
一种快速更换滚齿夹具.pdf

佳宁****么啦

1/9
2/9
3/9
4/9
5/9

6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种快速更换滚齿夹具.pdf
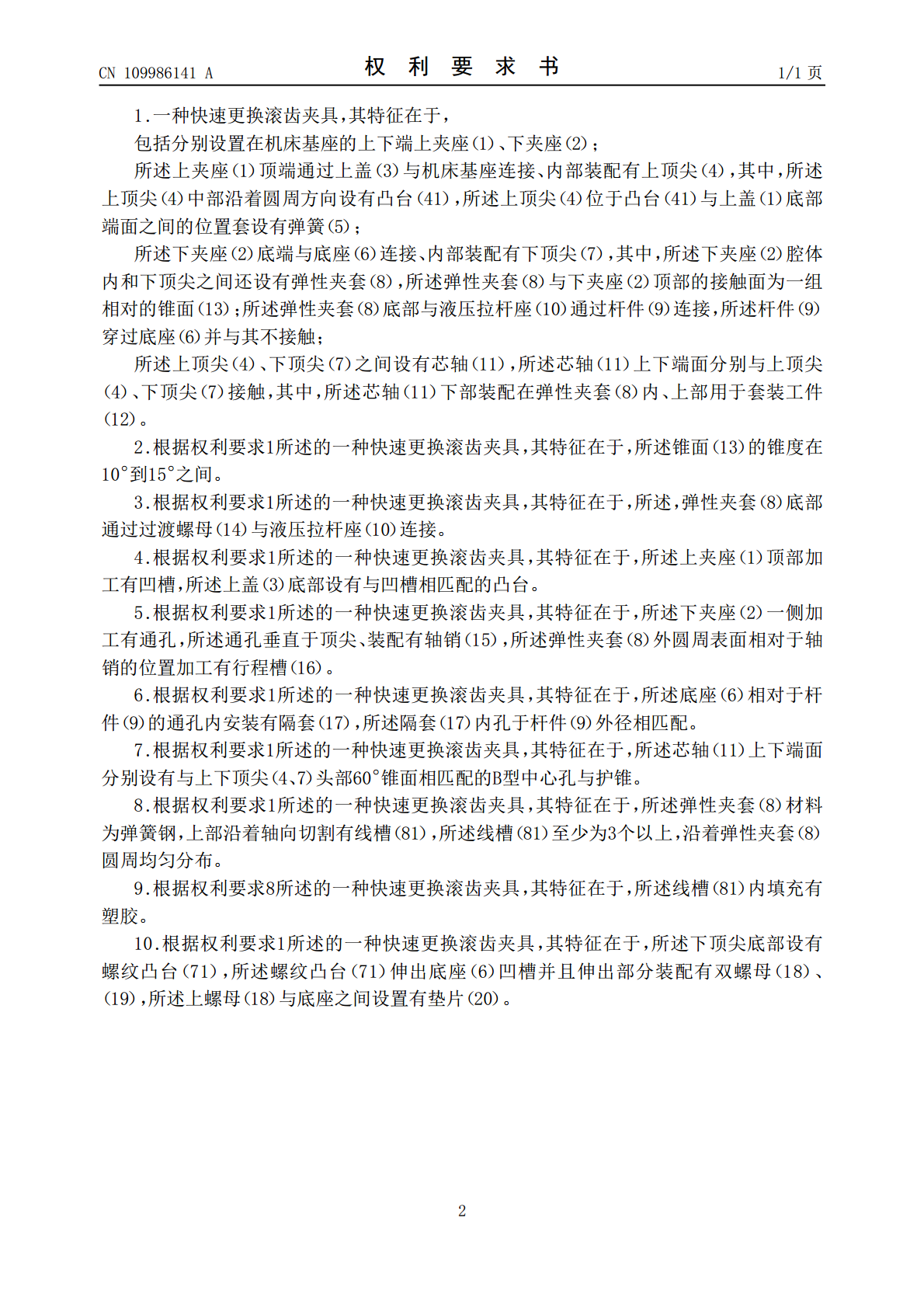
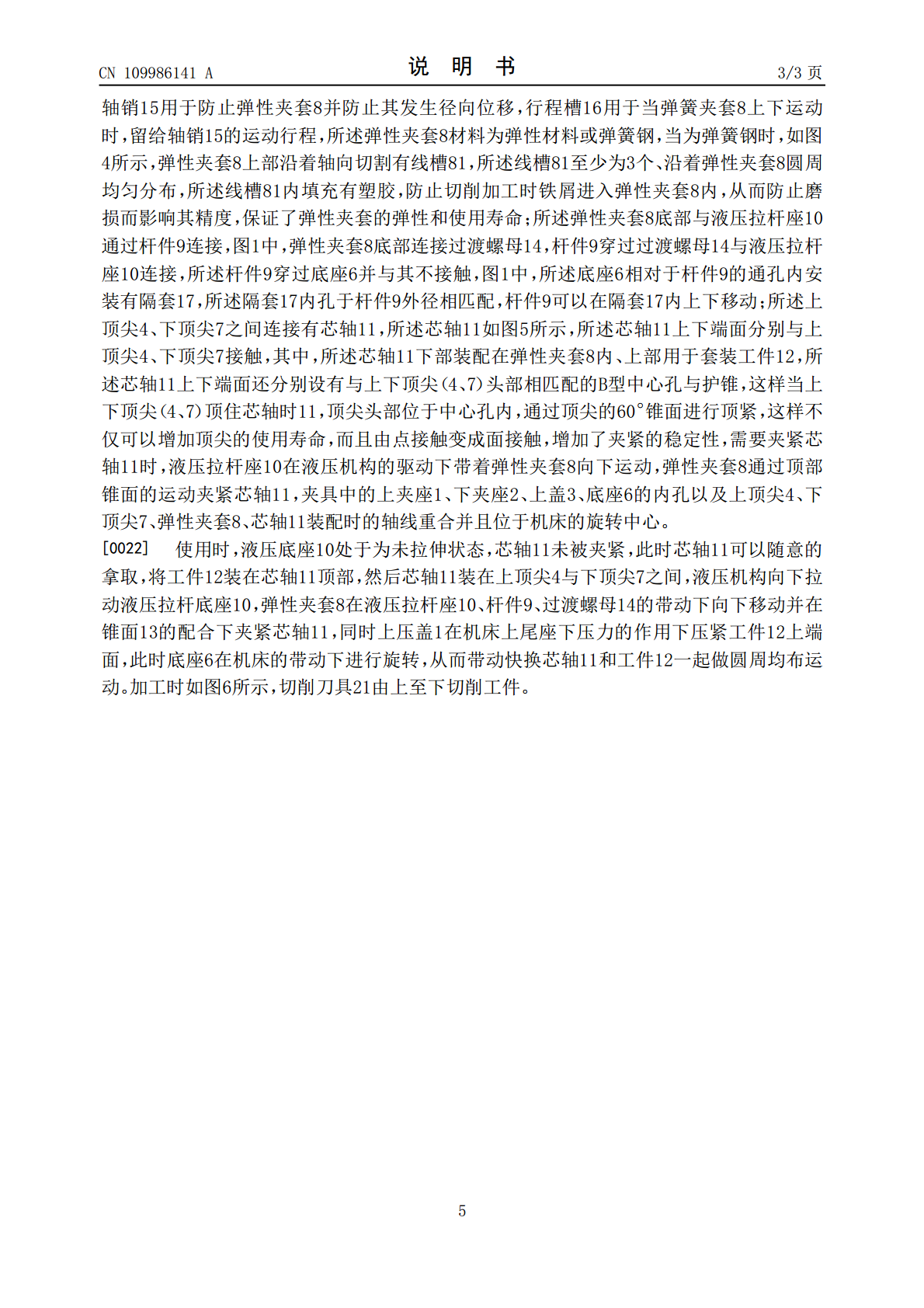
