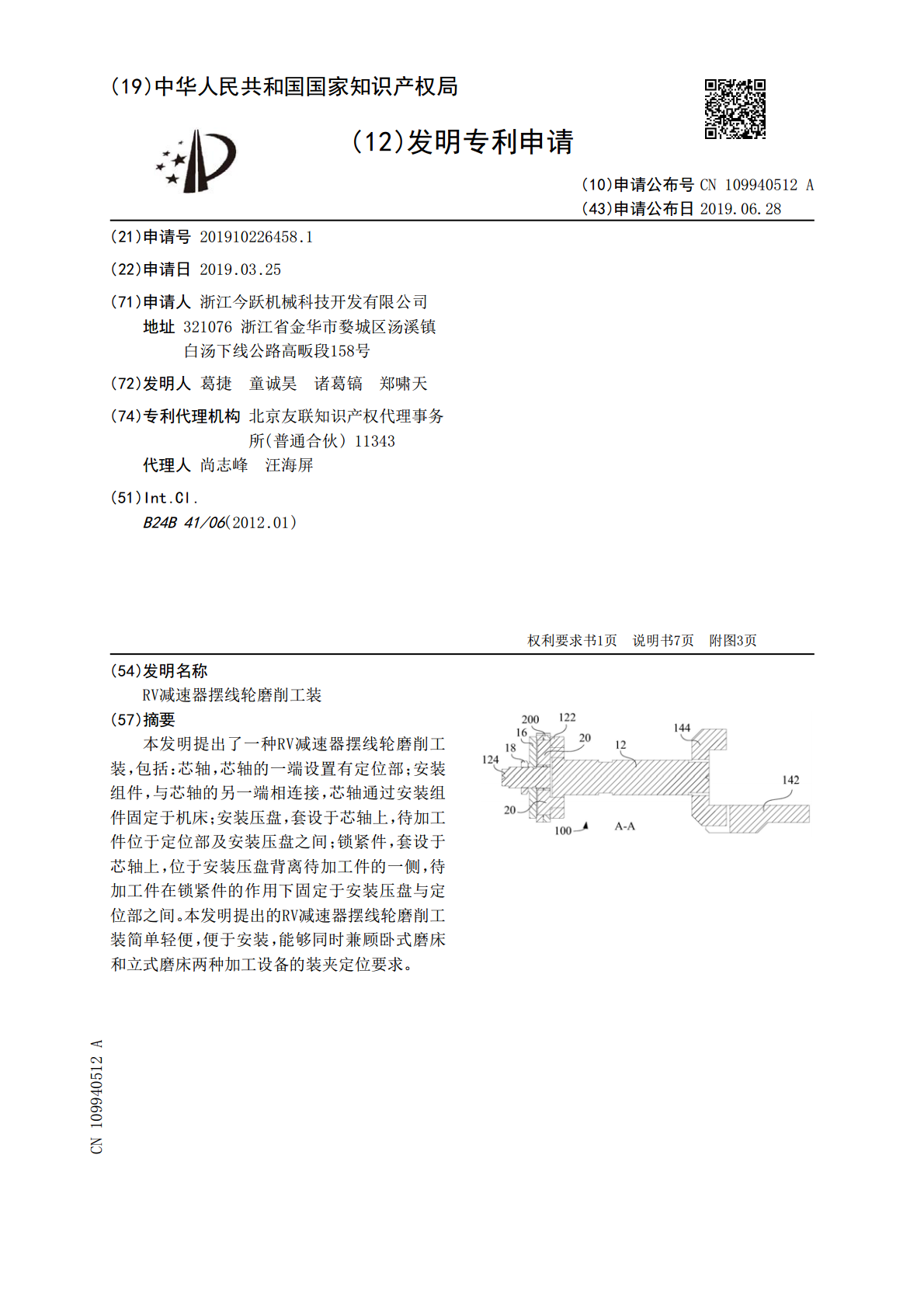
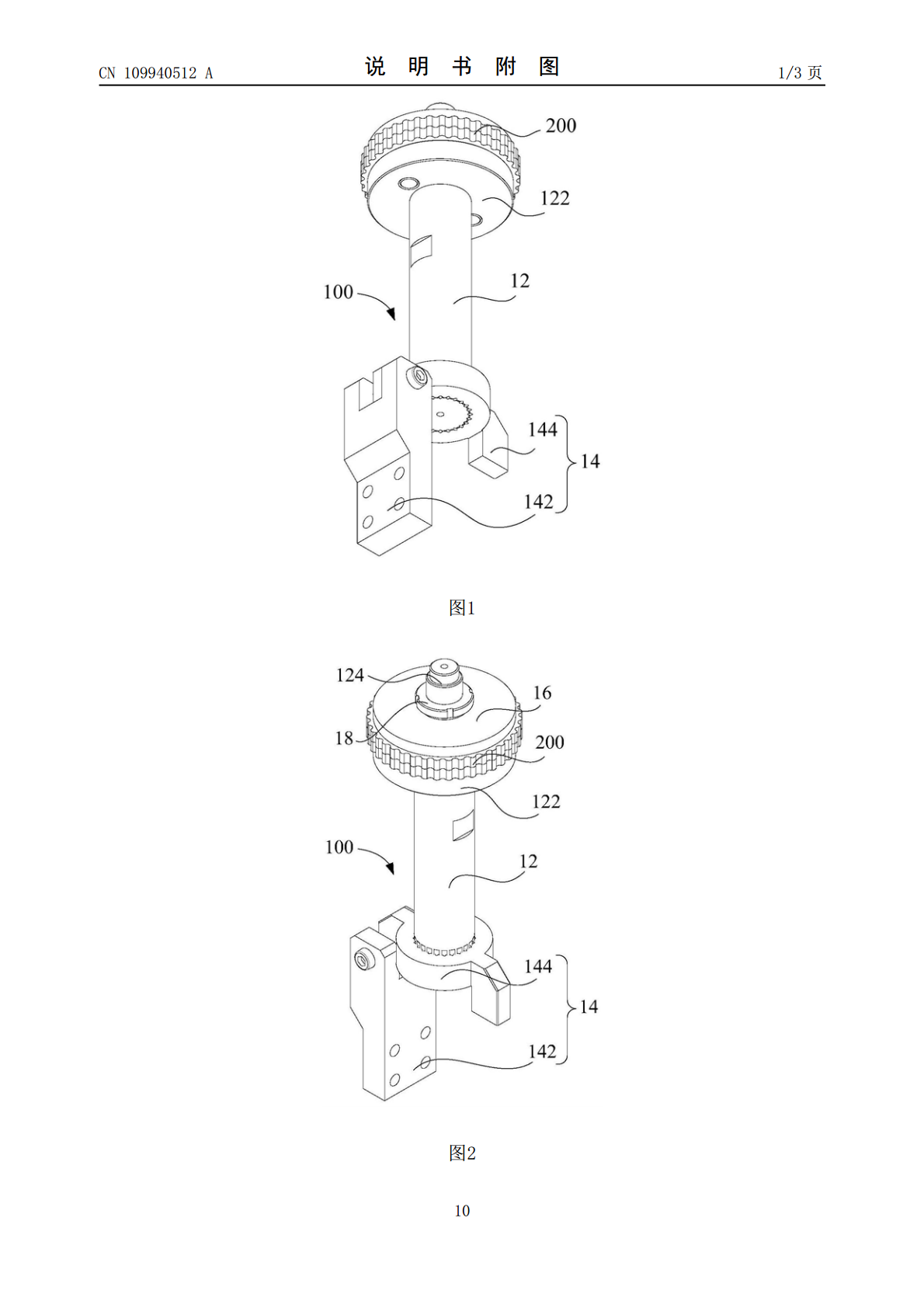
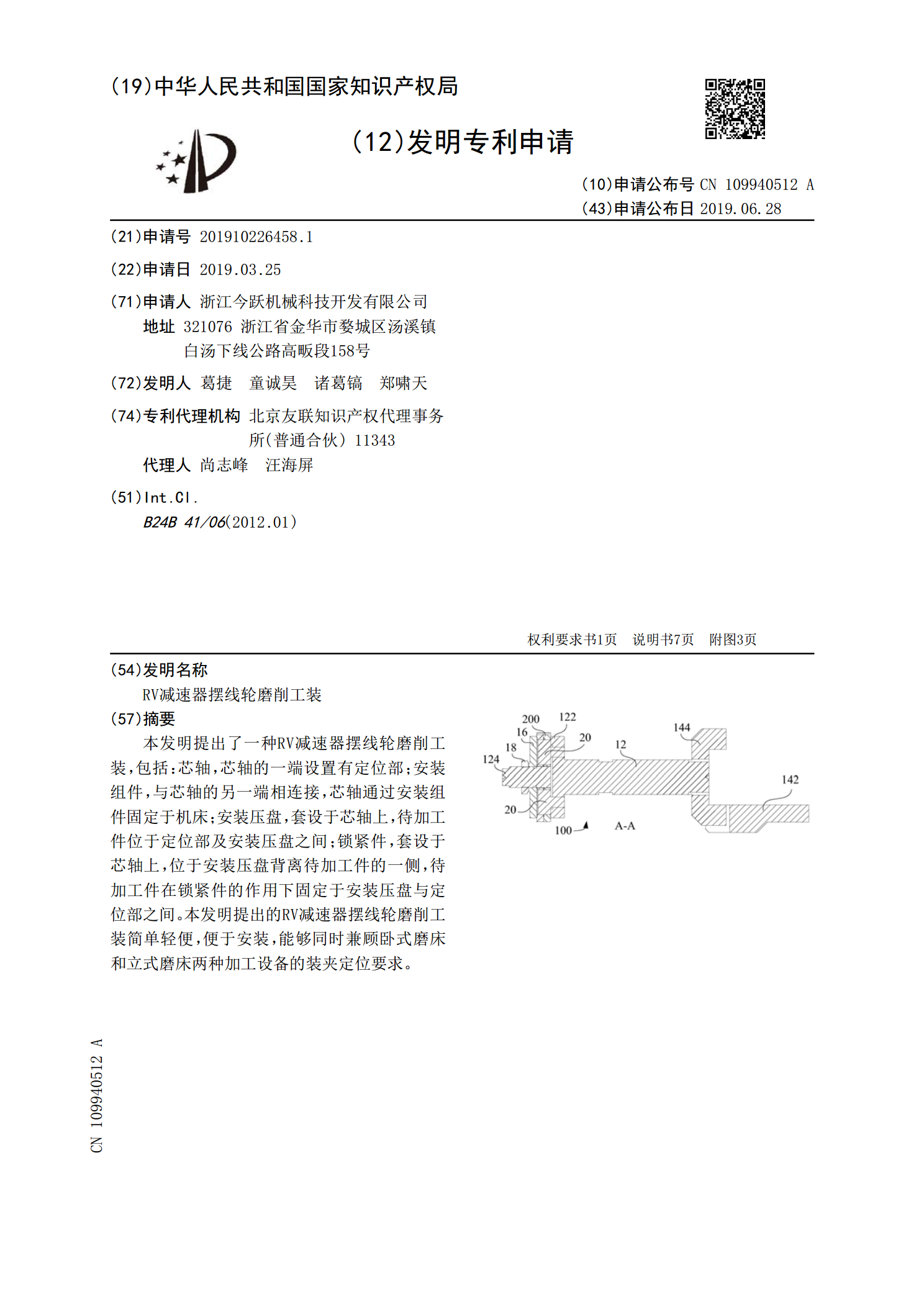
本发明提出了一种RV减速器摆线轮磨削工装,包括:芯轴,芯轴的一端设置有定位部;安装组件,与芯轴的另一端相连接,芯轴通过安装组件固定于机床;安装压盘,套设于芯轴上,待加工件位于定位部及安装压盘之间;锁紧件,套设于芯轴上,位于安装压盘背离待加工件的一侧,待加工件在锁紧件的作用下固定于安装压盘与定位部之间。