
一种超硬砂轮精密修整方法.pdf

努力****元恺

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种超硬砂轮精密修整方法.pdf
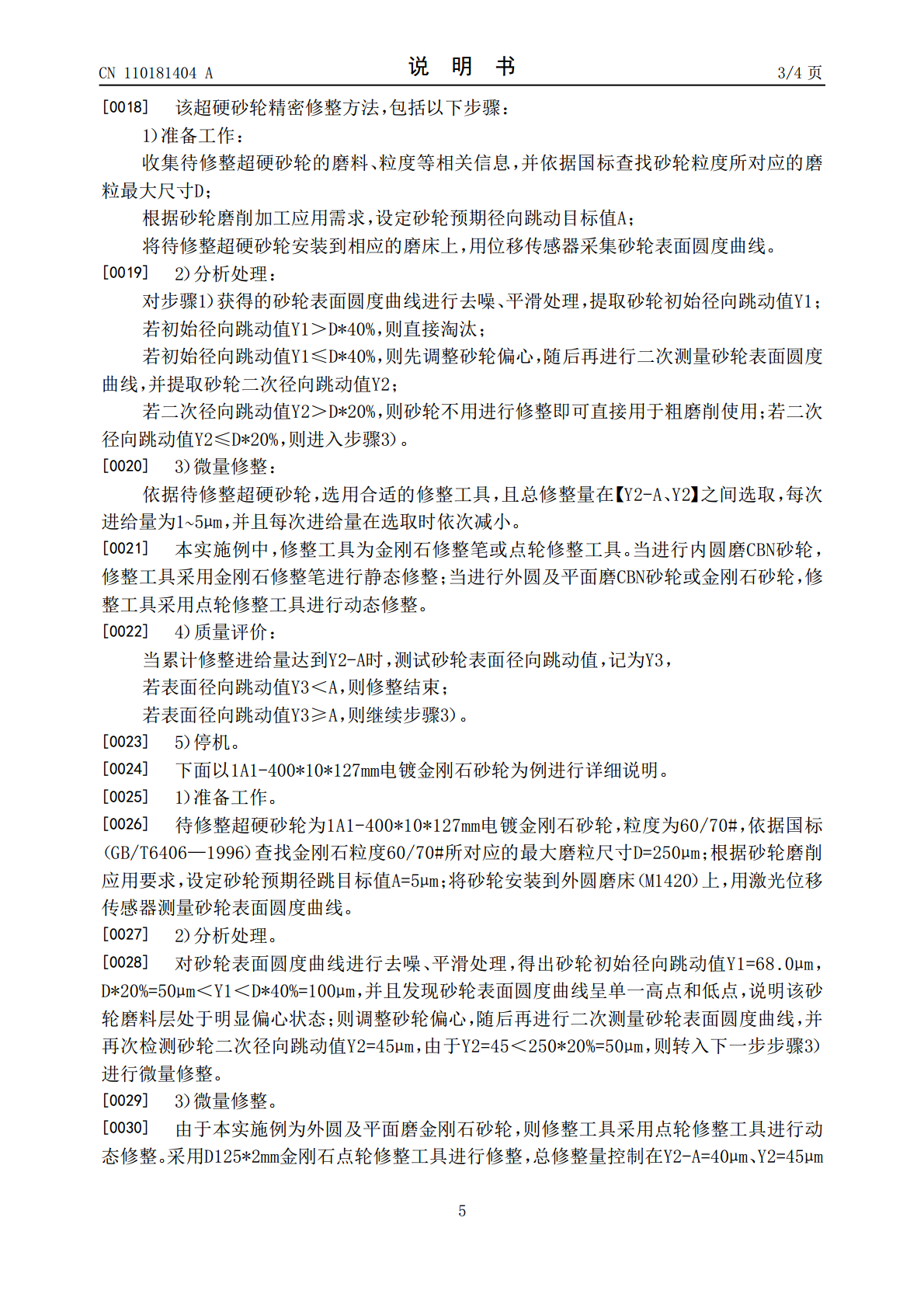
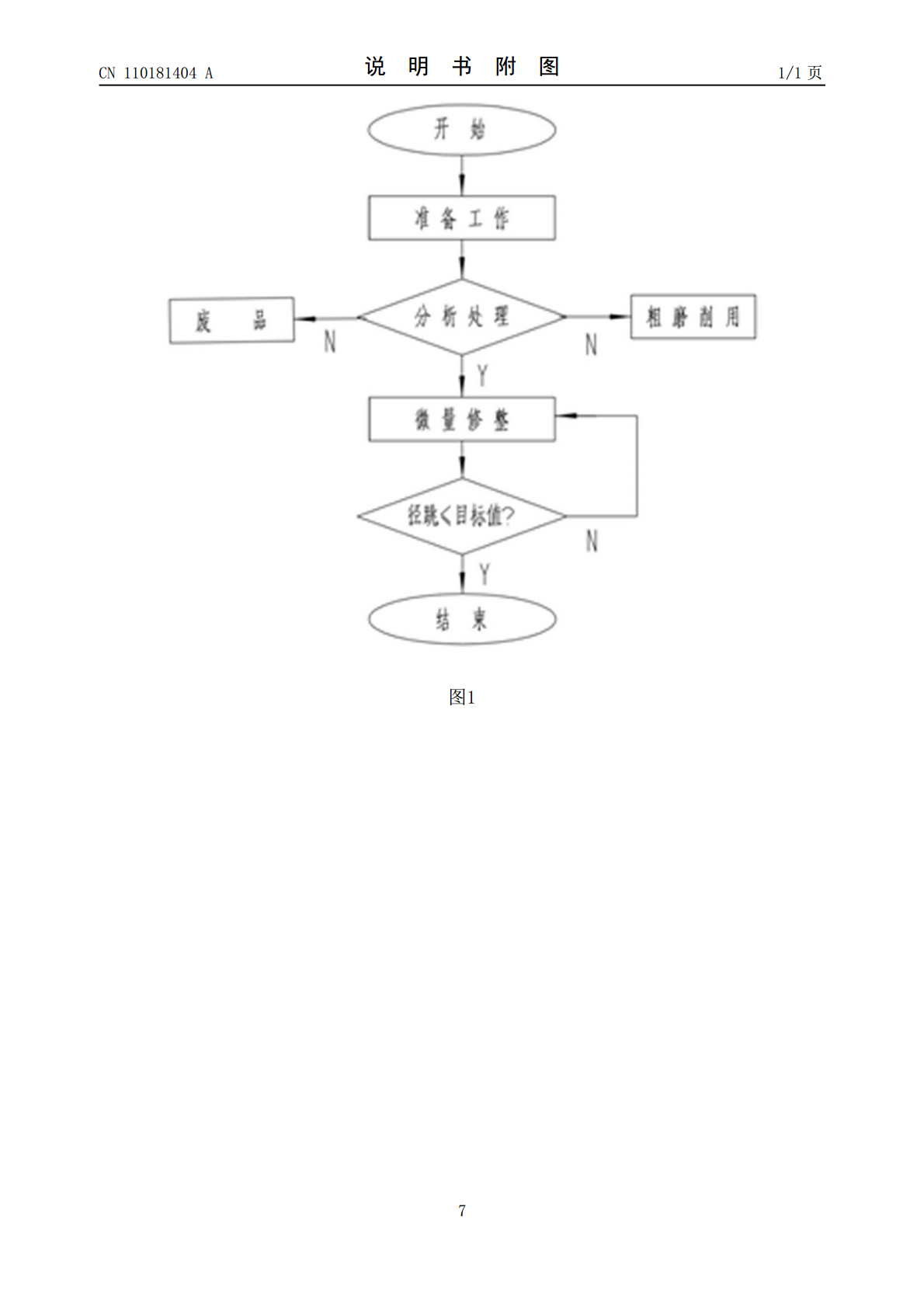
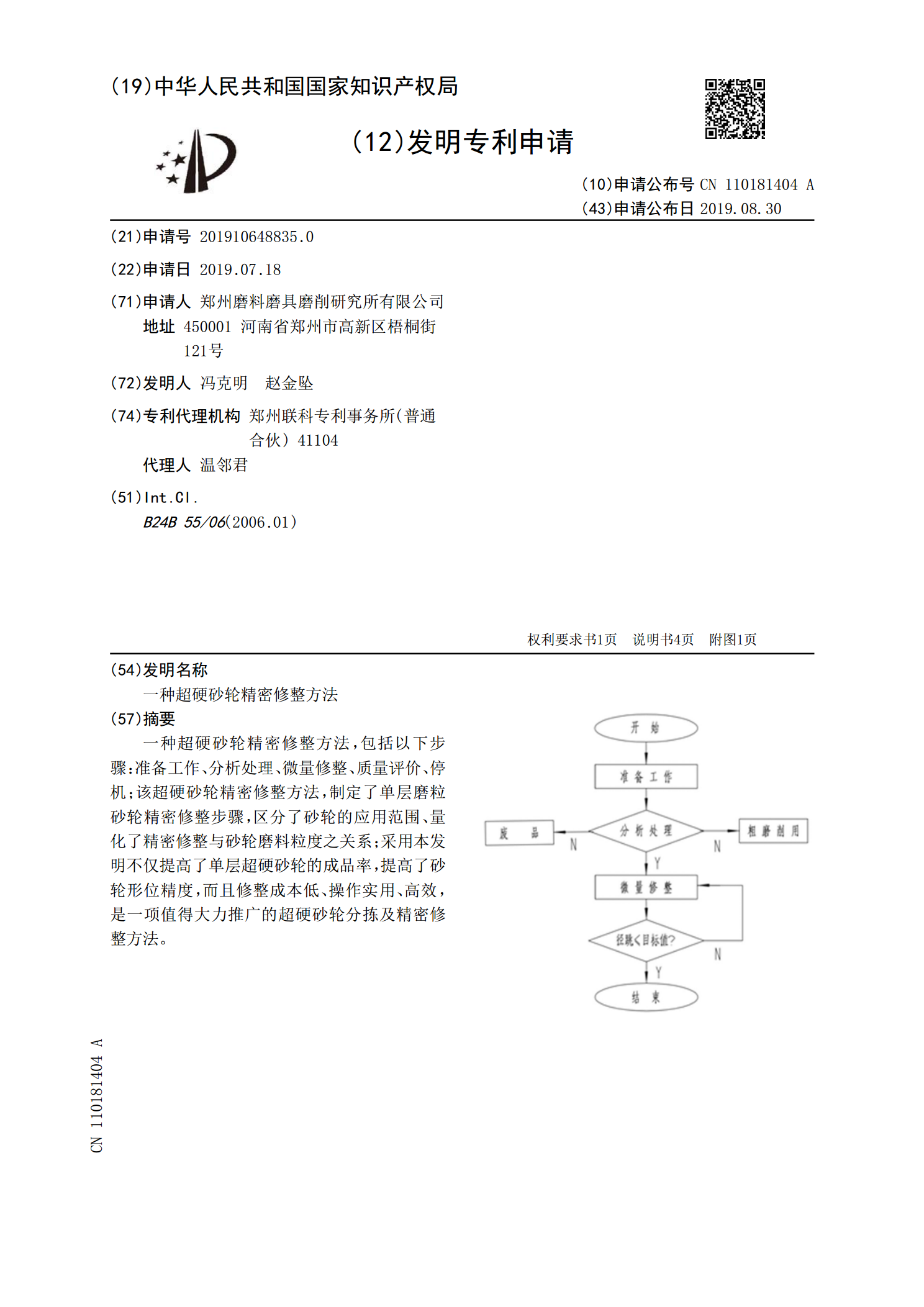
