
一种轮胎成型胶囊及其制造方法.pdf

Ro****44


1/10
2/10
3/10
4/10
5/10
6/10

7/10
8/10
9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种轮胎成型胶囊及其制造方法.pdf
本申请公开了一种轮胎成型胶囊及其制造方法,其中,轮胎成型胶囊包括囊体、过渡层和顶层,过渡层与囊体固定连接;顶层与过渡层固定连接,顶层采用混炼型聚氨酯制成。本申请采用混炼型聚氨酯制作轮胎成型胶囊,轮胎成型胶囊的耐磨性和抗撕裂性能好,不易出现早期磨损,使用寿命更长,提高设备利用率,降低设备保障人员劳动强度,有效提升企业生产效率和经济效益;而且混炼型聚氨酯与胎坯胶料之间摩擦力大,可以降低轮胎成型过程中成型抽口问题的发生,有效保证成型质量;过渡层增强顶层与囊体的粘合性能,轮胎成型胶囊不易出现早期脱层掉块,轮胎成型
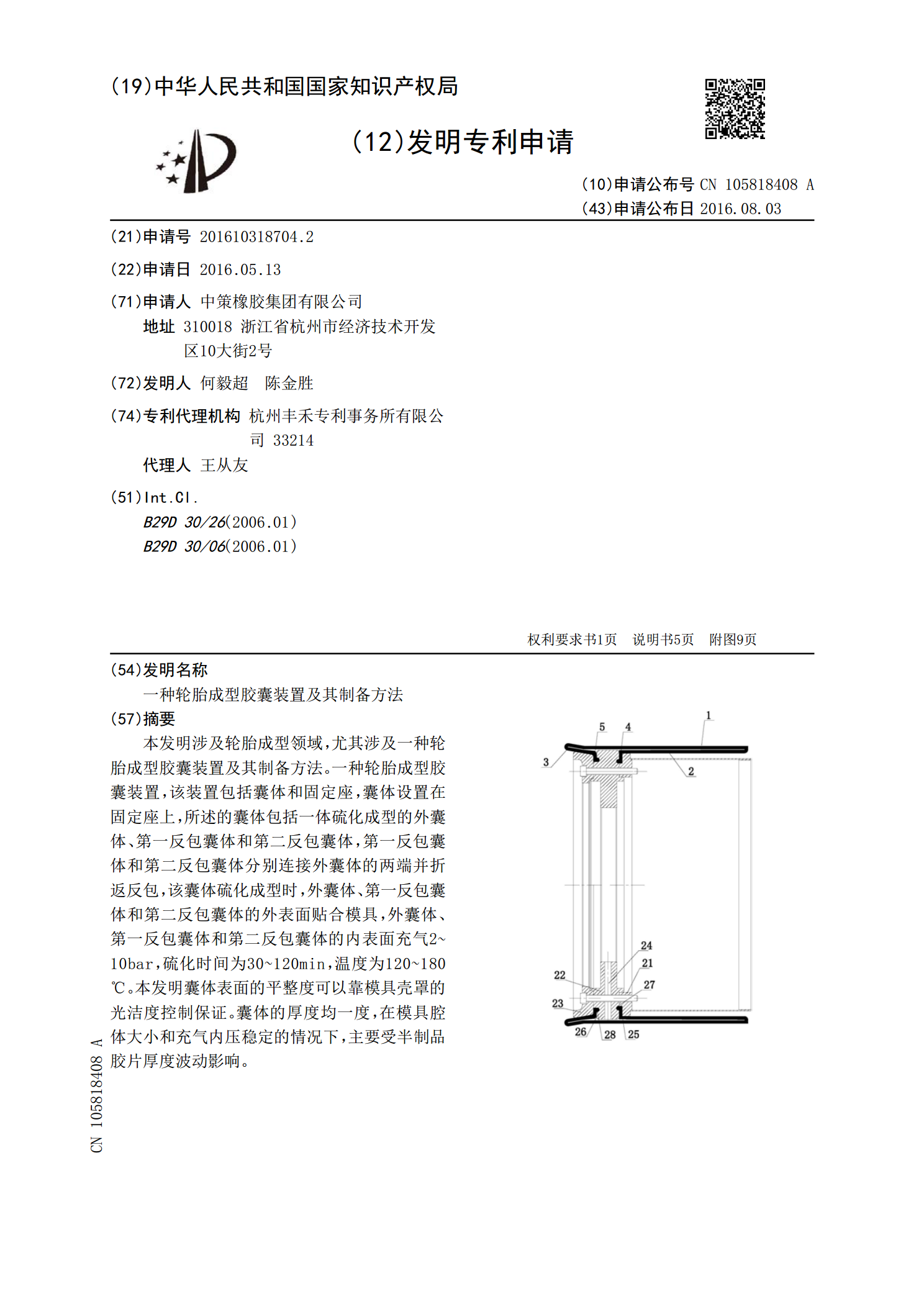
一种轮胎成型胶囊装置及其制备方法.pdf
本发明涉及轮胎成型领域,尤其涉及一种轮胎成型胶囊装置及其制备方法。一种轮胎成型胶囊装置,该装置包括囊体和固定座,囊体设置在固定座上,所述的囊体包括一体硫化成型的外囊体、第一反包囊体和第二反包囊体,第一反包囊体和第二反包囊体分别连接外囊体的两端并折返反包,该囊体硫化成型时,外囊体、第一反包囊体和第二反包囊体的外表面贴合模具,外囊体、第一反包囊体和第二反包囊体的内表面充气2~10bar,硫化时间为30~120min,温度为120~180℃。本发明囊体表面的平整度可以靠模具壳罩的光洁度控制保证。囊体的厚度均一度
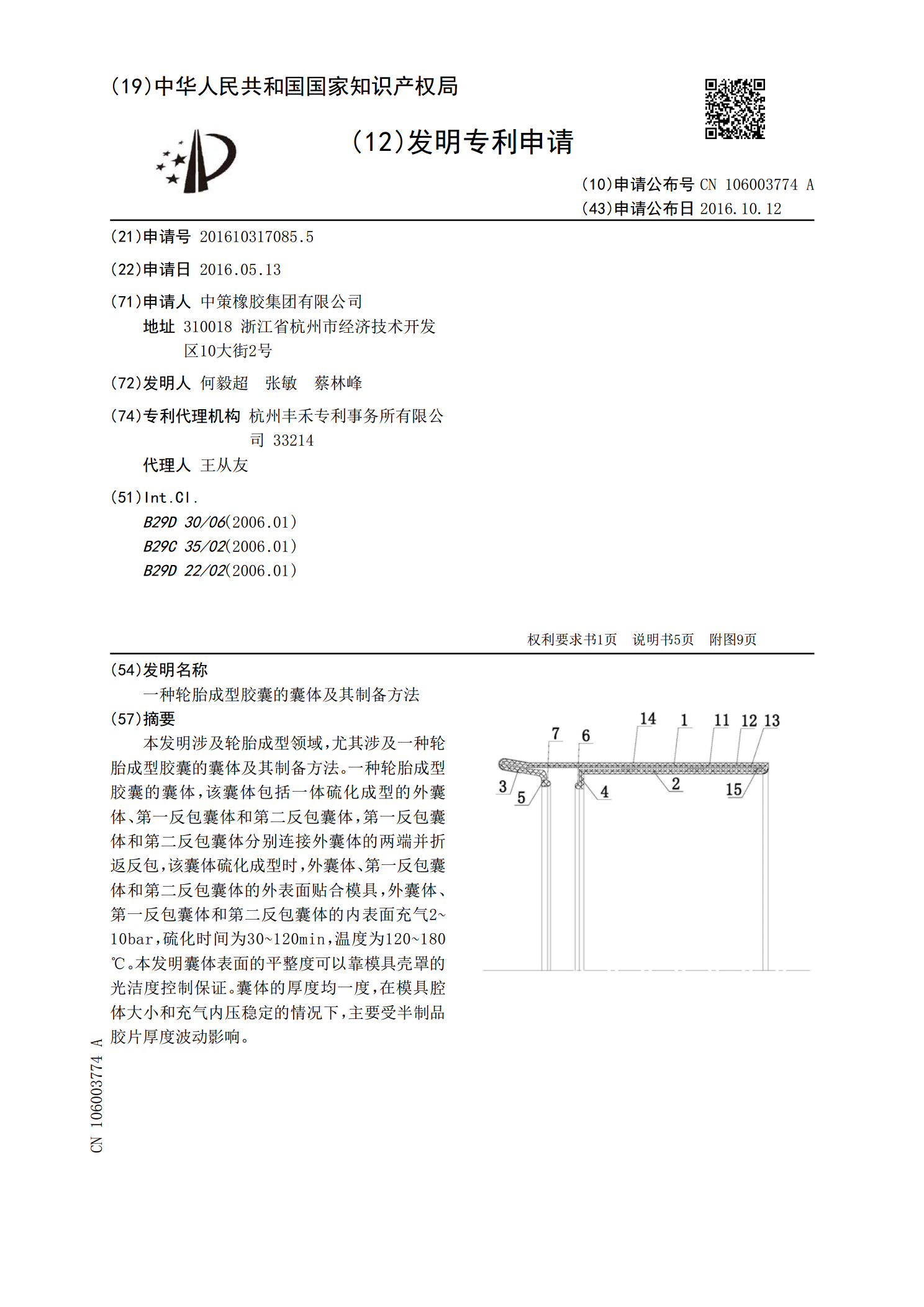
一种轮胎成型胶囊的囊体及其制备方法.pdf