本发明提出的RV减速器摆线轮磨削工装简单轻便,便于安装,能够同时兼顾卧式磨床和立式磨床两种加工设备的装夹定位要求。
一种RV减速器摆线针轮工装.pdf
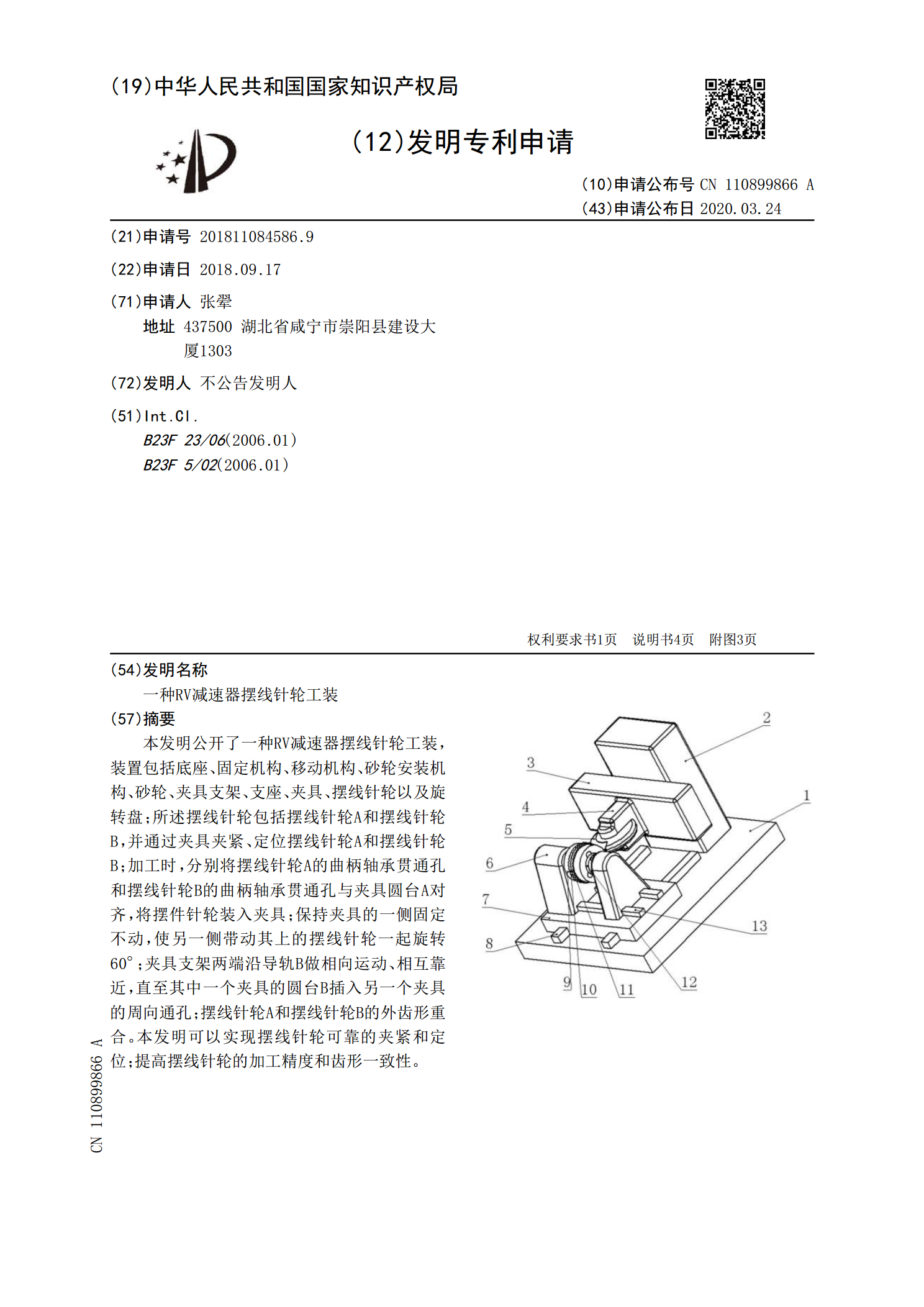
本发明公开了一种RV减速器摆线针轮工装,装置包括底座、固定机构、移动机构、砂轮安装机构、砂轮、夹具支架、支座、夹具、摆线针轮以及旋转盘;所述摆线针轮包括摆线针轮A和摆线针轮B,并通过夹具夹紧、定位摆线针轮A和摆线针轮B;加工时,分别将摆