
一种超硬砂轮生产方法.pdf

邻家****曼玉

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种超硬砂轮生产方法.pdf
本发明公开了一种超硬砂轮生产方法,包括备料、混料、成型和固化四个步骤,在砂轮生产过程中,先将白刚玉磨料、立方氮化硼磨料、氧化铝空心球、陶瓷粉在混料机中混合,同时取一个容器将糊精粉和水混合,待糊精粉在水中充分溶解后,将糊精粉的水溶液倒入混料机内,混合均匀后得到混合原料,混合原料经成型、固化后得到成品砂轮。本发明公开的一种超硬砂轮的生产方法制作周期短,制作成本低,且制出的成品砂轮硬度高,使用寿命长。
一种超硬砂轮精密修整方法.pdf
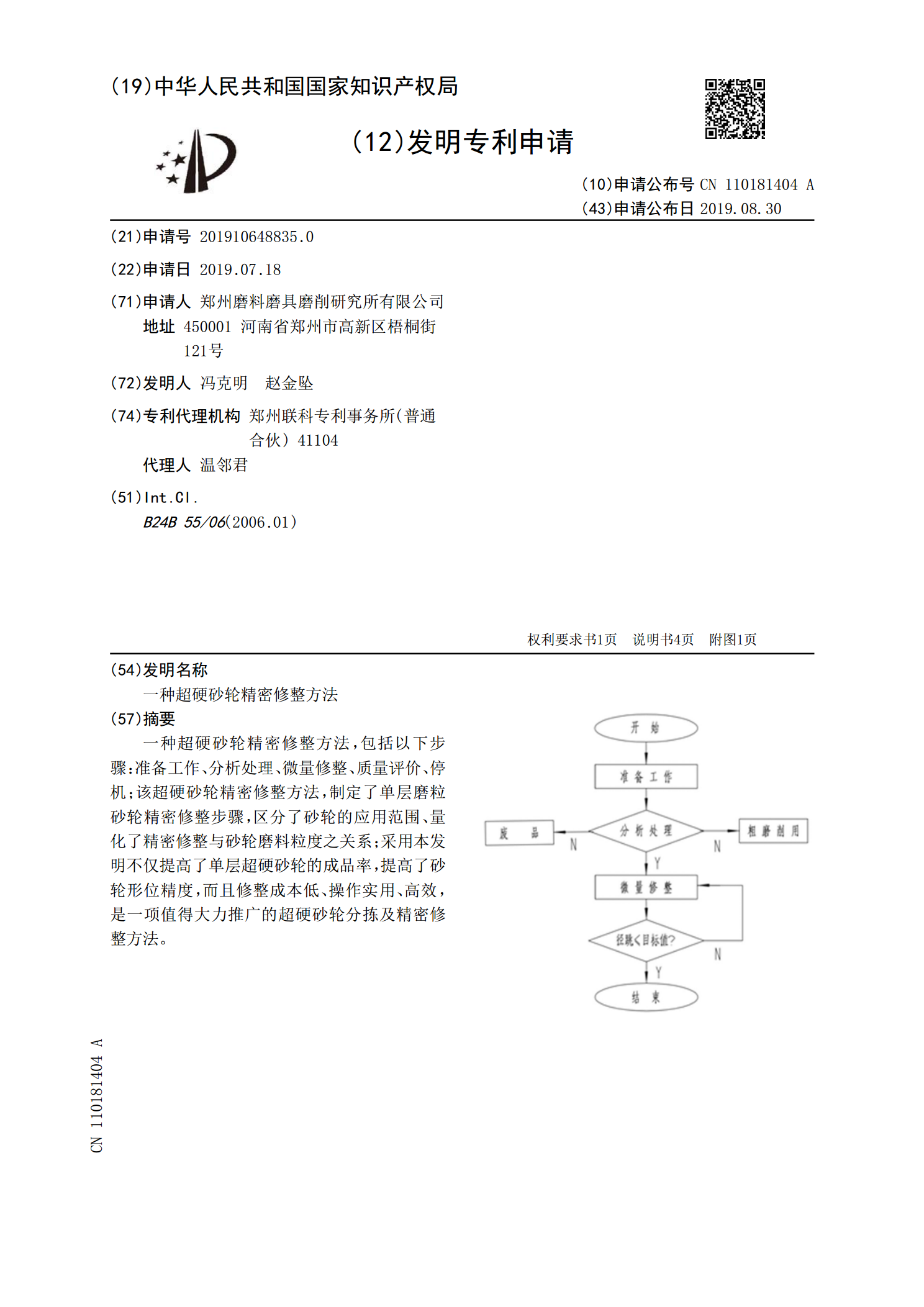
一种超硬砂轮精密修整方法,包括以下步骤:准备工作、分析处理、微量修整、质量评价、停机;该超硬砂轮精密修整方法,制定了单层磨粒砂轮精密修整步骤,区分了砂轮的应用范围、量化了精密修整与砂轮磨料