一种超硬砂轮精密修整方法,包括以下步骤:准备工作、分析处理、微量修整、质量评价、停机;该超硬砂轮精密修整方法,制定了单层磨粒砂轮精密修整步骤,区分了砂轮的应用范围、量化了精密修整与砂轮磨料粒度之关系;采用本发明不仅提高了单层超硬砂轮的成品率,提高了砂轮形位精度,而且修整成本低、操作实用、高效,是一项值得大力推广的超硬砂轮分拣及精密修整方法。
一种超硬磨料砂轮复合式高效精密修整方法.pdf
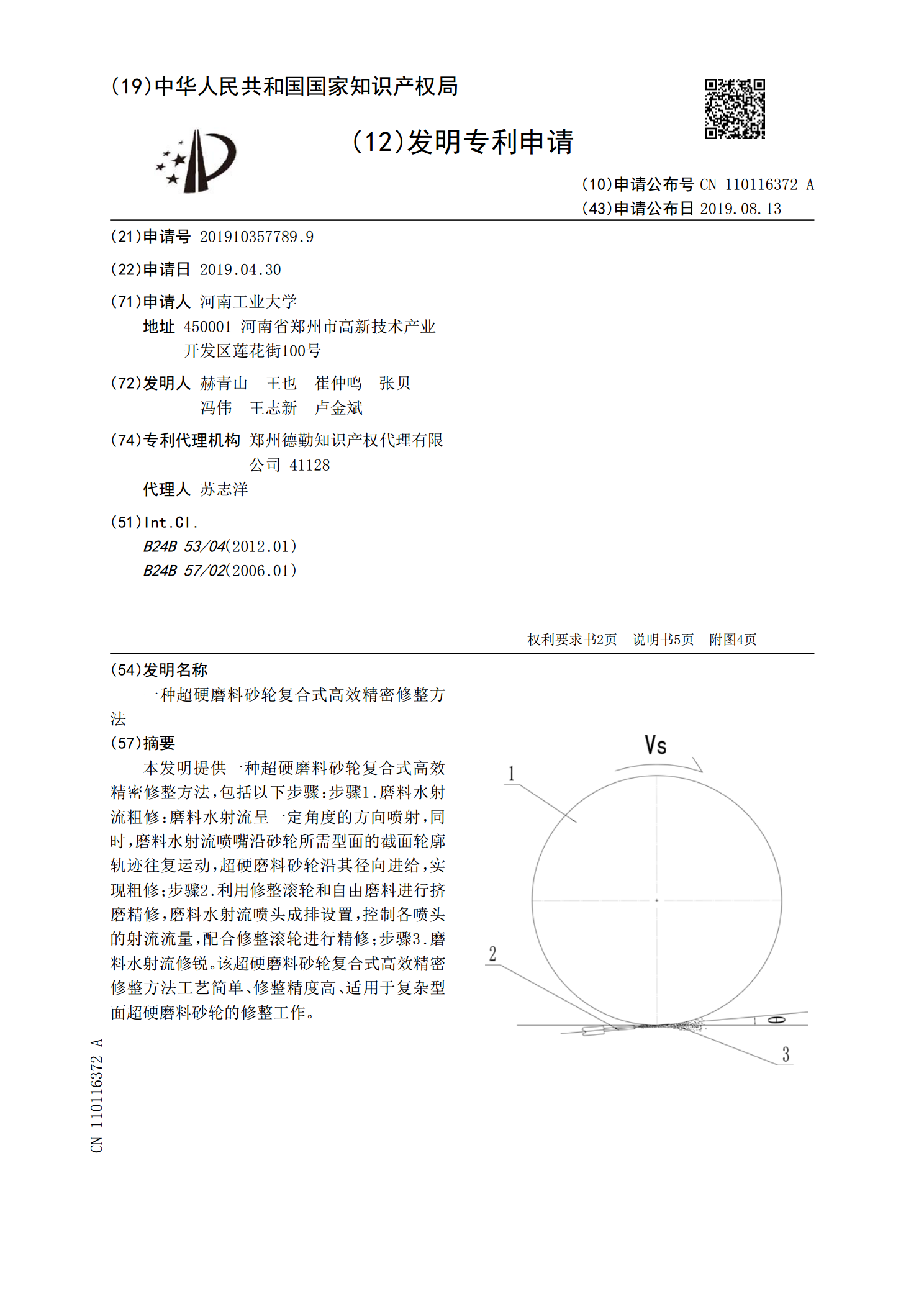
本发明提供一种超硬磨料砂轮复合式高效精密修整方法,包括以下步骤:步骤1.磨料水射流粗修:磨料水射流呈一定角度的方向喷射,同时,磨料水射流喷嘴沿砂轮所需型面的截面轮廓轨迹往复运动,超硬磨料砂轮沿其径向进给,实现粗修;步骤2.利用修整滚轮和自由磨料进行挤磨精修,磨料水射流喷头成排设置,控制各喷头的射流流量,配合修整滚轮进行精修;步骤3.