线针轮A的曲柄轴承贯通孔和摆线针轮B的曲柄轴承贯通孔与夹具圆台A对齐,将摆件针轮装入夹具;保持夹具的一侧固定不动,使另一侧带动其上的摆线针轮一起旋转60°;夹具支架两端沿导轨B做相向运动、相互靠近,直至其中一个夹具的圆台B插入另一个夹具的周向通孔;摆线针轮A和摆线针轮B的外

RV减速器摆线轮磨削工艺研究的任务书.docx
RV减速器摆线轮磨削工艺研究的任务书一、研究背景和意义1、减速器摆线轮的作用及应用摆线减速器是一种精密、高效、节能、密封可靠的机械传动装置,广泛应用于机床、电子设备、钢铁冶金、化工、纺织等行业的传动系统中。而摆线轮则是减速器的核心部件,其工作效率和寿命直接影响到整个系统的稳定性。2、摆线轮的制造工艺摆线轮的制造工艺包括:材料选择、切削加工和磨削加工。其中,磨削加工是摆线轮制造的最后一道工序,也是最为关键的一环。通过磨削,可以提高摆线轮的精度和表面质量,确保其运转平稳,降低噪声和振动。3、磨削工艺的优化研究

RV减速器摆线轮磨削工艺研究的任务书.docx
RV减速器摆线轮磨削工艺研究的任务书任务书一、任务背景:随着科技的发展和RV行业的不断推进,RV减速器的研发和生产已经成为当前行业中不可或缺的一个重要部分。