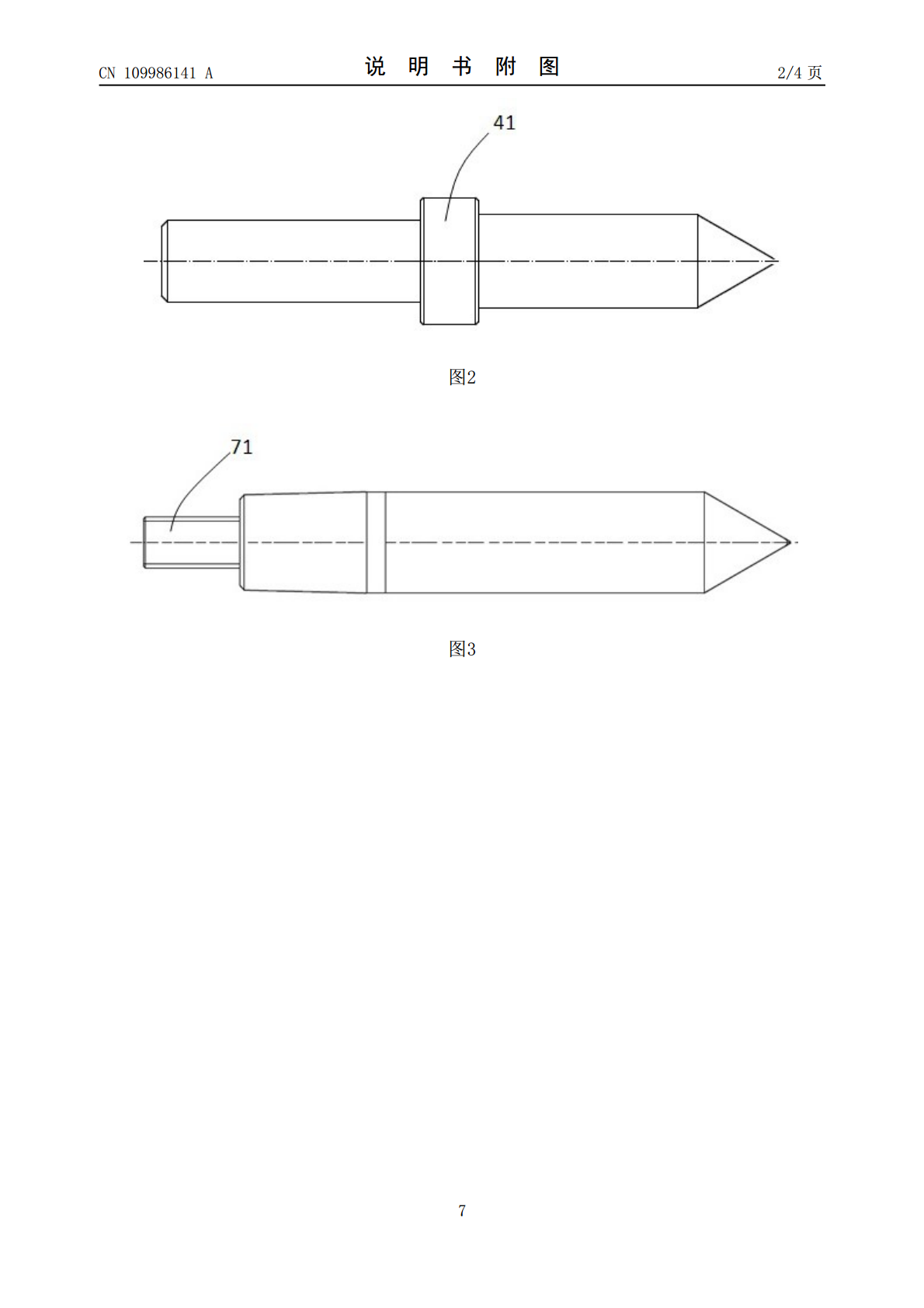
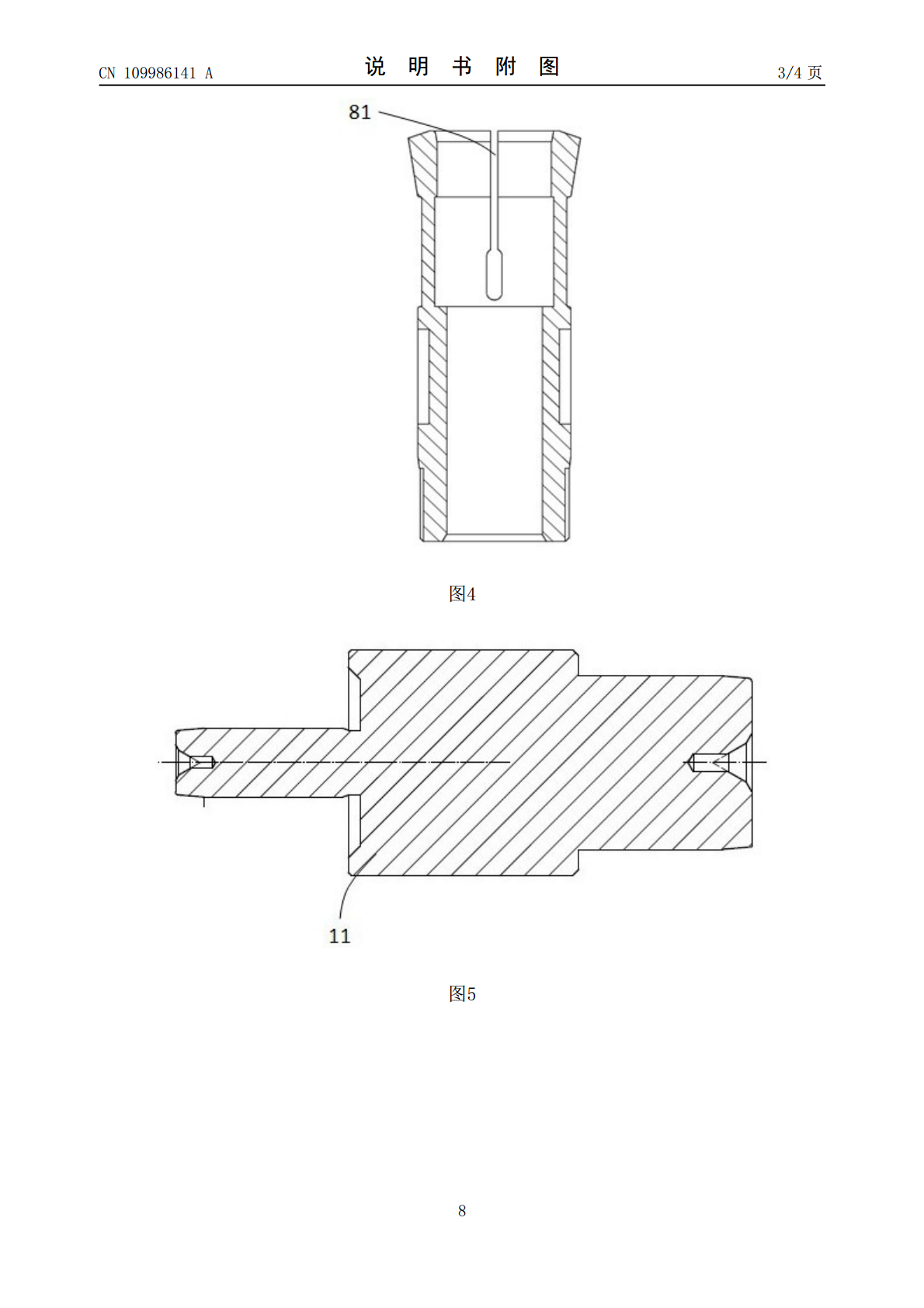
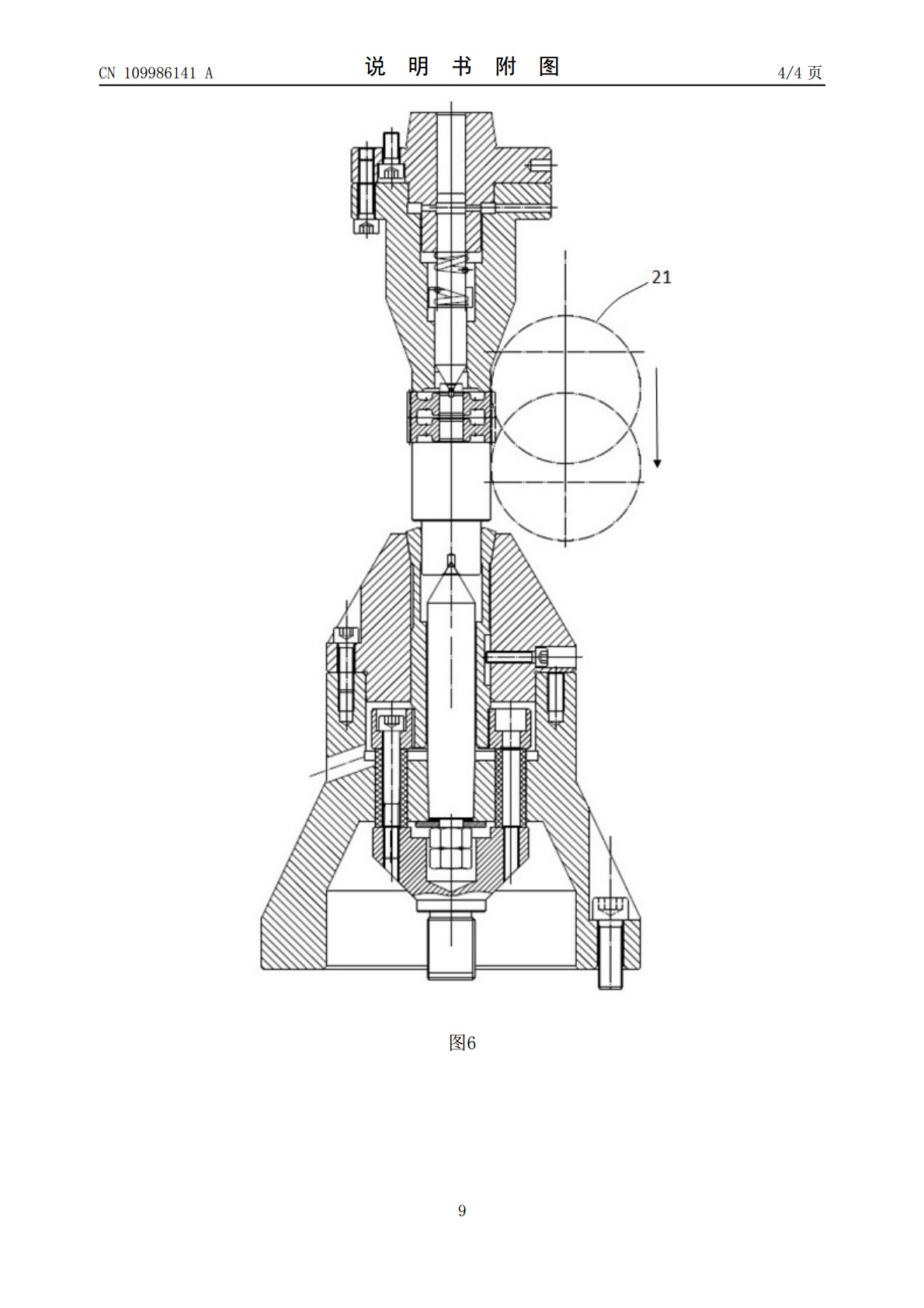
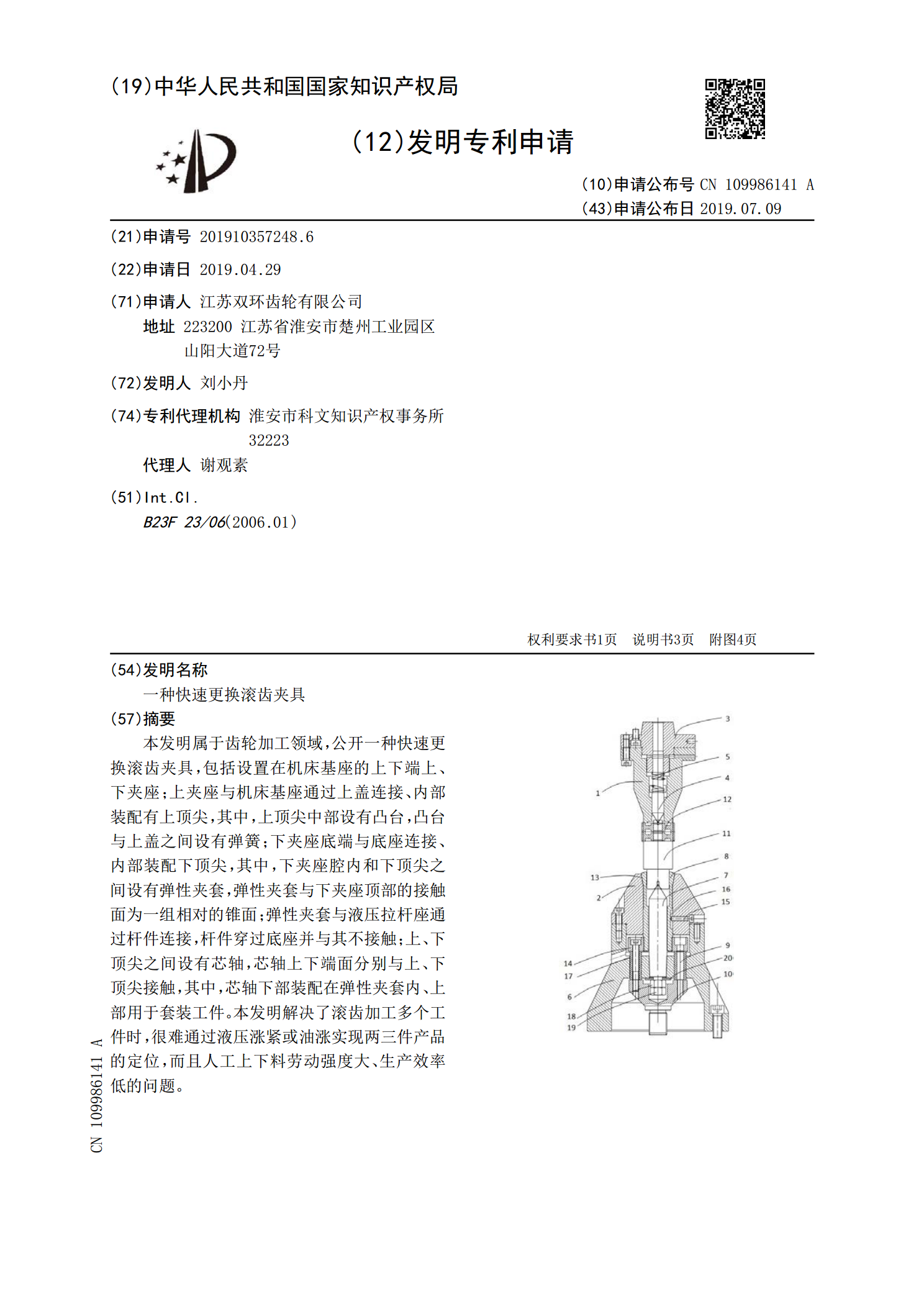
本发明属于齿轮加工领域,公开一种快速更换滚齿夹具,包括设置在机床基座的上下端上、下夹座;上夹座与机