磨料水射流修锐。该超硬磨料砂轮复合式高效精密修整方法工艺简单、修整精度高、适用于复杂型面超硬磨料砂轮的修整工作。
超硬磨料砂轮的复合式精密修整装置及修整方法.pdf
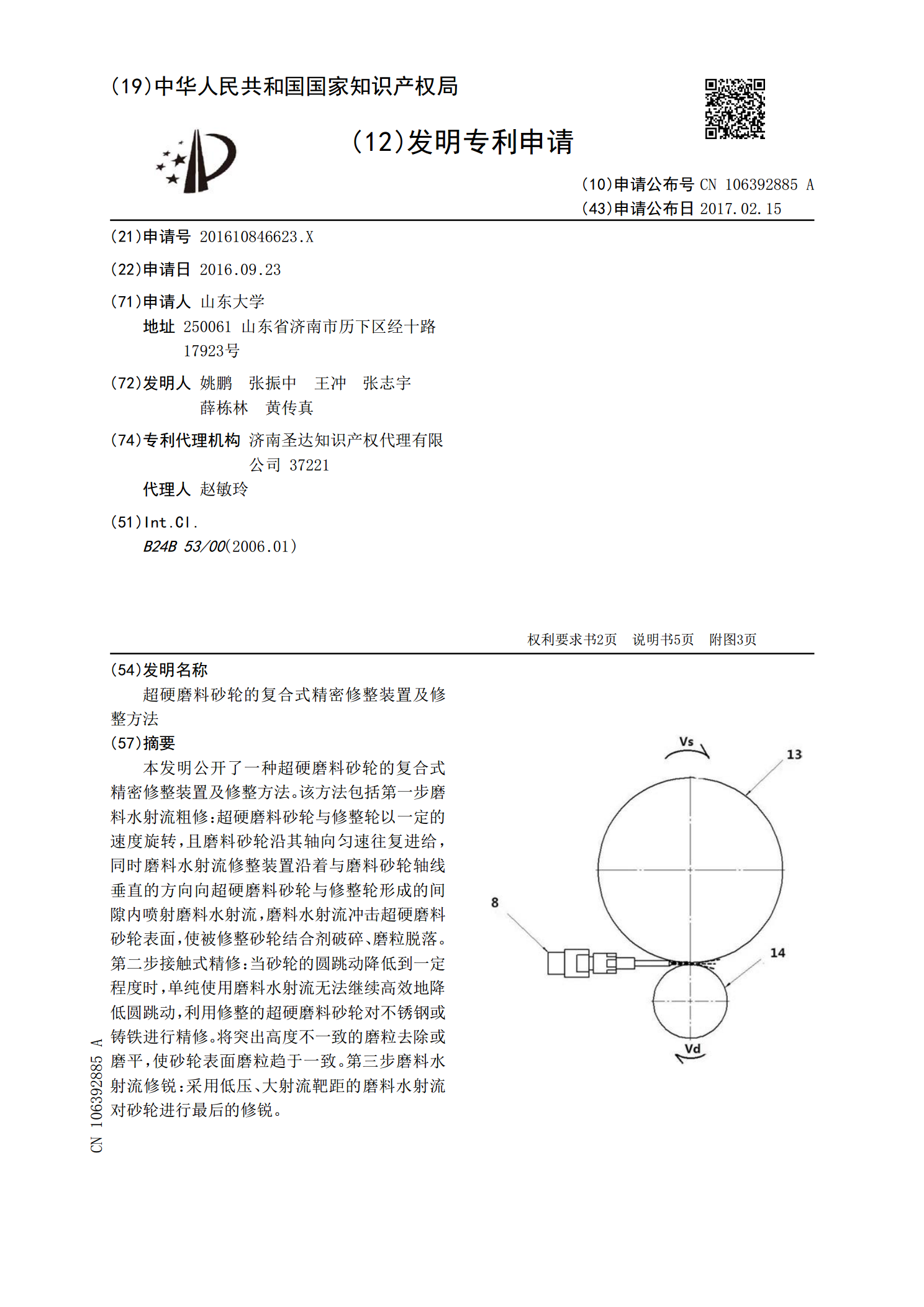
本发明公开了一种超硬磨料砂轮的复合式精密修整装置及修整方法。该方法包括第一步磨料水射流粗修:超硬磨料砂轮与修整轮以一定的速度