而减速器摆线轮作为减速器的核心部件之一,其磨削工艺的制定对于减速器的性能和稳定性有着至关重要的影响。因此,开展RV减速器摆线轮磨削工艺研究显得十分紧迫和必要。二、任务目标:本次研究的主要目标是针对RV减速器摆线轮的精密磨削工艺进行探讨,形成一套适用于该领域的磨削工艺标准,提高摆线轮的制造精度和质量,为RV减速器的制造和生产提供技术支持。三、具体任务:1
一种RV减速器摆线针轮工装及加工方法.pdf
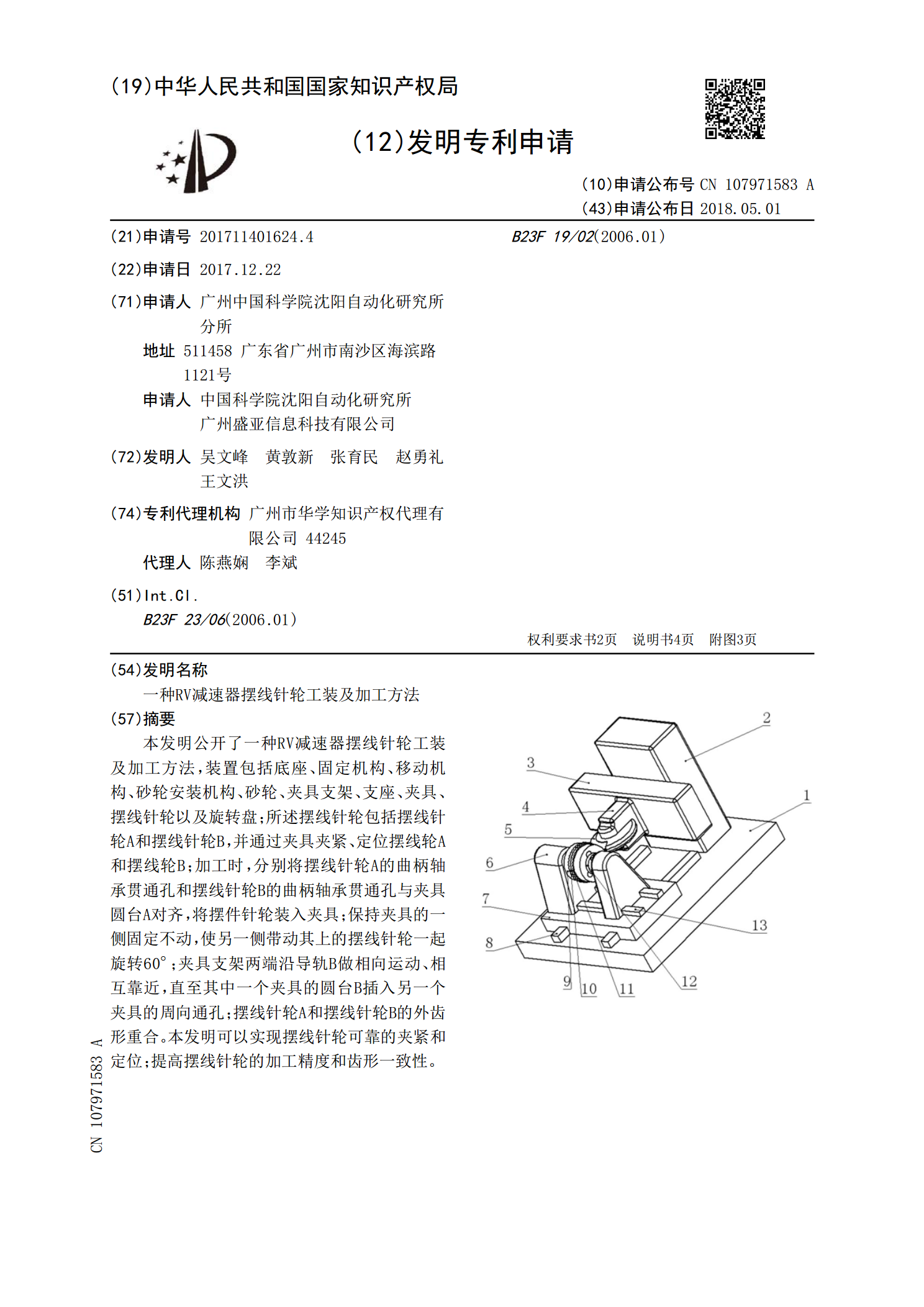
本发明公开了一种RV减速器摆线针轮工装及加工方法,装置包括底座、固定机构、移动机构、砂轮安装机构、砂轮、夹具支架、支座、夹具、摆线针轮以及旋转盘;所述摆线针轮包括摆线针轮A和摆线针轮B,并通过夹具夹紧、定位摆线轮A和摆线轮B;加工时,分别将摆线针轮A的曲柄轴承贯通孔和摆线针轮B的曲柄轴承贯通孔与夹具圆台A对齐,将摆件针轮装入夹具;保持夹具的一侧固定不动,使另一侧带动其上的摆线针轮一起旋转60°;夹具支架两端沿导轨B做相向运动、相互靠近,直至其中一个夹具的圆台B插入另一个夹具的周向通孔;摆线针轮A和摆线针轮