床基座通过上盖连接、内部装配有上顶尖,其中,上顶尖中部设有凸台,凸台与上盖之间设有弹簧;下夹座底端与底座连接、内部装配下顶尖,其中,下夹座腔内和下顶尖之间设有弹性夹套,弹性夹套与下夹座顶部的接触面为一组相对的锥面;弹性夹套与液压拉杆座通过杆件连接,杆件穿过底座并与其不接触;上、下顶尖之间设有芯轴,芯轴上下端面分别与上、下顶尖接触,其中,芯轴下部装配在弹性夹套内、上部用于套装工件。本发明解决了滚齿加工多个工件时
一种滚齿夹具.pdf
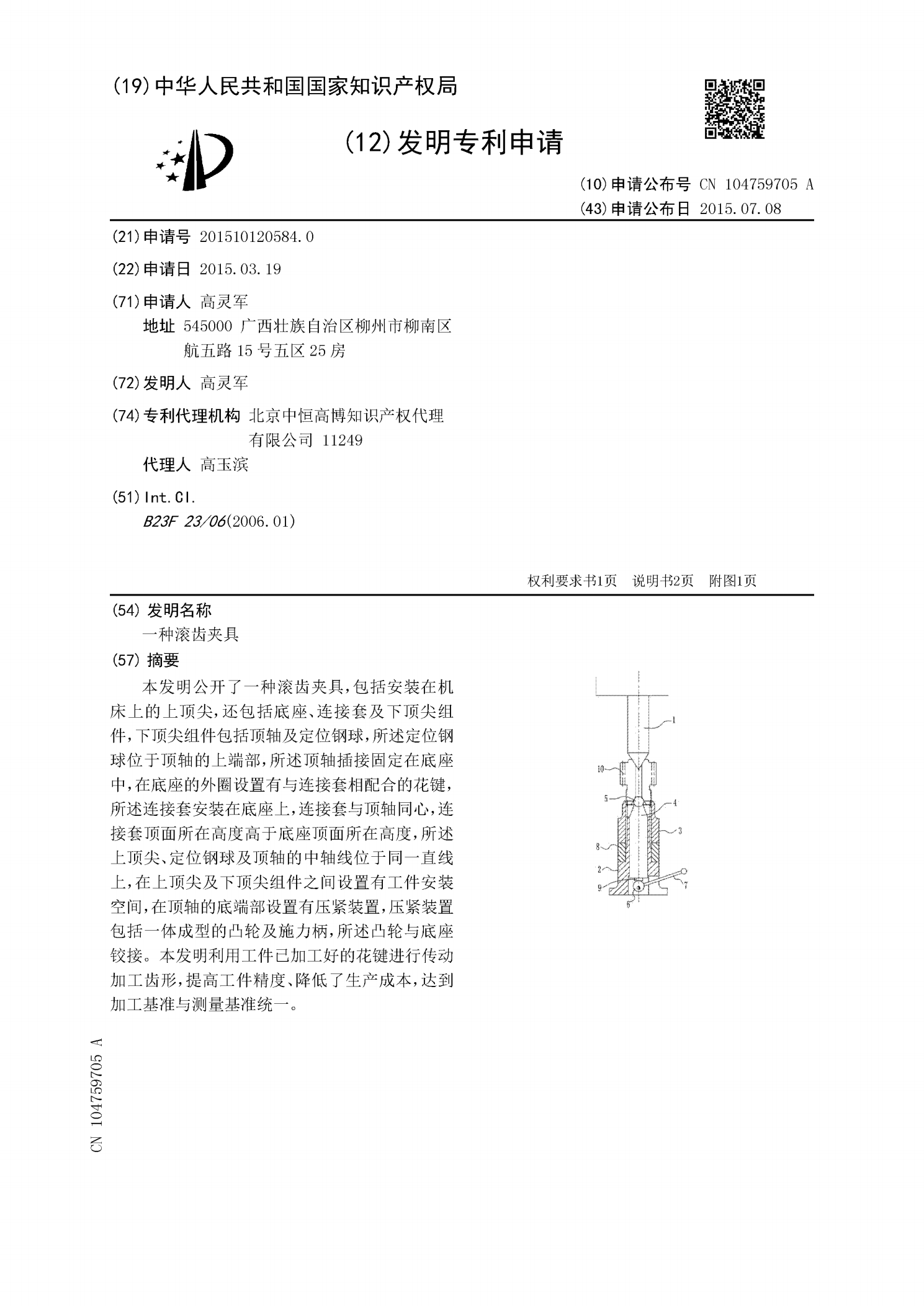
本发明公开了一种滚齿夹具,包括安装在机床上的上顶尖,还包括底座、连接套及下顶尖组件,下顶尖组件包括顶轴及定位钢球,所述定位钢球位于顶轴的上端部,所述顶轴插接固定在底座中,在底座的外圈设置有与连接套相配合的花键,所述连接套安装在底座上,连接套与顶轴同心,连接套顶面所在高度高于底座顶面所在高度,所述上顶尖、