粒度之关系;采用本发明不仅提高了单层超硬砂轮的成品率,提高了砂轮形位精度,而且修整成本低、操作实用、高效,是一项值得大力推广的超硬砂轮分拣及精密修整方法。
一种超硬砂轮实用修整方法.pdf
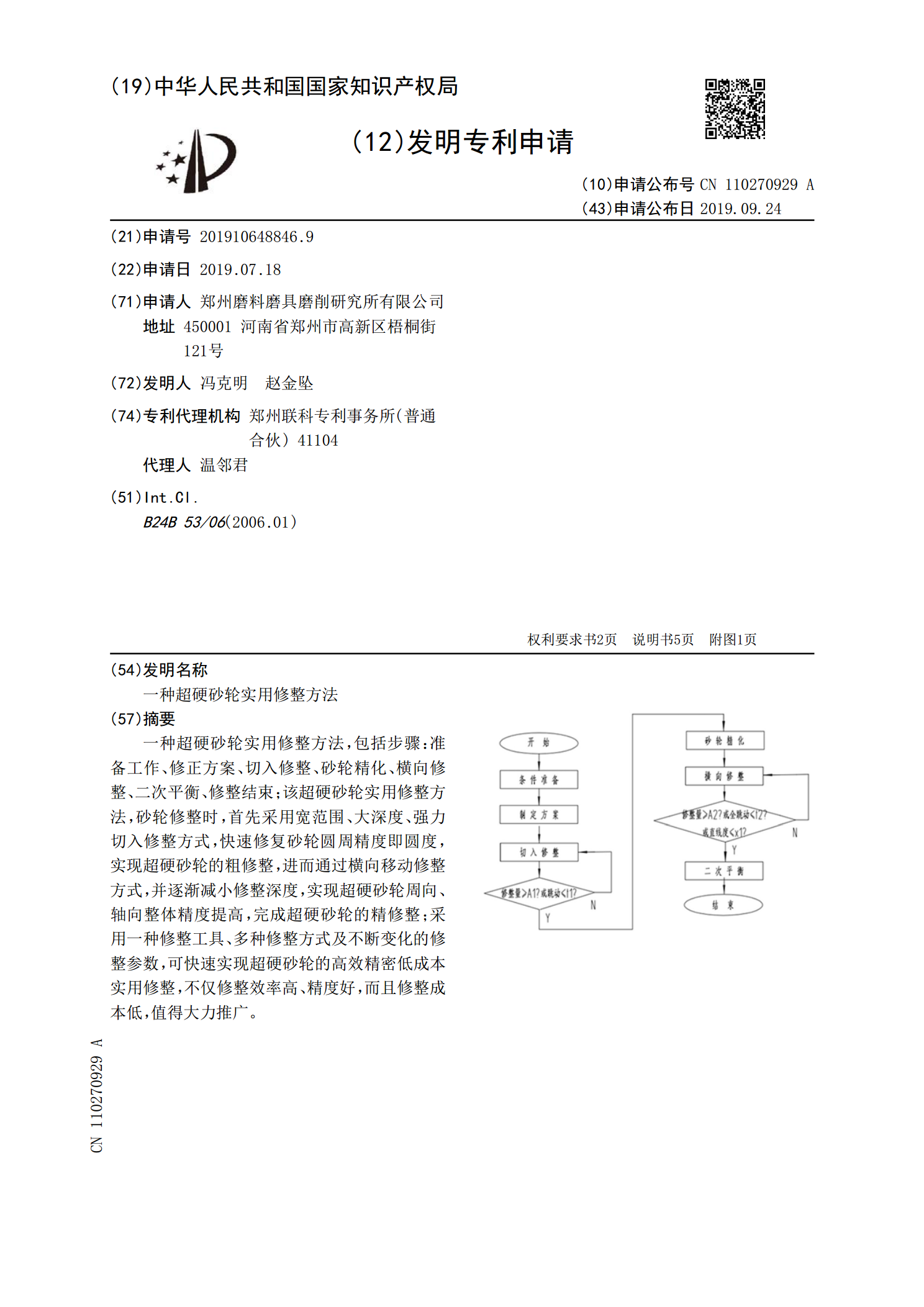
一种超硬砂轮实用修整方法,包括步骤:准备工作、修正方案、切入修整、砂轮精化、横向修整、二次平衡、修整结束;该超硬砂轮实用修整方法,砂轮修整时,首先采用宽范围、大深度、强力切入修整方式,快速修复砂轮圆周精度即圆度,实现超硬砂轮的粗修整,进而通过横向移动修整方式,并逐渐减小修整深度,实现超硬砂轮周向、轴向整体精度提高,完成超硬砂轮的精修整;采用一种修整工具、多种修整方式及不断变化的修整参数,可快速实现超硬砂轮的高效精密低成本实用修整,不仅修整效率高、精度好,而且修整成本低,值得大力推广。
超硬砂轮生产线.pdf