旋转,且磨料砂轮沿其轴向匀速往复进给,同时磨料水射流修整装置沿着与磨料砂轮轴线垂直的方向向超硬磨料砂轮与修整轮形成的间隙内喷射磨料水射流,磨料水射流冲击超硬磨料砂轮表面,使被修整砂轮结合剂破碎、磨粒脱落。第二步接触式精修:当砂轮的圆跳动降低到一定程度时,单纯使用磨料水射流无法继续高效地降低圆跳动,利用修整的超硬磨料砂轮对不锈钢或铸铁进行精修。将突出高度不一致的磨粒去除或磨平,使砂轮表
一种超硬砂轮实用修整方法.pdf
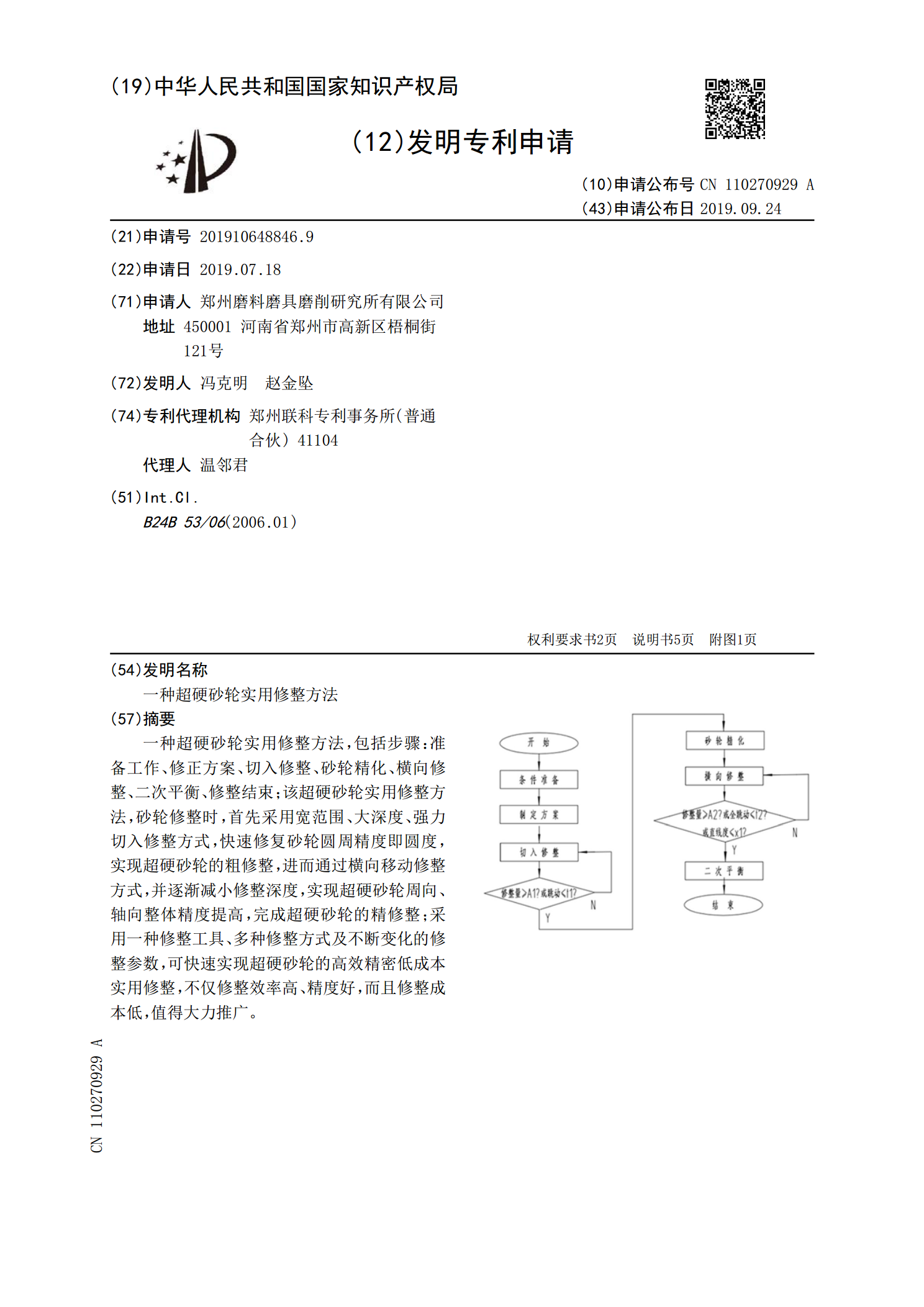
一种超硬砂轮实用修整方法,包括步骤:准备工作、修正方案、切入修整、砂轮精化、横向修整、二次平衡、修整结束;该超硬砂轮实用修整方法,砂轮修整时,首先采用宽范围、大深度、强力切入修整方式,快速修复砂轮圆周精度即圆度,实现超硬砂轮的粗修整,进而通过横向移动修整方式,并逐渐减小修整深度,实现超硬砂轮周向、轴向整体