本发明涉及轮胎成型领域,尤其涉及一种轮胎成型胶囊的囊体及其制备方法。一种轮胎成型胶囊的囊体,该囊体包括一体硫化成型的外囊体、第一反包囊体和第二反包囊体,第一反包囊体和第二反包囊体分别连接外囊体的两端并折返反包,该囊体硫化成型时,外囊体、第一反包囊体和第二反包囊体的外表面贴合模具,外囊体、第一反包囊体和第二反包囊体的内表面充气2~10bar,硫化时间为30~120min,温度为120~180℃。本发明囊体表面的平整度可以靠模具壳罩的光洁度控制保证。囊体的厚度均一度,在模具腔体大小和充气内压稳定的情况下,主要
轮胎硫化胶囊成型方法.pdf
本发明公开了一种轮胎硫化胶囊成型方法,通过以下方法实现:控制胶囊模具上、下模合模到一定程度时停止合模,这时在上、下模之间形成一个闭式加料室,这一加料室通过圆环形分流道和模腔相连接,同时通过抽真空装置把模腔内的空气全部抽走,使模腔形成一定的真空度,然后用喷嘴将胶料注射进加料室,注射量可通过控制系统控制,注射结束,加压,把上、下模压紧,同时把胶料挤压到模腔中,当模具完全压紧后,浇口和抽真空嘴被模板挡住,使模腔形成一个封闭系统,硫化结束后打开模具,胶囊在吹入的压缩空气作用下先脱离上模,然后下托盘顶起,使胶囊脱出
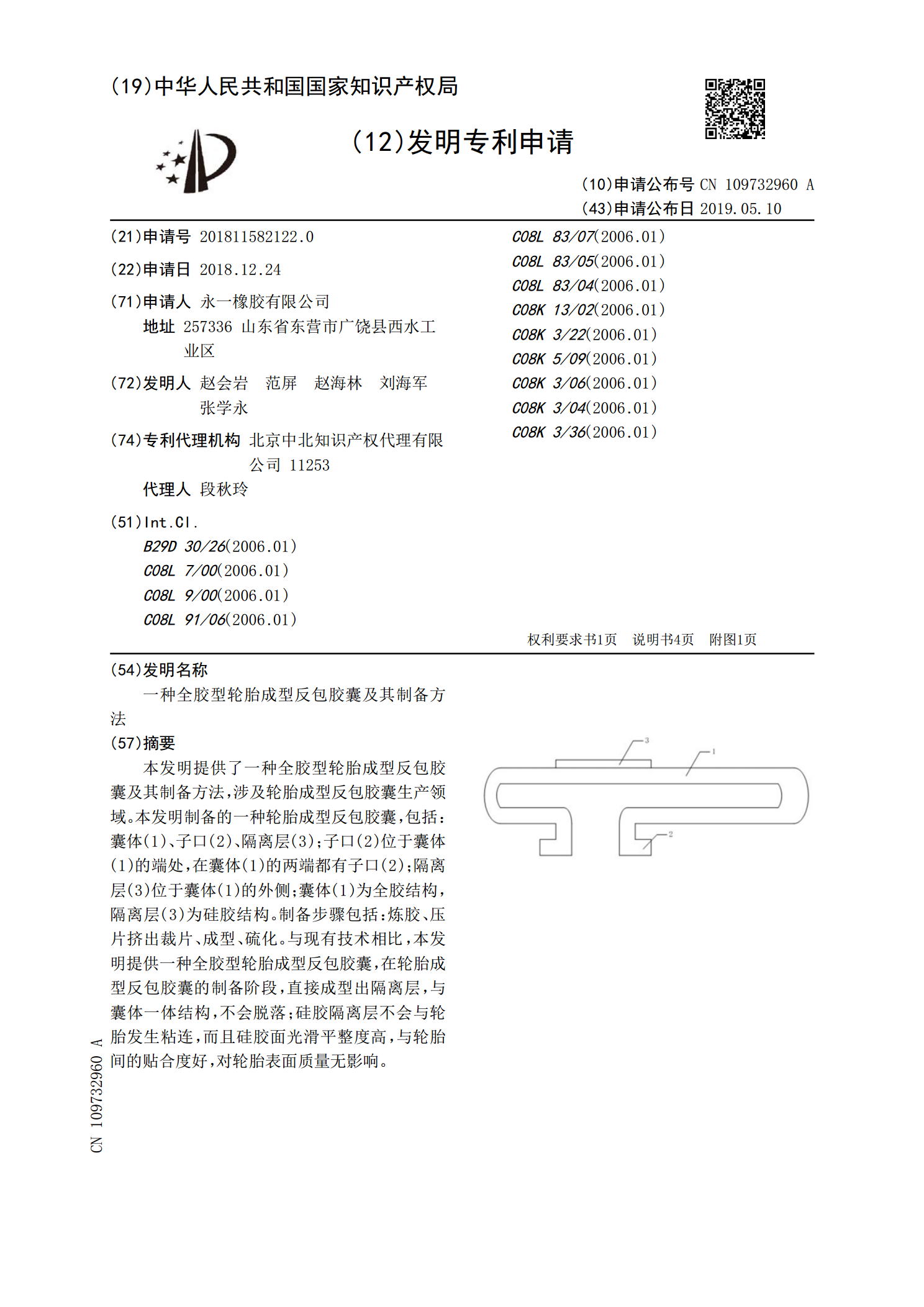
一种全胶型轮胎成型反包胶囊及其制备方法.pdf
本发明提供了一种全胶型轮胎成型反包胶囊及其制备方法,涉及轮胎成型反包胶囊生产领域。本发明制备的一种轮胎成型反包胶囊,包括:囊体(1)、子口(2)、隔离层(3);子口(2)位于囊体(1)的端处,在囊体(1)的两端都有子口(2);隔离层(3)位于囊体(1)的外侧;囊体(1)为全胶结构,隔离层(3)为硅胶结构。制备步骤包括:炼胶、压片挤出裁片、成型、硫化。与现有技术相比,本发明提供一种全胶型轮胎成型反包胶囊,在轮胎成型反包胶囊的制备阶段,直接成型出隔离层,与囊体一体结构,不会脱落;硅胶隔离层不会与轮胎发生粘连,