定位钢球及顶轴的中轴线位于同一直线上,在上顶尖及下顶尖组件之间设置有工件安装空间,在顶轴的底端部设置有压紧装置,压紧装置包括一体成型的凸轮及施力柄,所述凸轮与底座铰接。本发明利用工件已加工好的花键进行传动加

滚齿夹具.pdf
本发明公开了一种滚齿夹具,涉及机械加工设备制造技术领域,它包括上端设有一段螺纹的主芯轴,所述螺纹上套装有螺母;在所述主芯轴外套装有副芯轴;所述副芯轴的内孔与所述主芯轴为间隙配合;所述主芯轴至少上端设有垫套。与现有技术相比,本发明可以解决现有的滚齿夹具通用性差,生产成本高和齿轮滚齿生产效率低的问题。
一种滚齿通用夹具.pdf
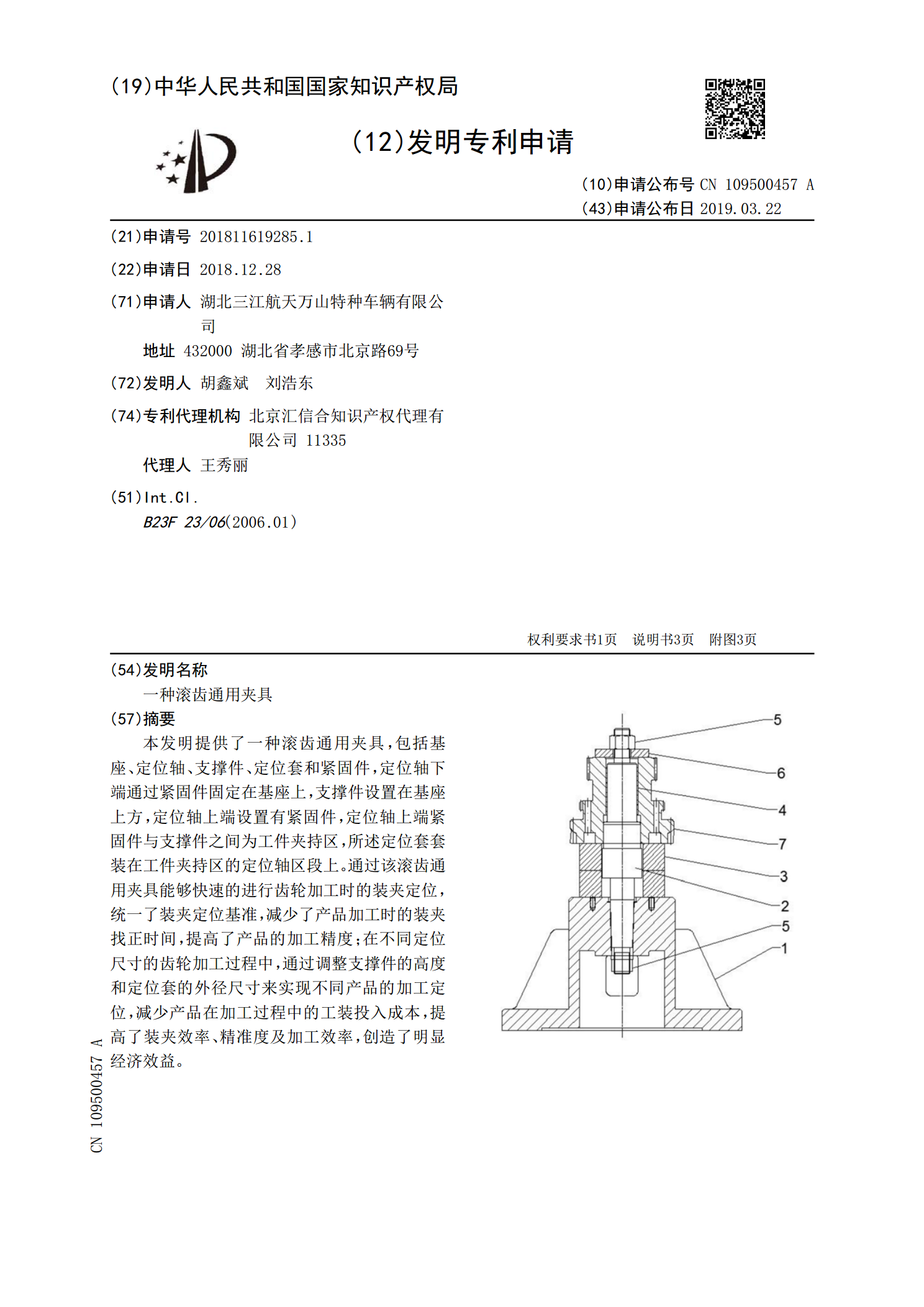
本发明提供了一种滚齿通用夹具,包括基座、定位轴、支撑件、定位套和紧固件,定位轴下端通过紧固件固定在基座上,支撑件设置在基座上方,定位轴上端设置有紧固件,定位轴上端紧固件与支撑件之间为工件夹持区,所述定位套套装在工件夹持区的定位轴区段上。通过该滚齿通用夹具能够快速的进行齿轮加工时的装夹定位,统一了装夹定位基准,减少了产品加工时的装夹找正时间,提高了产品的加工精度;在不同定位尺寸的齿轮加工过程中,通过调整支撑件的高度和定位套的外径尺寸来实现不同产品的加工定位,减少产品在加工过程中的工装投入成本,提高了装夹效率

滚齿弹性夹具.pdf
本发明涉及齿轮加工技术领域,尤其是一种滚齿弹性夹具。一种滚齿弹性夹具,包括与机床连接的底座组件、中间定位组件及上部压紧组件,所述底座组件包括滚齿下垫和滚齿底座,所述中间定位组件由拉杆和弹簧套组成,所述拉杆与机床液压系统相连接,所述弹簧套与上述滚齿底座相配合,弹簧套的外圆与工件内孔相配合,所述上部压紧组件包括机床连接板、中间连接块和滚齿压盖,所述滚齿压盖通过螺钉与中间连接块连接,中间连接块与机床连接板相连接。本发明自动化强,定位准确,质量保证度高,安装和取下工件方便。