精度提高,完成超硬砂轮的精修整;采用一种修整工具、多种修整方式及不断变化的修整参数,可快速实现超硬砂轮的高效精密低成本实用修整,不仅修整效率高、精度好,而且修整成本低,值得大力推广。
一种超硬砂轮的在线修整方法.pdf
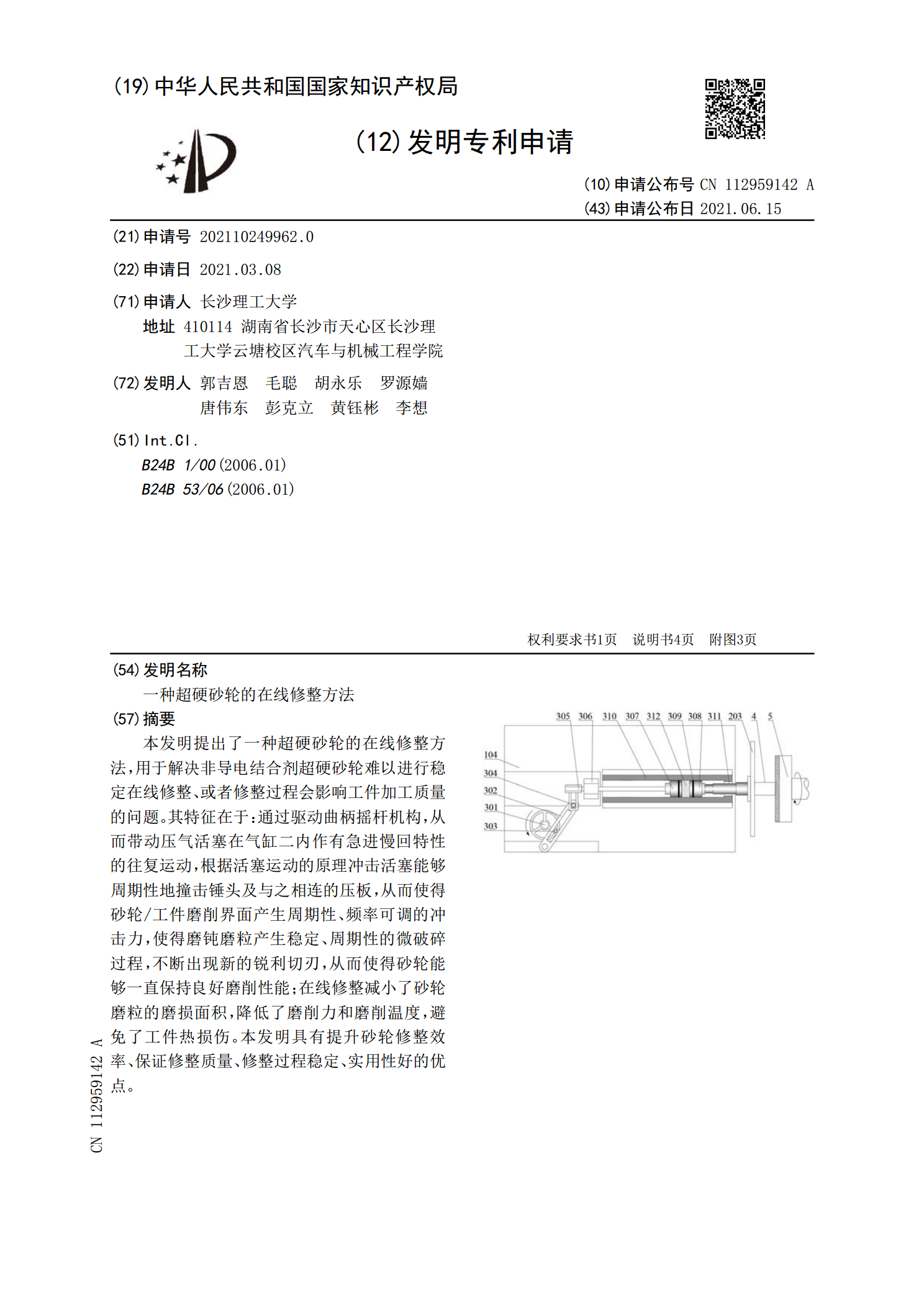
本发明提出了一种超硬砂轮的在线修整方法,用于解决非导电结合剂超硬砂轮难以进行稳定在线修整、或者修整过程会影响工件加工质量的问题。其特征在于:通过驱动曲柄摇杆机构,从而带动压气活塞在气缸二内作有急进慢回特性的往复运动,根据活塞运动的原理冲击活塞能够周期性地撞击锤头及与之相连的压板,从而使得砂轮/工件磨削界面产生周期性、频率可调的冲击力,使得磨钝磨粒产生稳定、周期性的微破碎过程,不断出现新的锐利切刃,从而使得砂轮能够一直保持良好磨削性能;在线修整减小了砂轮磨粒的磨损面积,降低了磨削力和磨削温度,避免了工件热损