本发明涉及一种超硬砂轮生产线,包括输送轨道,输送轨道上设有两个以上沿输送方向依次相邻分布的摊料工位,各摊料工位上各自设有相对独立分布的摊料装置,各摊料装置的升降机构的升降行程沿输送方向依次减少;各摊料工位上还各自设有用于带动对应模具转动的转模装置,各转模装置相对独立设置或相互协同连接。在摊料过程中,模具在输送轨道上由深及浅的进行摊平,这样可使得前道工位中摊平后产生的物料凸棱在后道工位中被摊平,从而提高了物料摊平的程度和摊平精度,提高了砂轮的成品质量。
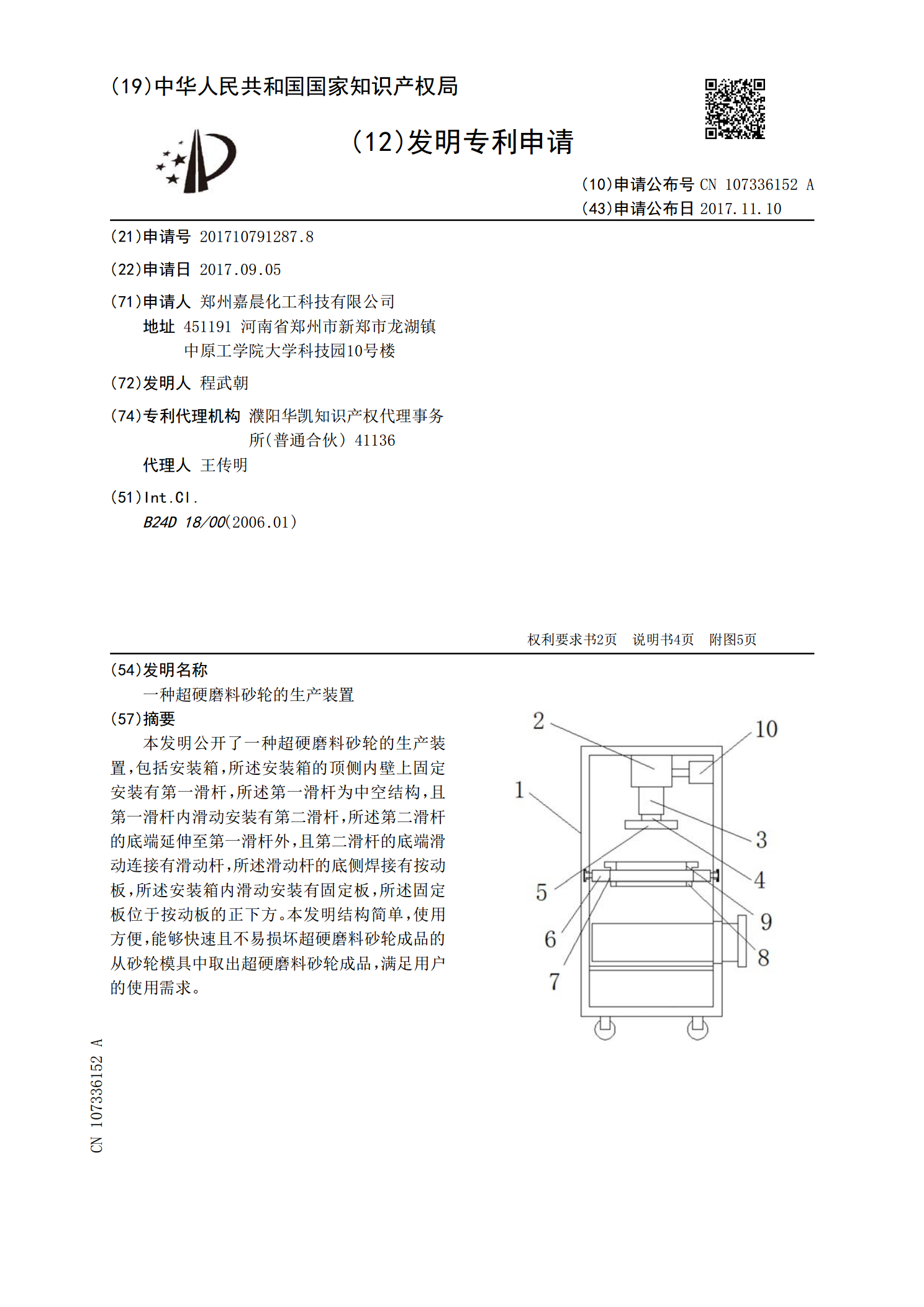
一种超硬磨料砂轮的生产装置.pdf
本发明公开了一种超硬磨料砂轮的生产装置,包括安装箱,所述安装箱的顶侧内壁上固定安装有第一滑杆,所述第一滑杆为中空结构,且第一滑杆内滑动安装有第二滑杆,所述第二滑杆的底端延伸至第一滑杆外,且第二滑杆的底端滑动连接有滑动杆,所述滑动杆的底侧焊接有按动板,所述安装箱内滑动安装有固定板,所述固定板位于按动板的正下方。本发明结构简单,使用方便,能够快速且不易损坏超硬磨料砂轮成品的从砂轮模具中取出超硬磨料砂轮成品,满足用户的使用需求。